大型LNG储罐项目螺柱焊工艺评定标准选择与应用分析
2021-03-01陈立新生望
陈立新,生望
1.中国海洋石油工程质量监督化工中心站 山东济南 250000
2.河北华北石油工程建设有限公司 河北任丘 062552
1 序言
中海油、中石化、中石油、新奥燃气等已建或在建大型LNG储罐工程中,绝大部分采用全容罐,其中主容器采用9%Ni钢、自支撑式圆筒形内罐结构,次容器采用预应力混凝土外罐结构。外罐主要由桩帽、承台、预应力钢筋混凝土罐体、钢筋混凝土包覆钢穹顶及承压环等组成。为保证结构安全和外罐密封性能,外罐内壁防潮衬板预埋件、承压环、钢穹顶蒙皮板、钢质穹顶接管及人孔等部位,全部植焊有规格不等、材质不同的栓钉,其焊接方式采用螺柱焊。钢质穹顶、管嘴、防潮衬板预埋件栓钉焊接分别如图1和图2所示。螺柱焊是指金属螺柱(或类似零件)的端部与工件表面在电弧和外压力共同作用下,熔化的两部分互相熔合的焊接方法。螺柱焊具有焊接速度快、全断面焊接、焊接过程人为因素影响小及质量稳定可靠等优点[1,2]。

图1 钢质穹顶及管嘴栓钉

图2 外罐防潮衬板预埋件栓钉
螺柱焊现场施焊前,责任单位必须拟定焊接工艺、焊接试件并进行检测,实施焊接工艺评定,以保障栓钉焊接质量满足设计文件及规范要求,这就涉及到如何选择适用的焊接工艺评定标准问题。在大型LNG储罐设计文件中,一般规定螺柱焊工艺评定采用NB/T 47014—2011或ISO 14555—2017标准,其中NB/T 47014—2011是参照ASME《锅炉压力容器规范》第IX卷“焊接和钎接评定”编制而成;ISO 14555—2017属于国际通用标准。由于两个标准都具备各自的系统性、权威性,应用广泛,因此国内LNG储罐项目栓钉焊接工艺评定主要采用ISO 14555—2017或NB/T 47014—2011,有利于保证栓钉焊接质量稳定和牢固。但两个标准对于螺柱焊工艺评定要素、覆盖原则、试验项目的规定存在较大差别,因此深入分析两种工艺评定标准的异同与侧重,对参建单位结合工程建设特点,选择适用的螺柱焊工艺评定标准,做好螺柱焊质量控制具有重要意义。在LNG建设工程中,由于最常用的螺柱焊形式为“带陶瓷套圈或保护气体的拉弧螺柱焊”,所以本文将以此为例,对比分析两个标准的差异。
2 主要工艺评定要素及其覆盖范围对比
通过对比材料类别及组合、母材厚度、螺柱横截面积和形状、焊接位置、焊接参数、焊接电源类型、预热温度、焊接方法及焊后热处理类别共9个主要工艺评定要素,分析NB/T 47014—2011和ISO 14555—2017两个标准的差异,发现其中7个方面存在较大差异,2个基本相同,具体情况分析如下。
(1)材料类别及组合改变 通过材料类别及组合改变,对比NB/T 47014—2011和ISO 14555—2017两个标准的差异,具体分析见表1。从表1可见,NB/T 47014—2011把材料类别改变作为是否重新进行工艺评定的唯一标准,覆盖原则单一;而ISO 14555—2017细分了覆盖要求,但母材类别覆盖范围较宽泛,在实际工程实践中,责任单位应认真分析标准覆盖要求,结合已有螺柱焊工艺评定数据库,再确定是否重新进行工艺评定。
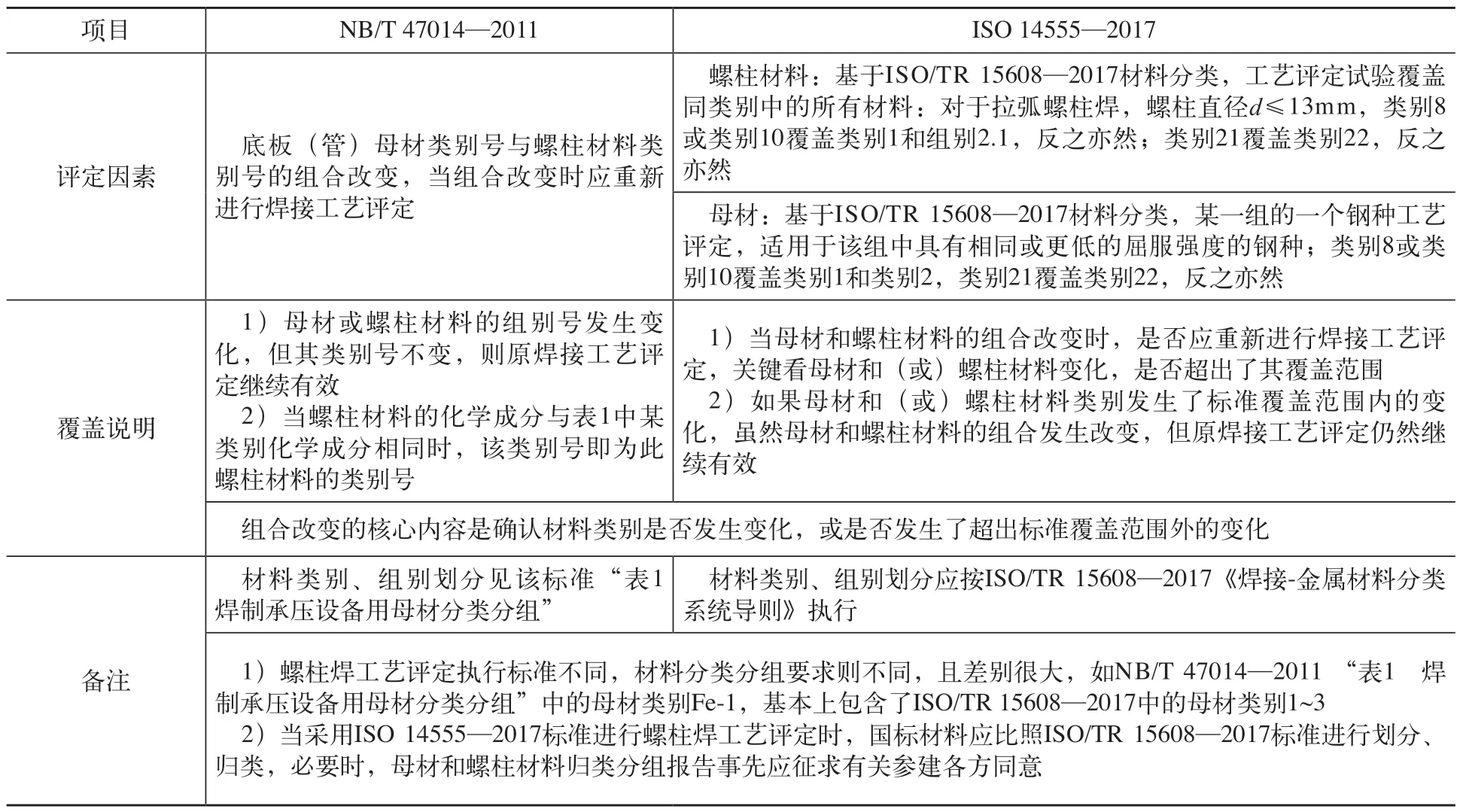
表1 材料类别及组合改变
(2)母材厚度改变 通过母材厚度改变,对比NB/T 47014—2011和ISO 14555—2017两个标准的差异,具体分析见表2。从表2可见,NB/T 47014—2011未对母材厚度提出评定要求;但ISO 14555—2017针对陶瓷套圈和保护气体两种熔池保护方式,细分了评定因素和覆盖范围。
(3)螺柱横截面积和形状改变 通过螺柱横截面积和形状改变,对比NB/T 47014—2011和ISO 14555—2017两个标准的差异,具体分析见表3。由表3可以看出,如果螺柱焊工艺评定采用ISO 14555—2017标准,当螺柱焊工艺评定的两个螺柱直径之间跨度较大时,介于二者之间的任一螺柱直径,其焊接电流都需要结合公式计算、现场焊接位置、螺柱材质及工程实践经验等各方面要素综合确定,工程质量可靠性和稳定性只能通过LNG储罐项目长时间运行来验证,存在一定质量安全风险。

表2 母材厚度改变
(4)焊接位置改变 通过焊接位置改变,对比NB/T 47014—2011和ISO 14555—2017两个标准的差异,具体分析见表4。从表4可以看出,NB/T 47014—2011规定不同螺柱焊接位置(平焊、横焊、仰焊)应采用一一对应的焊接工艺评定试验结果,不同位置之间严禁覆盖;而ISO 14555—2017规定在其他评定因素不变的情况下,只要通过横焊位置(PC)焊接工艺评定试验,允许应用于其他位置的螺柱焊,显然其覆盖范围非常宽泛。
(5)焊接参数改变 通过焊接参数改变,对比NB/T 47014—2011和ISO 14555—2017两个标准的差异,具体分析见表5。从表5可以看出,NB/T 47014—2011严格控制焊接参数变化范围,仅允许焊接参数在很小范围内变化,非常有利于控制螺柱焊接质量。
(6)焊接电源类型改变 通过焊接电源类型改变,对比NB/T 47014—2011和ISO 14555—2017两个标准的差异,具体分析见表6。从表6可以看出,NB/T 47014—2011规定,改变电源类型或改变焊枪型号,则必须重新进行焊接工艺评定;而ISO 14555—2017规定,改变电源类型或改变焊枪型号,应采用产品试验方法对螺柱焊接工艺规程进行验证,并要求宏观金相检测;相对于NB/T 47014—2011重新进行工艺评定,ISO 14555—2017采用产品试验验证工艺方式更加复杂,不利于现场工程实践操作,效率低下。
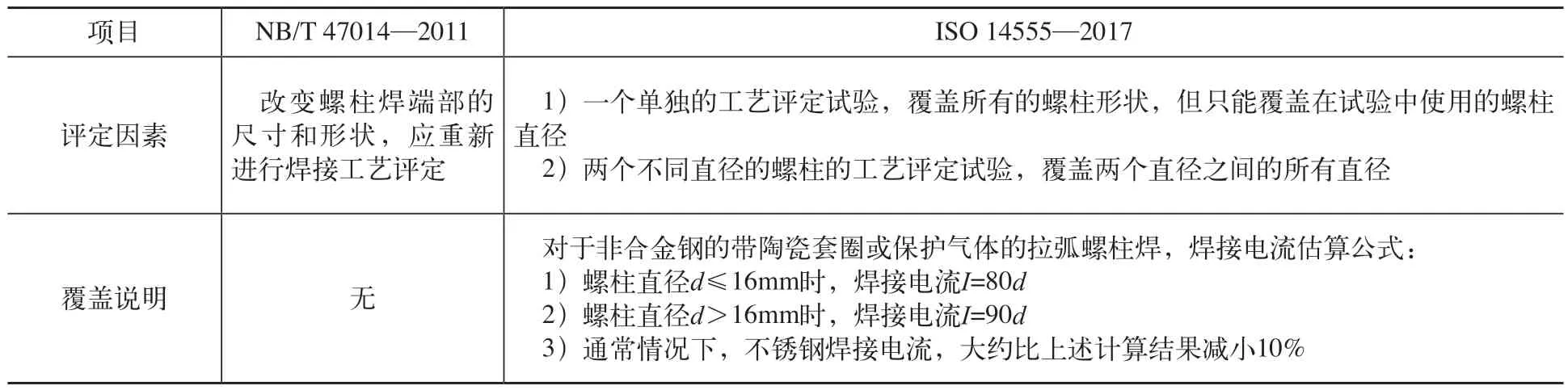
表3 螺柱横截面积和形状改变
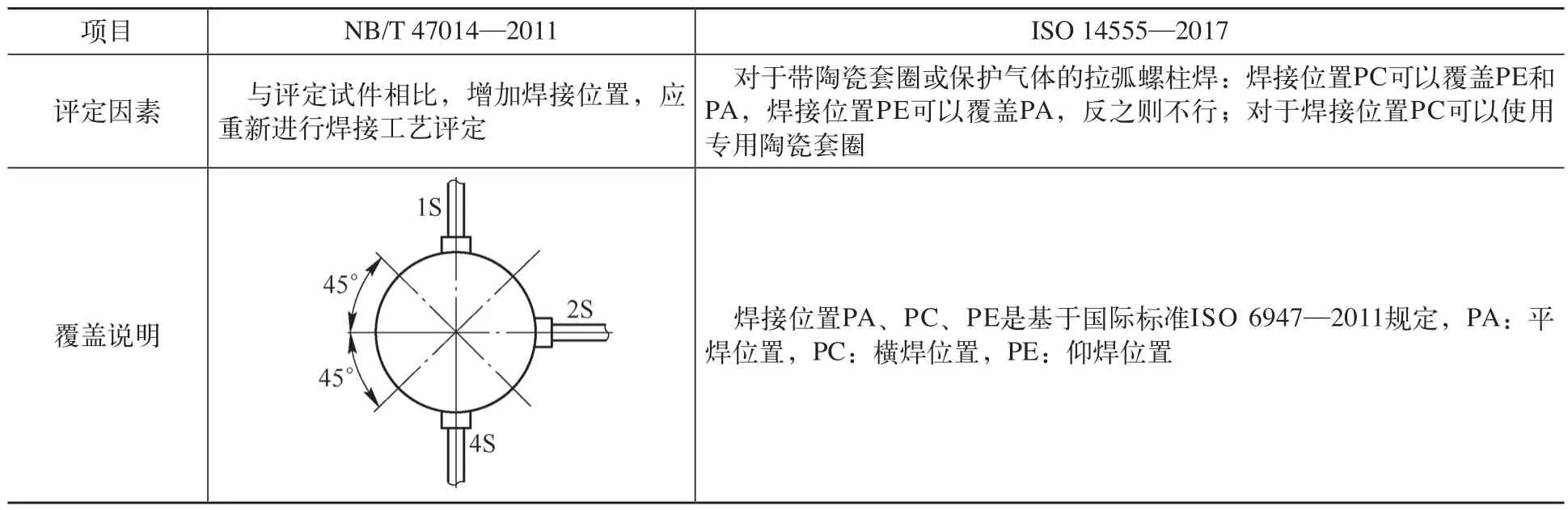
表4 焊接位置改变
(7)关于预热温度 NB/T 47014—2011和ISO 14555—2017两个标准关于预热温度的规定见表7。从表7可以看出,两个标准针对预热温度的评定侧重点完全不同,导致覆盖要求也完全不同。
(8)焊接方法改变 通过焊接方法改变,对比NB/T 47014—2011和ISO 14555—2017两个标准的差异,具体分析见表8。
(9)焊后热处理类别改变 通过焊后热处理类别改变,对比NB/T 47014—2011和ISO 14555—2017两个标准的差异,两者都规定,改变焊后热处理类别,应重新进行焊接工艺评定。
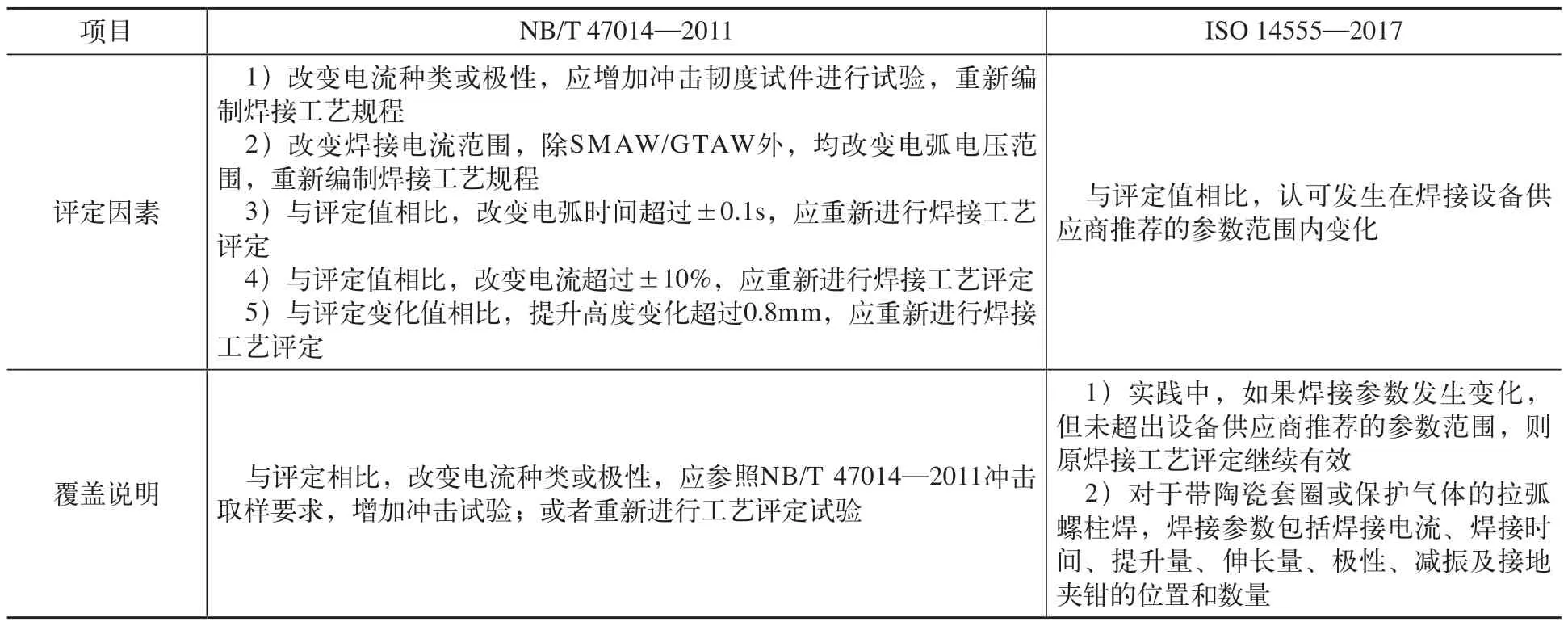
表5 焊接参数改变

表7 关于预热温度
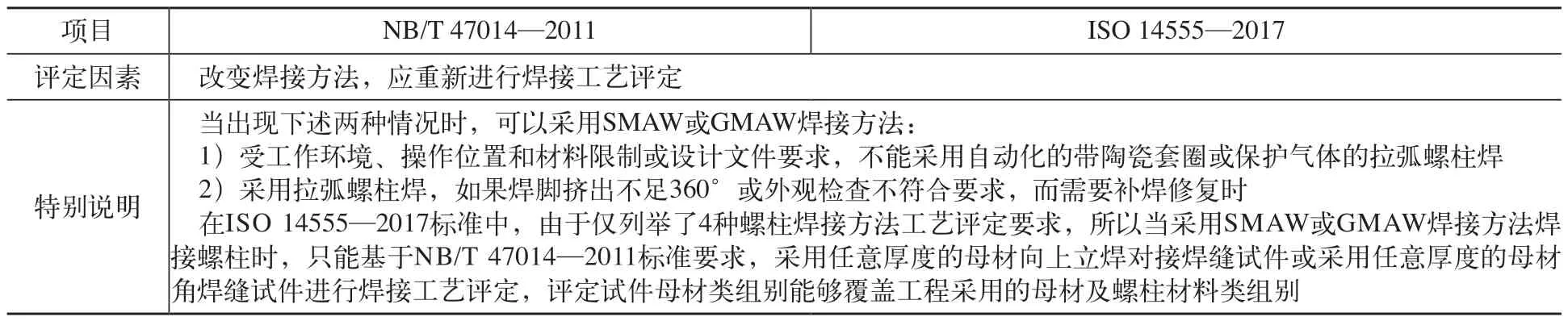
表8 焊接方法改变
3 螺柱焊工艺评定试验项目及要求
通过对比焊接工艺评定试验项目及要求,发现两个标准存在的主要差异见表9。
由表9可见,在“温度≤100℃、承受静载”同等工况条件下,NB/T 47014—2011比ISO 14555—2017增加了拉伸试验至少一个评定项目,细化了不同螺柱材料的断裂强度合格判据,从保证螺柱焊接质量角度而言,增加拉伸试验项目意义重大。
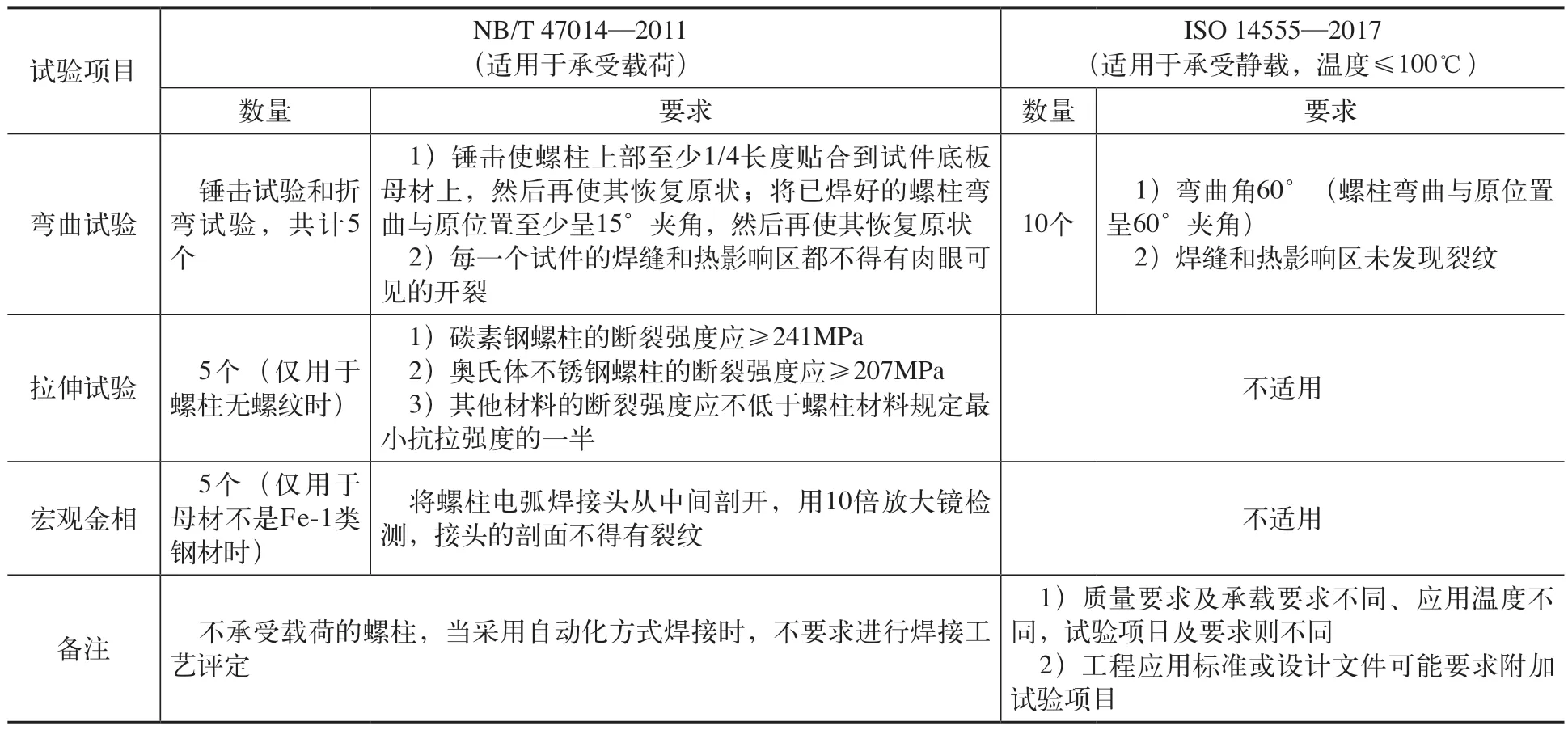
表9 两个标准存在的主要差异
4 结束语
NB/T 47014—2011和ISO 14555—2017作为LNG储罐项目主要采用的螺柱焊工艺评定标准,各有特点和侧重,均可满足螺柱焊工艺评定基本要求。其中NB/T 47014—2011属于承压设备焊接工艺评定专业标准,应用范围最为广泛,其权威性业界公认,特别是螺柱焊接参数认可范围更加苛刻;而ISO14555—2017属于金属材料螺柱焊通用标准,在第10章专门规定了螺柱焊工艺评定要求和认可范围。通过以上对比分析,笔者认为采用NB/T 47014—2011更有利于焊接参数和焊接质量的管控,其优势集中体现在以下5个方面。
1)一种螺柱直径对应一份工艺评定试验报告(其他评定因素不变,下同);对于近几年国内刚刚兴起的超大单体容量LNG储罐建设工程,采取每一种螺柱规格或直径应单独进行螺柱焊工艺评定试验方式,无疑是最为稳妥的技术方案。
2)螺柱评定位置,必须与现场螺柱焊接位置一一对应。
3)明确现场改变电流种类或极性时,应增加冲击韧度试验。在LNG储罐低温环境下,螺柱焊冲击韧度指标是否合格尤为重要。
4)与评定值相比,NB/T 47014—2011仅允许焊接电流、焊接时间、提升高度等主要参数小范围变化,而ISO 14555—2017认可焊接设备供应商推荐的焊接参数范围内的变化,许可范围非常宽泛,不利于精准控制螺柱焊接质量。
5)相对于ISO 14555—2017的4种可选螺柱焊接方法,NB/T 47014—2011螺柱焊接方法选择范围很大,而SMAW或GMAW是螺柱焊接必选方法之一,选择NB/T 47014—2011作为螺柱焊评定标准,有利于统一螺柱焊工艺评定要求,便于现场执行和监管。
综上所述,建议LNG储罐项目优先采用NB/T 47014—2011作为螺柱焊工艺评定标准,以更好地实现螺柱焊接质量的再现性和可靠性。
