大功率高速柴油机机体缸孔加工技术探析
2021-02-23王永义王志全韩斌
王永义 王志全 韩斌

摘 要:近年来,柴油机因其效率高、功率范围大及能耗低的特点,在各型船舶和舰艇上的应用越来越广泛,柴油机制造业在中国正处于良好的发展阶段,但同时也面临着很多挑战。新材料、新技术、新工艺的开发与使用,增添了柴油机的活力,柴油机在船舶动力方面发挥的作用是无可代替的。本文结合国内柴油机产业发展现状对缸孔加工定位方案进行了分析,并制定了缸孔精密加工技术应用方案,为柴油机产业的发展提供参考依据。
关键词:船用柴油机;机体缸孔;加工;高速
1国内柴油机技术发展现状及趋势分析
现阶段,我国已成为世界第三大造船大国,造船产量逐渐上升,对船用柴油机的需求也不断增加。在发展过程中,学习国外柴油机先进技术的同时,柴油机制造工厂也进行了相应的改造,不断健全工厂的基础设施,更新了一大批先进的工艺设备,还培养了一批先进技术人才,丰富他们对先进设备的使用和操作经验,并加强质保管理系统,为我国今后自主生产研制新设备打下坚实基础。目前,在各高等院校、设计院所及制造企业三方合力作用下,通过大量实验和研究,研制出符合要求的新型船用柴油机产品,已取得显著成效[2]。
我国船用高速柴油机的发展趋势主要包括以下几个方面:⑴在引进产品方面,目前我国在工艺研究、设计方面的经济投入少,导致引进的机型多、批量少。应该把投入集中到几个机型上,新研制的产品应能军民兼用、一机多用、主辅机通用,形成系列,重点发展工艺研究,提高国产率。同时,加速产品更新换代,在国外技术中提取精华,提高国产机的档次,使我国国产柴油机制造业迈上一个新的台阶[3]。⑵进一步提高Pe、降低ge,同时要能满足烧重油及排放的要求。⑶改变过去传统的生产体系,加速专业化大生产体系建设,向现代化生产体系发展,以使主机厂集中精力扩大产品用途和提高整机产品质量,占领市场并推向海外。⑷持续贯彻落实引进、创新、吸收、消化、开发的政策。
2 缸孔加工定位方案分析
2.1 选择定位基准原则
六点定位准则即限制工件在直角坐标系中的6个自由度,是工件定位的基本原理。要想使夹具中工件处于正确位置,必须遵循六点定位准则。定位准则应结合实际情况为保证工件安装可靠度和加工精度而制定,定位基准满足以下原则:
⑴基准统一。尽量统一工序间定位基准,能简化工艺设计,以减少损失,降低夹具成本。⑵基准重合。基准不重合,产生误差会影响柴油机使用感受,因此定位基准与设计基准应尽量重合。⑶自为基准。对于一些加工余量相对较小且均匀的工序,定位基准可选择加工表面本身。⑷装夹优化。尽量使工件操作简单,定位方便,安装稳固,夹具结构简便。⑸互为基准。对于两个位置精度要求较高的表面,两个面可互相做为基准反复加工。
2.2 缸孔加工定位基准方案选择
现阶段,高速柴油机机体缸孔加工定位方案有两种。
方案一,由机体曲轴孔约束四个自由度,其余两个自由度由机体底面和机体其中一个断面约束,实现柴油机机体定位。
方案二,由機体底面约束三个自由度,其余三个自由度由底面上两个定位孔限制实现柴油机机体定位。
在表1中对以上两种定位方案做比较。以定位基准原则选择角度上看,方案二的定位基准不符合基准统一原则,装夹操作烦琐,且夹具结构复杂,但可消除基准不重合误差,使设计基准与定位基准重合,加工精度好。方案一的定位基准与设计基准不重合,结构简单,操作方便,但其定位基准与其它工序定位基准实现统一,且该定位技术方式成熟。
综合分析:方案一经济成本高,一般仅用于精度要求较高的中、小型高速柴油机机体加工中,应用较少;方案二经济实用,普遍应用于各种柴油机机体加工中,应用范围较广。
3大功率高速柴油机机体缸孔加工技术应用
3.1 缸孔加工操作规范
缸孔精密加工设备加工中心分为立式和卧式两种,这里以卧式加工中心为例,并配有分度精度为0.001°的回转工作台。
编程零点的设定:首先通过杠杆百分表确定正夹具垂向定位工作面,为Y方向编程零点,然后确定正纵向定位装置工作面,设定为X方向编程零点。曲轴孔自定心装置在旋紧螺杆的作用下膨胀固定在曲轴孔内,两个曲轴孔自定心装置各跨曲轴孔两档,从机体穿入曲轴孔中。将夹具斜面方向朝向机体底面吊装到夹具上,使曲轴孔自定心装置两个胀芯的外表面分别落在夹具两端定位装置的垂向工作面上。旋转夹具一端钉紧螺钉,安装压紧装置进行预压紧,压紧所有压板,保证夹具斜向定位装置的工作面与机体底面贴合,同时确保夹具左端纵向定位装置的工作面与机体左端面与贴合。用0.02 mm塞尺对所有定位装置工作面与机体的贴合情况进行检查,若塞尺能塞入,则检验不合格需松开压板重新进行安装。最后利用杠杆百分表确定正曲轴孔自定心装置胀芯外圆柱面,即为Z方向编程零点。通过微调机床回转工作台的角度,对两个曲轴孔自定心装置进行找正。缸孔加工时,先完成一列缸孔的加工,拆卸工件,将机体掉头,重复以上步骤,完成另一列缸孔的加工[4]。
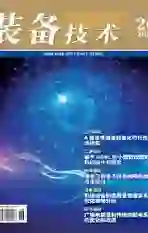
3.2 曲轴孔自定心装置
曲轴孔自定心装置包括前端盖、后端盖、胀套、胀芯、螺杆、圆柱销等,如图1所示。前端盖、后端盖通过螺杆与胀芯连接,设置在胀芯两端。胀套为圆环状,分别设置在胀芯两端的圆锥面上,其内径设置为圆锥面与胀芯两端圆锥面相配合。胀芯为圆柱体,其两端呈圆锥状。曲轴孔自定心装置工作时,应在曲轴孔中穿入曲轴孔自定心装置,将自定心装置跨曲轴孔两档,使螺杆旋紧,直到装置膨胀固定在曲轴孔内,达到自定心的目的,并起到消除孔径误差的作用。
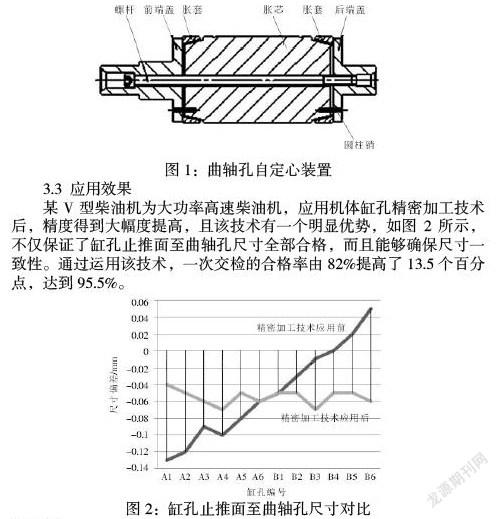
3.3 应用效果
某V型柴油机为大功率高速柴油机,应用机体缸孔精密加工技术后,精度得到大幅度提高,且该技术有一个明显优势,如图2所示,不仅保证了缸孔止推面至曲轴孔尺寸全部合格,而且能够确保尺寸一致性。通过运用该技术,一次交检的合格率由82%提高了13.5个百分点,达到95.5%。
4结语
工艺方案改进后,在大功率高速柴油机中应用机体缸孔加工技术,不仅保证了加工精度,还带来很高的经济效益。此外,本文按V型系列柴油机最长机体设计夹具,设计的夹具具有多功能性的特点,在更换曲轴孔自定心装置的条件下,可兼顾与该系列机体形状相似、大小相近的机体缸孔加工;夹具还具有成组性的特点,在调整纵向顶紧装置位置的前提下,可兼顾全系列机体缸孔加工,在降低机体返修率的基础上大幅度提高了生产效率。
参考文献:
[1]鲁晨光,任良敏,高超,杨刚.大型复杂V型系列柴油机机体的共性特征研究[J].铸造,2020,69(07):692-697.
[2]赵悦光,晁革新,陈晓龙,卫蓉,田逢甲.柴油机机体铸造工艺的优化研究[J].热加工工艺,2015,44(21):88-90.