水基淬火液冷却性能及其在控时淬火技术上的应用
2021-03-01
山东思科工业介质有限公司 山东德州 253000
1 序言
随着热处理技术的不断发展,热处理冷却的重要性日益凸显,理想的冷却速度和稳定的冷却性能成为淬火冷却介质应具备的基本特点。为分析淬火冷却介质的冷却性能,我们采用符合ISO 9950—1995标准的冷却曲线测定仪对不同浓度的水基淬火液进行测试。此外,控时淬火技术是山东思科工业介质有限公司为扩大水基淬火冷却介质应用范围,多年来研究总结并在石油机械和大型锻件中推广应用的淬火技术。本文以石油钻井稳定器的淬火为例,对其进行阐述。
2 冷却性能测试标准
思科淬火冷却介质的冷却性能测试依据ISO9950—1995标准,该标准是国际标准组织(ISO)1995年5月1日颁布的淬火油冷却性能测定方法[1]。按照该标准的要求,测试内容主要有三个部分,即冷却曲线、冷却时间和冷却速度。其中冷却曲线包括温度-时间曲线和温度-冷却速度曲线;冷却时间主要包括850~600℃、600~400℃以及400~200℃的冷却时间;冷却速度主要包括最大冷却速度和300℃对应冷却速度,如图1所示。
3 冷却性能测试
淬火冷却介质应具备理想的冷却速度,较高的稳定性,良好的冷却均匀性,无腐蚀,以及经济环保和安全等基本性能,其中研究水基淬火液的冷却性能是合理使用淬火液的基础。为此,我们测试了senco-P75水基淬火液不同浓度对应的冷却性能指标,并与水作比较,冷却曲线对比如图2所示,汇总测试报告数据见表1。
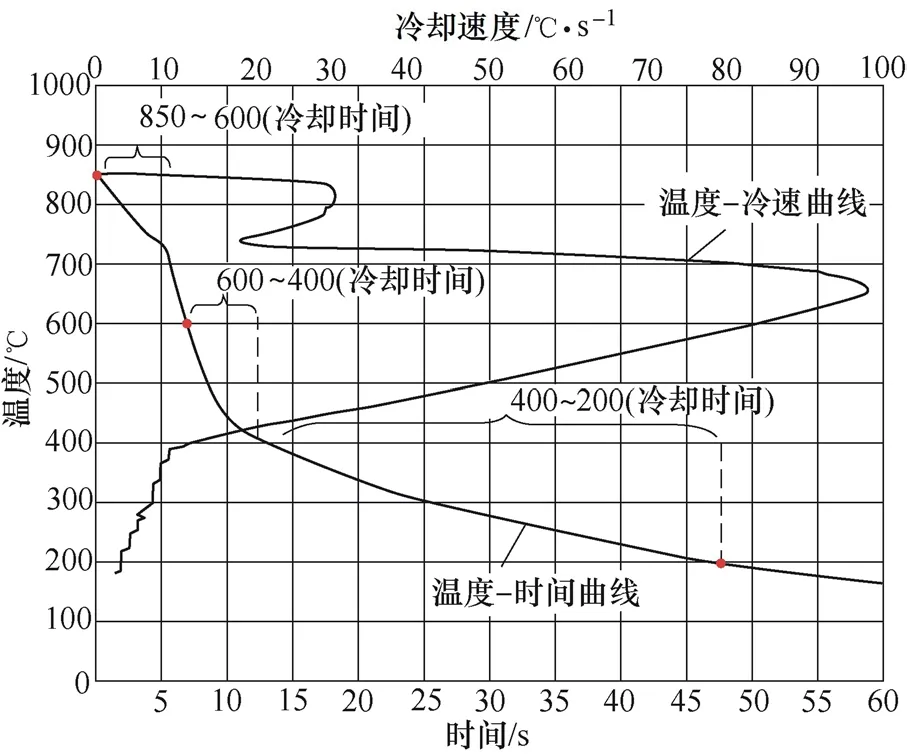
图1 冷却性能测试曲线
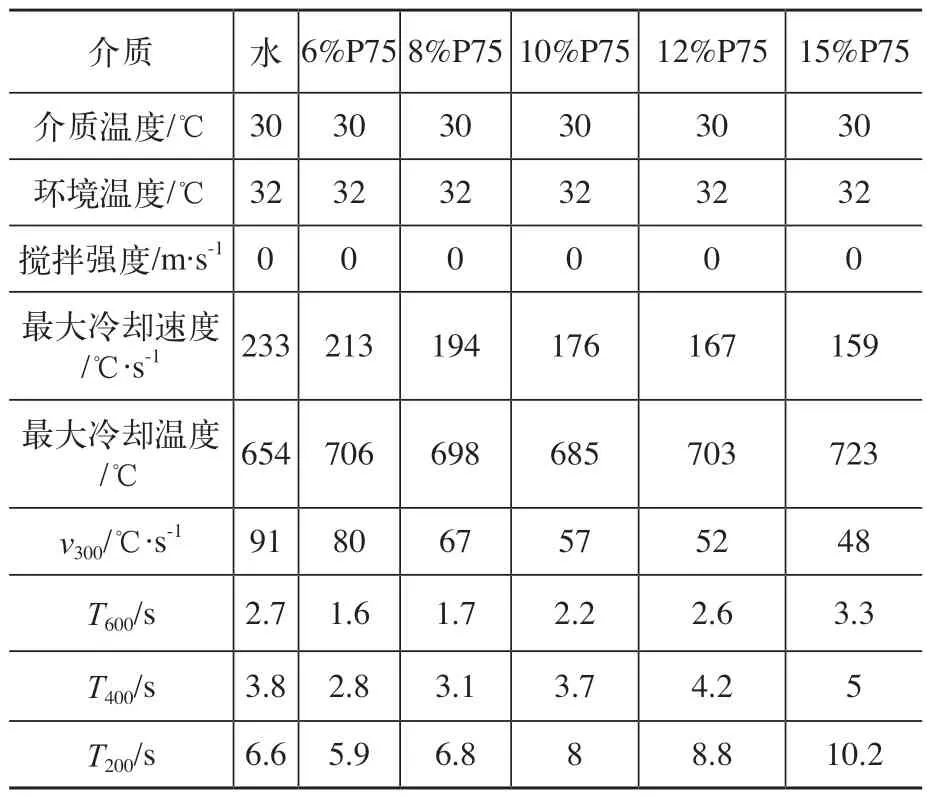
表1 水和不同浓度P75水基淬火液测试报告数据比较
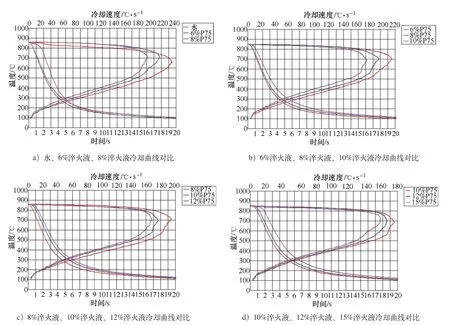
图2 测试冷却曲线对比
4 水基淬火液在控时淬火技术上的应用
4.1 控时淬火技术的定义
淬火冷却介质理想冷却速度是在淬火冷却时等温转变图“鼻部”的冷却速度大于临界冷却速度(保证工件能完成马氏体转变的最低冷却速度),在其他温度范围,尤其是马氏体转变温度区间(Ms→Mf)则应缓冷,即“高温冷得快,低温冷得慢”,如图3所示。控时淬火技术是根据这一基本原理,结合工件的材质、尺寸、力学性能要求和淬火液的冷却速度等因素,综合计算工件在水基淬火液中冷却时间,达到既不开裂还必须符合力学性能要求的一种淬火冷却方法。采用这一方法工件不需要反复出入淬火冷却介质,而是通过计算直接冷却到Ms点以下[2]。
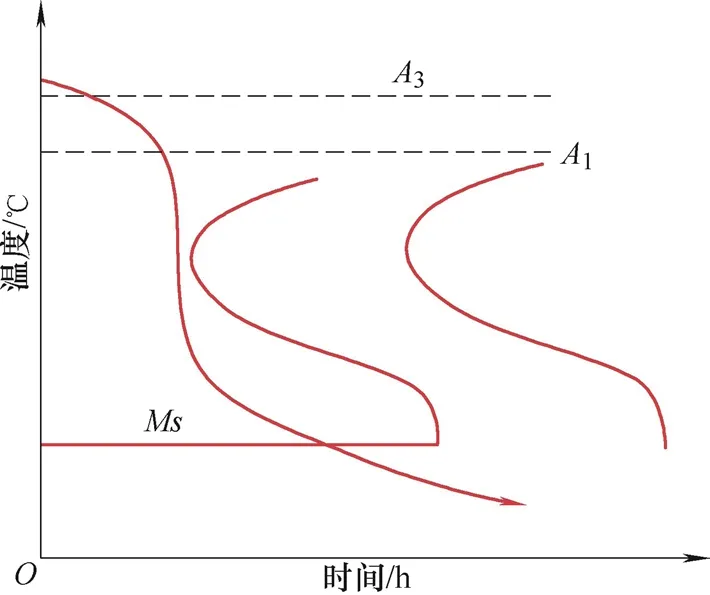
图3 淬火液的控时淬火技术理论曲线
4.2 淬火液应用控时淬火技术的优点
工件在水基淬火液中的冷却时间过短会达不到性能要求,冷却时间过长又会增大淬裂的风险。应用控时淬火技术,冷却时间则可以根据工件Ms点温度、有效尺寸、力学性能要求,以及水基淬火液的冷却能力等进行计算。
采用这一技术具有以下优势:可以扩大水基淬火液应用范围,满足合金结构钢的淬火冷却性能要求;不需要反复调整水基淬火液的浓度,可以满足多种材质在一个淬火槽中冷却;有利于达到材料的最高冷却性能。
4.3 在大型稳定器调质工艺的改进应用
石油钻井稳定器(见图4)是钻井作业的常用工具之一,应具有较高的安全可靠性,尤其是综合力学性能必须符合高要求。目前,许多大型稳定器的体积和重量较大,增加了热处理加工的难度。使用快速淬火油淬火经常会出现表面硬度低、心部硬度不达标等问题,而使用水基淬火液冷却常会出现淬火开裂的现象。为此,思科工业介质经过多年的探索总结,采用控时淬火技术解决了上述问题,使大型稳定器的力学性能和硬度值均达到标准要求,见表2。
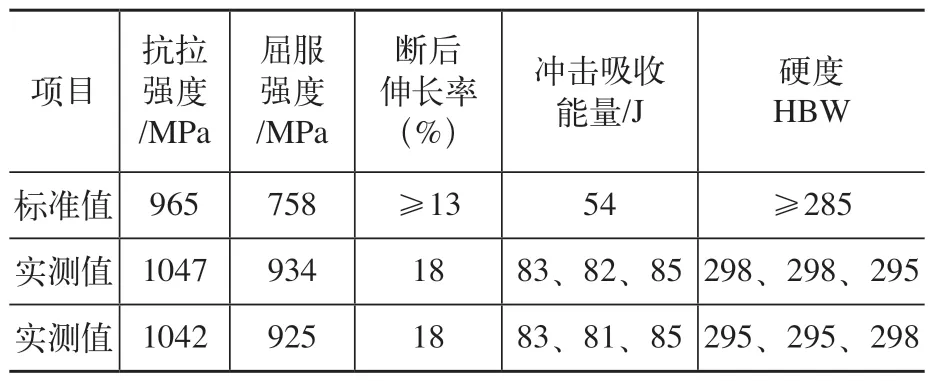
表2 大型稳定器的主要力学性能
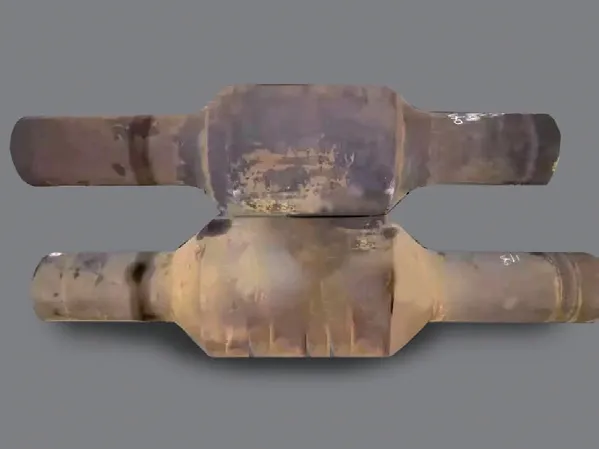
图4 稳定器实物
由于大型稳定器对所用钢材的淬硬性和淬透性均有一定的要求,所以在生产中主要选用40CrMnMo、40CrNiMo、4145H三种材质的钢材,客户生产中选用的种类为40CrMnMo。当钢材中的主要元素含量偏下限或处于下限时,热处理性能会有显著的差异,无法保证产品的力学性能和硬度,因此在原材料选择时必须保证主要元素含量处于中上限。公司限于规模,无法从锻造厂定制原材料,于是订购了成分处于中限的毛坯料,见表3。

表3 试验用大型稳定器毛坯化学成分(质量分数) (%)
首先是调质前毛坯的加工工艺。大型稳定器的毛坯料一般都是采购于锻造厂的锻件,其外表面是经过粗加工的。在调质前要加工出中心孔,条件允许下应加工出扣头以减小零件的有效壁厚。另外,倒角应在合理范围内尽量大一些,以减少尖角效应的不利影响。厂内处理的稳定器颈部外径为292mm,中心孔直径为76mm,重量为2.2t。在调质处理前,为确保毛坯的综合性能,消除可能存在的带状组织和锻造缺陷,达到细化晶粒、均匀组织的目的,需要对毛坯进行正火处理。
其次是调质工艺。大型稳定器各部位的横截面积差异较大,在加热时形成的热应力极易增加横裂的危险性,因此应采用缓慢加热的方式,加热速度≤60℃/h,以降低表面和心部的温差,减小热应力。保温时间根据工件厚度确定,在850℃保温4h。冷却时使用水基淬火液,零件的淬硬性、淬透性与钢材的合金成分与淬火液的冷却能力密切相关。回火可根据厂家的不同要求确定回火温度。热处理工艺如图5所示。
在钢材的合金成分确定后,通过调节淬火液的冷却参数来提高零件的淬硬性和淬透性;同时对使用水溶性淬火液的种类、浓度、淬前温度、循环流动速度等参数进行了确定(见表4)。这样既提高了零件的淬透性,使其表面和心部都获得足够的马氏体组织,又确保其回火后的综合力学性能。另外,根据控时淬火技术计算冷却时间为11min,通过适当的预冷淬火,严格控制冷却时间和出液温度,避免了零件淬火裂纹的产生。调质工艺经正交试验得到验证,并投入批量生产,取得了良好的效果。

表4 淬火液的选用
5 结束语
本文分析了水基淬火液的测试标准及冷却性能,并举例说明使用水基淬火液淬火时,思科工业介质多年来一直探索的“控时淬火技术”在石油机械领域上的推广应用,使工件既达到力学性能要求,又避免了开裂。
