二级挤压工艺对方便米粉品质的影响
2021-01-28张星灿华苗苗任元元康建平
张星灿,刘 建,杨 健,华苗苗,任元元,吴 淼,邹 育,康建平✉
(1. 四川省食品发酵工业研究设计院,四川 成都 611130;2. 四川东方主食产业技术研究院,四川 成都 611130)
米粉以大米为主要原料,经由浸泡、粉碎或磨浆、糊化、挤丝(或切条)等一系列工序制成的细条状或扁宽状米制品,在我国米制品中占有重要的地位[1];方便米粉作为米粉的重要衍生产品是指经过干燥能够长期保存的开袋复水3~5 min即可食用的米粉,是米粉发展的一种趋势[2]。
目前方便米粉的研究多集中于原料特性与加工适应性[3-7]、原料制粉工艺[8]、成型工艺[9-10]、干燥工艺[11-13]以及方便米粉品质[14-15]等的研究。方便米粉的生产工艺多采用传统湿法自熟挤丝方式生产,该工艺存在老化时间长、不稳定、自动化程度较低、环境差、干燥定型难等问题。本研究吸收了非油炸方便面生产在熟化与成型方面的优势,将二级挤压工艺应用于方便米粉加工,系统的研究方便米粉品质与二级挤压工艺关键参数之间的相关性。
本实验主要从一级/二级挤压机筒温度、一级/二级挤压螺杆转速、喂料速度、模板孔径等二级挤压工艺关键参数对方便米粉产品的蒸煮品质、感官评分的影响,并结合响应面模型设计对方便米粉品质和二级挤压工艺关键参数进行拟合并优化,以期对后续方便米粉加工工艺的研究以及方便米粉工业化连续生产提供参考。
1 材料与方法
1.1 主要原辅料
陈米(3年):绵阳仙特米业有限公司;玉米淀粉:市场采购。
1.2 实验仪器
方便米粉二级挤压生产线:圣昌达机械(天津)有限公司;质构仪:上海腾拔仪器科技有限公司。
1.3 实验工艺与设计
1.3.1 方便米粉制作工艺
以陈米(3年,蛋白质含量8.67%,直链淀粉含量22.56%)为主要原料,经粉碎(80目筛)后,与玉米淀粉按 9:1混合、调湿,在高温条件下进行一级熟化,再经由低温条件下进行二级成型,后经过波纹成型、冷却、定量切分、蒸煮、热风干燥(50 ℃,1 h,干燥后样品水分含量8.4%)、包装等工序完成样品制备。具体工艺如下:
大米→粉碎→和料→一级挤出熟化→二级挤出成型→波纹成型→冷风冷却→定量切分→蒸煮→热风干燥→包装→成品入库
1.3.2 实验设计
1.3.2.1 一级挤压机筒温度的单因素实验 在前期预实验的基础上,设定二级挤压机筒温度40 ℃,一级挤压螺杆转速30 Hz(设备最大转速970 r/min,最大频率50 Hz),二级挤压螺杆转速20 Hz(设备最大转速970 r/min,最大频率50 Hz),喂料速度12 Hz(最大喂料速度150 kg/h,最大频率50 Hz),模板孔径0.7 mm的基础上,改变一级挤压机筒温度为160、165、170、175、180 ℃进行单因素实验。
1.3.2.2 二级挤压机筒温度的单因素实验 在1.3.2.1的基础上,维持一级挤压螺杆转速30 Hz,二级挤压螺杆转速20 Hz,喂料速度12 Hz,模板孔径0.7 mm不变,调整一级挤压机筒温度为175 ℃,改变二级挤压机筒温度为30、35、40、45、50 ℃进行单因素实验。
1.3.2.3 一级挤压螺杆转速的单因素实验 在1.3.2.2的基础上,维持一级挤压机筒温度为175 ℃,二级挤压螺杆转速20 Hz,喂料速度12 Hz,模板孔径0.7 mm不变,调整二级挤压机筒温度为40 ℃,改变一级挤压螺杆转速为24、26、28、30、32 Hz进行单因素实验。
1.3.2.4 二级挤压螺杆转速的单因素实验 在1.3.2.3的基础上,维持一级挤压机筒温度为175 ℃,二级挤压机筒温度40 ℃,喂料速度12 Hz,模板孔径0.7 mm不变,调整一级挤压螺杆转速为30 Hz,改变二级挤压螺杆转速为16、18、20、22、24 Hz进行单因素实验。
1.3.2.5 喂料速度的单因素实验 在1.3.2.4的基础上,维持一级挤压机筒温度为175 ℃,二级挤压机筒温度40 ℃,一级挤压螺杆转速30 Hz,模板孔径 0.7 mm不变,调整二级挤压螺杆转速为20 Hz,改变喂料速度为 8、10、12、14、16 Hz进行单因素实验。
1.3.2.6 模板孔径的单因素实验 在1.3.2.5的基础上,维持一级挤压机筒温度为175 ℃,二级挤压机筒温度40 ℃,一级挤压螺杆转速30 Hz,二级挤压螺杆转速为20 Hz不变,调整喂料速度为12 Hz,改变模板孔径为 0.6、0.7、0.8、0.9、1.0 mm进行单因素实验。
1.3.2.7 响应面实验设计 在单因素实验的基础上,选取合适范围的一级挤压机筒温度、二级挤压机筒温度、一级挤压螺杆转速、二级挤压螺杆转速、喂料速度、模板孔径为自变量,每个变量3个水平,通过 Box-Behnken实验设计,建立方便米粉二级挤压工艺参数对方便米粉感官评价影响的数学模型,确定方便米粉最佳二级挤压工艺参数,Box-Behnken实验变量设计如表1所示。
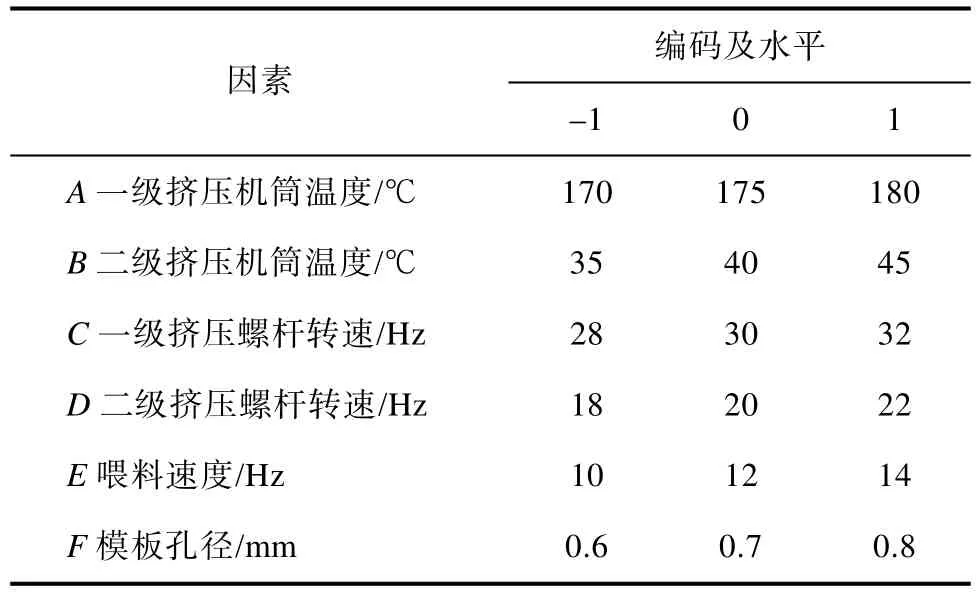
表1 Box-Behnken实验变量设计表Table 1 Box-Behnken experimental variable design table
1.4 实验方法
1.4.1 方便米粉蒸煮品质测定
1.4.1.1 复水时间测定 取10 cm长的方面米粉丝约20 g,加入到600 mL的煮沸蒸馏水中,保持微沸状态,观察方便米粉复水状态,在米粉快完全复水时每隔10 s取一段米粉夹在两块透明的玻璃块中间进行轻轻按压,当米粉硬芯或白芯消失米粉软化后认为方便米粉已完全复水,记录时间t[16-17]。
1.4.1.2 断条率的测定 选择20根约20 cm长的方便米粉,在500 mL沸水中蒸煮方法1.4.1.1中所测方便米粉样品对应复水时间t,然后将米粉样品捞起淋水、沥水,记录10 cm以上的米粉条数(x1),按公式进行断条率的计算[18]:

式中:x1:完全复水以后 10 cm以上的米粉条数。
1.4.1.3 蒸煮损失率测定 将20 cm长的方便米粉m1(约10 g),用150 mL沸水中蒸煮方法1.4.1.1中所测方便米粉样品对应复水时间t,捞出,用50 mL蒸馏水淋洗30 s,将洗液一并转入烧杯,放在电炉上将大部分水煮干后,于105 ℃烘箱中烘干至恒重,称量得到水中固形物质量m2,按照下式计算方便米粉蒸煮损失率[19]。

式中:R:蒸煮损失率,%;M:方便米粉含水量,%;m1:20 cm长方便米粉质量,g;m2:方便米粉溶入水中固形物质量,g。
1.4.2 方便米粉感官评价
采用15人盲评法,由15名经过训练对感官评价有经验的人员组成评价小组,根据表2对本实验方便米粉进行评分。
1.4.3 方便米粉质构特性测定
方便米粉 TPA测定方法[21]:取面条样品20~30根,放入盛有500 mL蒸馏水沸水的烧杯中,加盖静置方法1.4.1.1中所测方便米粉样品对应复水时间t,立即将面条捞出,沥干水分后进行质构特性测定。测定方法按TPA实验法进行,测定参数见表 3,测定指标为:硬度、弹性、回复性、咀嚼性;测量在10 min内完成,每个样品重复6次平行实验。
方便米粉拉伸实验[22]:采用的质构仪探头P/SPR面条拉伸装置,参数设定如下:测前速度1 mm/s;测试速度3.0 mm/s;测后速度5 mm/s;引发力5 g;拉伸距离15 mm。

表2 感官评分指标[20]Table 2 sensory score index [20]
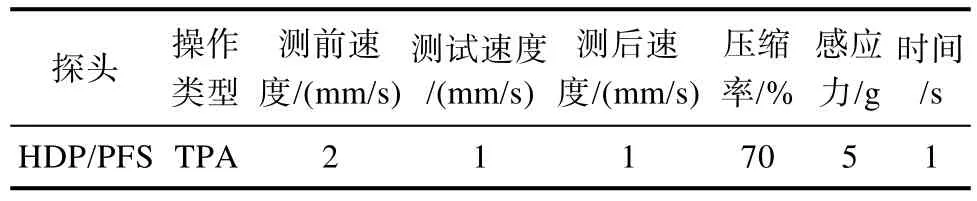
表3 质构仪操作参数Table 3 Operating parameters of texture analyzer
1.5 数据分析
采用统计软件 Excel2016、SPSS20.0软件、Design-expert8.0.6进行数据处理和统计分析。
2 结果与分析
2.1 单因素实验
2.1.1 一级挤压机筒温度对方便米粉品质的影响在本实验所采用的方便米粉挤压工艺中,一级挤压机主要作用是物料熟化,而一级挤压机筒的温度则是控制物料熟化的主要因素。由图1可知,米粉蒸煮损失率随着一级挤压机筒温度升高而逐渐降低;断条率则随一级挤压机筒温度升高先降低再上升,峰值出现在175 ℃,此时感官评分也较高。机筒温度的高低直接影响淀粉的糊化效果,温度较低会导致淀粉糊化不完全,米粉凝胶网络形成效果差,易断条[16];而温度升高,虽然能提高米粉的糊化效果,但过高的温度则会使物料在过度熟化的同时伴随水分的大量汽化,导致在米粉挤出时,随着压力变化而膨化,米粉丝含有大量气孔,导致方便米粉极易断条。

图1 一级挤压机筒温度对方便米粉品质的影响Fig. 1 Effect of temperature of the first stage extruder barrel temperature on the quality of instant rice noodles
2.1.2 二级挤压机筒温度对方便米粉品质的影响
二级挤压机的主要作用是在一级挤压机熟化的基础上让米粉成型,其中机筒温度同样是影响米粉成型的主要因素之一。由图2可知,随着二级机筒温度的升高,米粉断条率、蒸煮损失率先降低后呈上升趋势,二级挤压机筒温度太低,米粉易老化导致断条,使蒸煮损失率升高;温度过高,则影响一级挤出物料降温效果,导致挤出成型米粉发生膨化,使米粉蒸煮损失率、断条率的升高。感官评分峰值出现在二级机筒温度40 ℃,此时米粉品质相对较好。

图2 二级挤压机筒温度对方便米粉品质的影响Fig. 2 Effect of temperature of the second stage extruder barrel temperature on instant rice noodle quality
2.1.3 一级挤压螺杆转速对方便米粉品质的影响
挤压机螺杆的转动可传输物料,为物料提供搅拌、混合和剪切等动力,使物料在各种外力作用下摩擦生热,进而糊化。由图3可知,随着一级挤压螺杆转速的加快,米粉的蒸煮损失率、断条率均呈现先降低后升高的趋势,感官评分峰值出现在一级螺杆转速为30 Hz时。挤压机螺杆转速的快慢直接影响物料在挤压机筒内的停留时间,进而影响物料的熟化程度。在合适的温度条件下,过快的转速,使物料停留时间短而不能充分糊化,导致产品夹生不能成型,易断条;螺杆转速过慢,物料停留时间增加,充分糊化后的物料在出料时,因温度和压力骤变,而发生过度膨化,使物料中出现大量气孔,也会导致米粉极易断条。

图3 一级挤压螺杆转速对方便米粉品质的影响Fig. 3 Effect of the first stage extruder screw speed on the quality of instant rice noodles
2.1.4 二级挤压螺杆转速对方便米粉品质的影响
二级挤压机主要用于方便米粉的成型,不同于一级挤压螺杆,二级挤压螺杆前段拥有约 2/3的螺纹加密区,能提供更强的搅拌、混合和剪切等动力,进—步均化物料以及排出物料在一级挤压机熟化过程中产生的气体,最后定量、定压地由机头模板通道均匀挤出,使米粉成型。由图 4可知,同一级挤压螺杆转速相同,伴随着二级挤压螺杆转速的提高,方便米粉的断条率和蒸煮损失率先减小后增大,感官评分的变化趋势则相反,峰值出现在二级挤压螺杆转速20 Hz处。
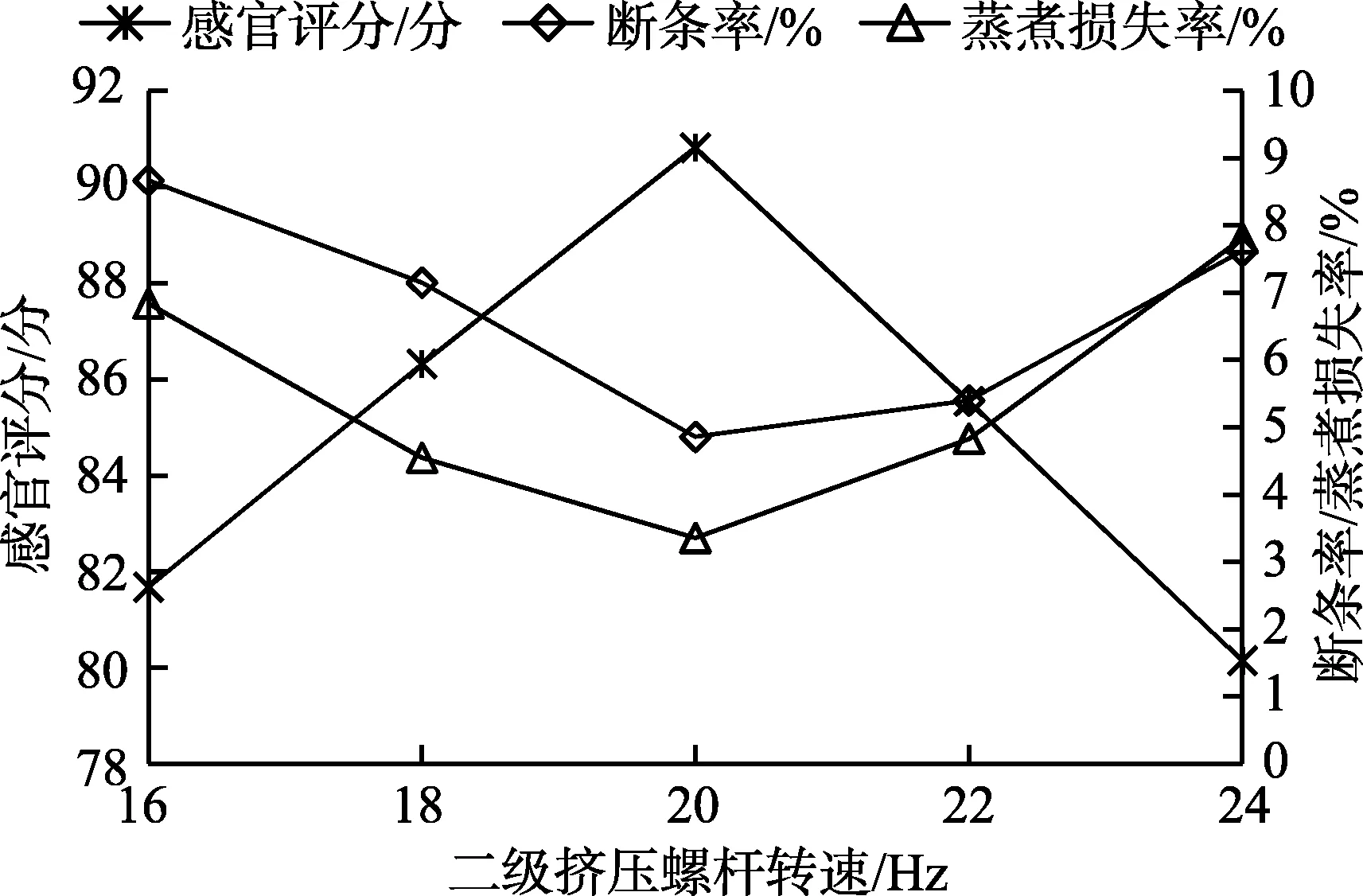
图4 二级挤压螺杆转速对方便米粉品质的影响Fig. 4 Effect of the second stage extruder screw speed on the quality of instant rice noodles
2.1.5 喂料速度对方便米粉品质的影响
喂料速度决定粉料在挤压腔内的充实程度,进而影响物料在挤压腔中受到挤压摩擦力、升温速率、挤压压力、剪切力等,最终影响米粉的凝胶效果及生产速率[23],同时喂料速度也决定一级、二级两级挤压腔之间的给料连续程度。由图5可知,随着喂料速度的增加,米粉断条率先减小后增大,米粉蒸煮损失率亦然,而感官评分的变化则相反,峰值均出现在喂料速度12 Hz处。喂料速度的增加,初始能逐渐让挤压腔内的物料随着螺杆转动产生更佳的挤压摩擦力、升温速率、挤压压力、剪切力等,有利于物料凝胶以及提高生产速率;但随着喂料速度的持续上涨,在同等的螺杆转速下物料增多,会加速物料的挤出而在挤压腔中停留时间减少,导致米粉糊化度不够,物料团松散,最终会导致物料在挤压腔内无法充分糊化而流动性下降,进而造成物料的大量堆积而堵塞挤压腔。
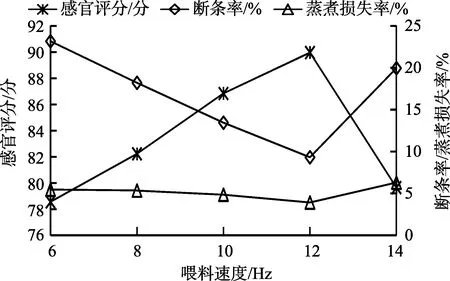
图5 喂料速度对方便米粉品质的影响Fig. 5 Effect of feeding speed on the quality of instant rice noodles
2.1.6 模板孔径对方便米粉品质的影响
模板孔径直接影响米粉的成型效果与复水性。由图6可知,模板孔径对蒸煮损失率几乎没有影响;模板孔径太小(0.6 mm),米粉太细挤出成型后失水过快,会增加米粉的断条率,而模板孔径太大(1.0 mm)挤出米粉过粗,中心复水不足而断条,也会影响方便米粉的最终复水时间。感官评分的峰值出现在模板孔径0.7 mm处,此时米粉的断条率和蒸煮损失率均处于一个较低的水平,对米粉的食用品质影响最低。
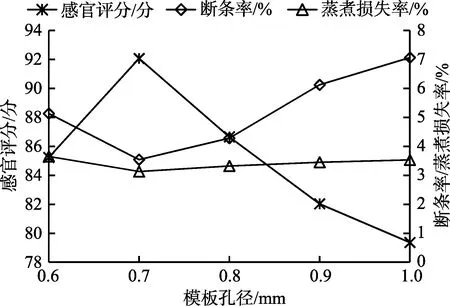
图6 模板孔径对方便米粉品质的影响Fig. 6 Effect of template aperture on the quality of instant rice noodles
2.2 二级挤压工艺响应面优化实验
2.2.1 实验回归模型
根据单因素实验结果,采用6因素3水平进行Box-Behnken实验设计(因素水平见表1),得到54个实验组合点,实验方案与结果见表4。
应用Design-Expert8.0.7软件对表4实验结果进行多元回归拟合分析,可得到感官评价(Y)与各因素A、B、C、D、E、F之间的二次多项模型:

回归方程方差分析结果见表5。
由表5可知,根据F值和P值,因素对产品感官评分(Y)的影响依次为
A2>A>E2>F2>E>D2>C2>B2>CE>C>AE>BC>DF>B>CD>EF>AF>DE>CF>AD>F>AB>BE>BD>BF>D>AC,其中因素A、E、A2、B2、C2、D2、E2和F2影响极显著(P<0.01),C、AE、CE影响显著(P<0.05),其余因素影响不显著(P>0.05)。该回归模型P<0.01,表明该方程模型极显著;模型失拟项不显著(P=0.098 2>0.05),即该方程拟合较好;信噪比RSN=14.649 2大于4,说明模型设计合理,可用于预测。

表5 回归模型方差分析及显著性检验Table 5 Analysis of variance and significance test of regression model
2.2.2 交互作用对感官评价的影响
根据回归分析的结果和已建立的数学模型,绘制影响显著因素的响应面和等高线图。
图 7~8响应面(RSN)分析是方便米粉感官评价对应选取合适范围的一级挤压机筒温度A(℃)、一级挤压螺杆转速B(Hz)、喂料速度E(Hz)为自变量构成的响应面曲面图,可以直观的反映各自变量对方便米粉感官评价的影响。由图可知AE交互作用中一级挤压机筒温度的作用大于喂料速度;CE交互作用中喂料速度的作用大于一级挤压螺杆转速。
2.2.3 最适挤压工艺参数及验证实验
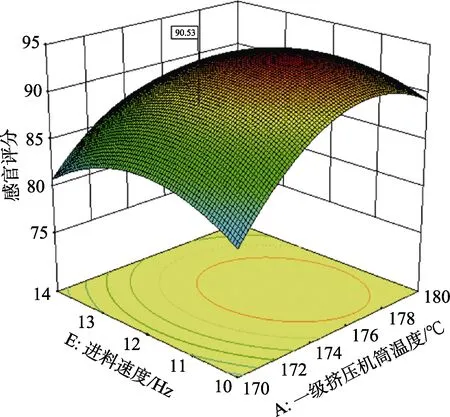
图7 AE交互作用响应面和等高线Fig. 7 AE interaction response surface and contour

图8 CE 交互作用响应面和等高线Fig. 8 CE interaction response surface and contour
对Design-Expert分析得到的优化回归方程求解极大值,结果表明,当挤压工艺参数为一级挤压机筒温度172.55 ℃、二级挤压机筒温度39.13 ℃、一级挤压螺杆转速 30.35 Hz、二级挤压螺杆转速19.96 Hz、喂料速度11.80 Hz,模板孔径0.7 mm,得到感官评价为90.53分。
为验证方案的有效性,结合实际情况,在挤压工艺参数为一级挤压机筒温度为173 ℃、二级挤压机筒温度39 ℃、一级挤压螺杆转速30 Hz、二级挤压螺杆转速20 Hz、喂料速度11.8 Hz,模板孔径0.7 mm的条件下进行3次重复验证实验,感官评价为 91.04分,标准偏差为 0.46,在模型标准误差1.45允许范围内,采用响应面Box-Behnken优化获得的方便米粉挤压工艺参数准确可靠,对工业化生产具有实际的指导意义。
2.3 二级挤压方便米粉的品质分析
采用响应面优化实验得到的最佳工艺条件制备方便米粉样品,与选取的市售畅销品牌方便米粉样品进行食用品质与质构特性的对比。实验方便米粉样品与市售方便米粉样品按测试要求冲泡后,分别测试其断条率、蒸煮损失率、感官评价等食用品质与硬度、咀嚼性、弹性、回复性等质构特性,并进行对比分析,结果如下表。
由表 6可知,在方便米粉实验样品与市售样品品质对比分析中,在同等实验条件下,实验样品的断条率、蒸煮损失率低于2种市售样品;咀嚼性、回复性高于2种市售样品,弹性、硬度、复水时间以及感官评分均介于 2种市售样品之间,与市售样相差不大。所以,本工艺加工的方便米粉综合品质良好,满足上市的要求。

表6 实验样品与市售方便米粉样品品质对比Table 6 Comparison of quality between experimental samples and commercial rice flour samples
3 结论
通过单因素及响应面优化实验设计,系统研究方便米粉二级挤压工艺关键参数一级/二级挤压机筒温度、一级/二级挤压螺杆转速、喂料速度、模板孔径对方便米粉品质的影响,结果表明:
工艺参数的优化能在一定范围内提升方便米粉的品质,其中一级挤压机筒温度、一级挤压转速、喂料速度对方便米粉断条率、蒸煮损失率、感官评分等食用品质影响显著。
方便米粉二级挤压最优工艺为一级挤压机筒温度173 ℃、二级挤压机筒温度39 ℃、一级挤压螺杆转速30 Hz、二级挤压螺杆转速20 Hz、喂料速度11.8 Hz,模板孔径0.7 mm。加工的方便米粉感官评分93.31,断条率3.09%,蒸煮损失率3.11%,复水时间350 s,综合品质良好,达到市售产品品质,可为方便米粉工业化连续生产提供参考。
