基于S7-1200PLC的多功能智能埋弧焊接辅助控制系统研究
2021-03-01
(江苏航运职业技术学院,江苏 南通 226010)
1 窄间隙埋弧焊机焊接过程
在焊接前,将厚钢板对接形成间隙约15mm的焊道,调节焊道引导器上下导轮,使预热电极不能接触到窄间隙侧壁,引起电流短路。将预热器的预热钨针电极调整好与侧壁的距离,一般保持1~2mm,调整埋弧焊剂导管与焊道底部的高度,以保证焊剂厚度能有效地保护焊接熔池。调整焊枪电极的高度,以确保有合适的焊丝干伸长。调整前后焊枪电极与两侧壁之间的距离,以保证在焊接过程中两侧壁的熔合质量。
焊接时,按照焊接的方向及焊接工艺要求控制焊接预热、焊剂覆盖、焊接点火之间的关系,由于焊接设备是按双向焊接功能设计,故在焊接时,只有焊枪前部的预热器、焊剂导管工作,后部的预热器及焊剂导管不工作。焊接过程中,焊接小车会向前运动,在此过程中,启动预热器对焊道中的两侧壁用钨针电极进行预热,以减小温度梯度,同时打开焊剂导管的电磁阀,向焊道内铺焊剂。同时进行焊枪点火,使两焊接电极中的焊丝分别对焊道与侧壁进行熔合焊接,使用双丝分别对窄间隙两侧壁进行熔合焊接,很好地解决了窄间隙焊接过程中侧壁熔合难的工艺问题[1]。埋弧焊设备模型如图1所示。
2 控制系统硬件设计
2.1 设计思路
触摸屏是控制系统的监控机构,通过触摸屏输入焊接相关参数,包括焊接电流、电压、预热枪电流、预热温度、埋弧焊剂流量阀开度、小车行走方向等。
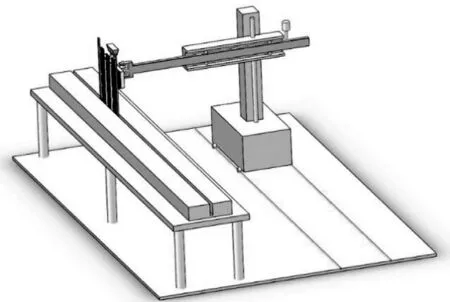
图1 埋弧焊设备模型
PLC是整个控制系统的核心机构,通过输入端接收控制指令,CPU运行系统控制程序,然后通过输出端执行系统的各项控制。另外,PLC还起到连接触摸屏、计算机等的联网和通信功能。
伺服电机、步进电机和变频器等作为控制系统的执行者,根据PLC的运行指令完成埋弧焊的焊接任务。本项目中,根据控制要求,各电机的选用情况如表1所示。
2.2 元件选型
考虑控制对象包括伺服电机、步进电机以及变频,并考虑组网要求,选用一台西门子1500PLC作为主站,两台西门子1200PLC分别作为从站,主站CPU类型为CPU 1511-1 PN,用于与触摸屏和从站之间的数据交换以及部分外接输入/输出信号;两台从站CPU类型为1212C DC/DC/DC,用于控制伺服电机、步进电机和变频电机。控制系统采用工业以太网进行通信。
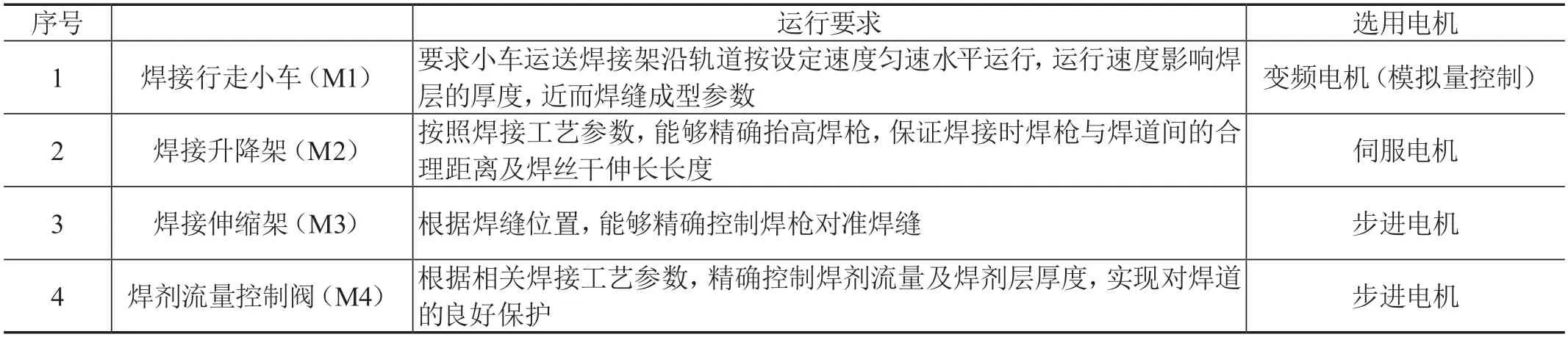
表1 各电机选用情况
其他设备选型包括:昆仑通态TPC7062Ti嵌入式一体化触摸屏、西门子MICROMASTER420变频器、台达伺服电机以及步科步进电机。
3 控制系统软件设计
3.1 设计思路
控制要求:系统开启后,先在人机界面上输入焊接参数,包括焊接电流、电压、预热枪电流、预热温度、埋弧焊剂流量阀开度、小车行走方向等。按下启动按钮,焊接开始,根据小车行走方向判断焊接方向,当检测小车进入焊道的微动开关接通后,按照设定的参数,打开相应的预热枪和焊剂流量阀,同时焊接电源以预定的电流、电压接通,开始焊接。当微动开关检测到小车行走完成一个方向的行程,关闭焊接电源及预热枪和焊剂流量阀,开始进行小车反向运行,并按前述次序依次开启下一轮的焊接,直到达到焊接要求,结束焊接。根据控制要求绘制控制流程,如图2所示。
3.2 触摸屏设计
3.2.1 界面设计
触摸屏的初始界面是用户登录界面,包括技术工程师登录和操作人员登录。其中,技术工程师可以登录调试界面,用于各电机运行中的位置和状态初始化以及运行故障调试。操作人员登录运行界面,用于焊接操作[2]。

图2 控制流程
调试界面包括通过下拉菜单选择调试电机,以及各个电机调试中需要的按钮、输入框、显示框、指示灯等功能。运行界面的功能是用于进行焊接工作操作的用户界面,主要包括控制按钮、输入焊接所需要的参数等功能,焊接开始后,可以通过人机界面监控焊接电压、电流参数,达到对焊接电流和电压监控的目的,保证焊接质量。
3.2.2 实时数据库和设备组态
结合界面设计和控制要求,建立变量与界元件对应的触摸屏的实时数据库。在此基础上,进行设备组态以建立触摸屏与PLC数据通信通道,触摸屏(192.168.0.5)与1500PLC(192.168.0.1)通信,然后通过1500PLC与两台1200PLC组网通信。
3.3 PLC程序
控制程序通过博途V15软件设计[3]。
3.3.1 设备组态
本控制系统由3台西门子PLC组网控制,其中1台S7-1500作为主站,2台S7-1200作为从站,用以太网通信,建立控制网络。
各设备间的以太网通信通过交换机连接,触摸屏直接与1500PLC进行通信。另外,1500PLC作为主站,还与两台从站1200PLC进行通信,1200PLC与触摸屏之间的通信也通过1500PLC中转。
3.3.2 程序设计
PLC的程序包括主程序和子程序以及相应的数据块。主程序是PLC正常运行就不受其他程序段影响(除非有中断程序将其中断),即PLC正常运行时就是一直执行扫描的。子程序是受主程序调用的程序,只有主程序里的逻辑允许子程序运行时,子程序才能运行。
本项目中,1500PLC作为主站,主程序OB1是整个控制系统的“总调控中心”,用于调用通信子程序块,2个从站1200PLC的OB1作为各自控制电机的“分调控中心”,用于该PLC控制的电机相关子程序的调用。
3.4 相关参数
伺服电机主要参数设置为:P1-44(电子齿轮比分子)=1 600 ;P1-45(电子齿轮比分母)=40。
步进电机两台的细分设置均为:DIP1-DIP8(“01110000”)。
本项目变频电机为模拟量控制,主要参数设置值:P1000=2;P0700=2;P0701=1;P0702=12。
4 结语
文章结合埋弧焊机的工作原理及其工作流程,设计了埋弧焊机的简易模型及对其监测和控制的系统,对系统中的PLC、测量仪器、触摸屏等硬件进行了选型;通过软件TIA15对焊机的控制系统进行了设计。利用工控组态软件MCGS,设计焊机控制平台。通过以太网将PLC、触摸屏和计算机进行连接,控制程序实现了基本功能。
