50 μm级D形硬质合金微铣刀铣削纯铜试验研究
2021-01-07严广和张勇斌洪小兰钱大兵
严广和,姜 晨,张勇斌,洪小兰,钱大兵
(1.上海理工大学 机械工程学院,上海 200093;2.中国工程物理研究院 机械制造工艺研究所,四川 绵阳 621900)
随着科技的发展,太赫兹技术已经成为当前一项重要的电子科技前沿技术[1]。但是,太赫兹辐射源的制造难题是制约太赫兹科学技术发展的关键问题[2]。真空电子器件的太赫兹辐射源具有大功率和抗辐照等特点,逐渐成为太赫兹源研究领域的热点。其中,行波管是应用最广泛的真空电子器件[3],新型折叠波导慢波结构则是目前行波管向太赫兹频段发展所采用的主要高频互作用系统[4]。但是,随着频段的提高,折叠波导慢波系统的尺寸不断变小,精度要求也逐渐提高,传统加工工艺已不能满足实际应用的需求,急需采用现代微细加工技术来提升加工工艺[5]。
在众多微细加工技术中,微铣削加工技术具有高效率和高灵活性等优点,在微细加工领域中被普遍应用[6-7]。微铣削加工也是实现不同材料的微小型和复杂形状零部件加工的最佳方式[8]。在微铣削加工中,随着加工特征尺寸不断减小至数十微米,其表面体积比逐渐增大,使得加工工件的表面质量成为影响工件质量的重要因素[9]。Liu[10]等针对直径0.5 mm的微铣刀铣削钛合金时的加工表面质量做了研究,认为表面质量主要受毛刺和残余切屑的影响。文献[11]中研究了直径为0.7 mm的PCD微铣刀铣削硬质合金时表面形成机理,认为选择最佳加工参数可提高加工表面质量。蔡明[12]等针对直径0.4 mm的微铣刀铣削单晶铝时的表面质量开展了研究,分析了切削参数对表面质量的影响并确定了最佳的切削参数。
目前在微铣削加工的研究中,绝大多数的研究是针对直径100 μm以上的螺旋铣刀,鲜见针对直径为100 μm及以下的D形微铣刀的铣削性能开展研究。在加工特征尺寸不断减小的微铣削加工中,与传统的螺旋铣刀相比,D形单刃微铣刀具有更高的抗弯刚度和强度[13-14],因而更具优势。本文针对特征尺寸为数十微米的太赫兹折叠波导结构件的加工需求[15-16],使用自主研发的μEM-200CDS2组合高精度加工机床,制作出直径为50 μm级的硬质合金D形微铣刀[17],并采用纯铜材料工件作为试件,开展了铣削工艺试验,研究了硬质合金微铣刀的铣削性能。通过对刀具磨损情况、加工表面质量、表面毛刺形成等方面的分析,进一步揭示了刀具尺寸缩小对铣削加工性能的影响规律,为国防及民用高技术领域对更高精度、更小尺寸零件制造的迫切需求提供了技术参考。
1 实验平台及刀具的制备
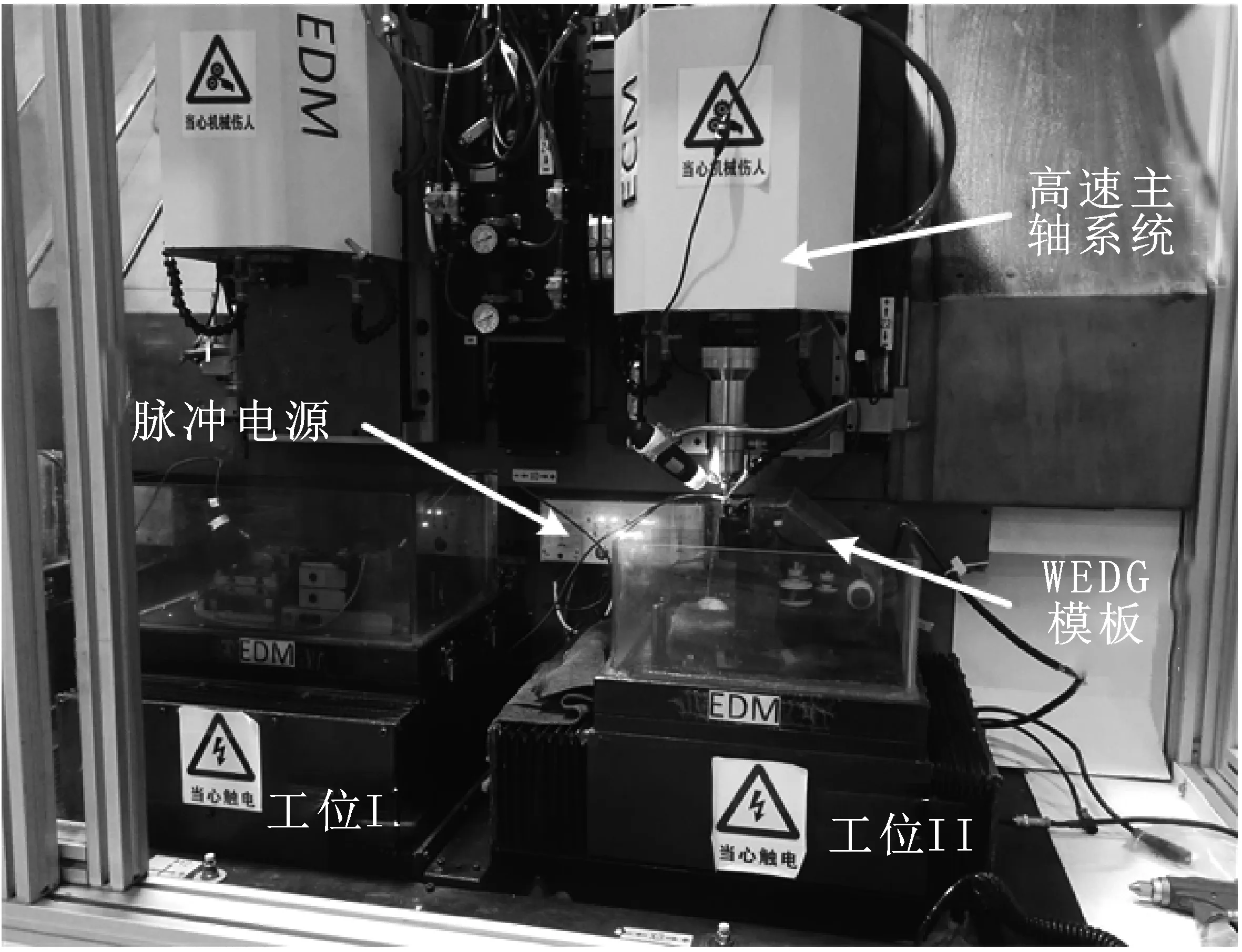
本研究采用自主研发的μEM-200CDS2组合高精度加工机床制备微铣刀并开展了铣削加工实验。该加工设备Z轴的最小直线进给量为0.1 μm,主轴径向跳动精度为1 μm,脉冲电源产生的单个脉冲的最小能量10-7J,满足制备微铣刀及铣削加工的精度要求。如图1所示,将刀具毛坯装夹在高速主轴上,在工位Π上采用线电极电火花磨削技术(Wire Electro-Discharge Grinding,WEDG)制备出直径为50 μm级的D形硬质合金铣刀。然后,在工位Ι上进行铣削试验。
(a)

(b)图1 微铣刀的制备及铣削加工Figure 1. Micro-milling cutter fabrication and machining of tool
微铣刀的线电极电火花磨削方法如图2所示。本文采用直径为120 μm的钼丝作为工具电极丝。微铣刀毛坯装夹在高速主轴上,在微铣刀毛坯和电极丝之间连有脉冲电源,通过控制主轴的高速旋转和进给,与导丝轮之间的电极丝产生相对运动,并在脉冲电源不断提供电脉冲的情况下,通过两者之间的微能脉冲放电进行电火花加工。采用导丝轮使电极丝匀速走丝,以此来自动补偿电极丝的损耗,避免短路或者集中放电现象的产生,提高了放电加工的稳定性,加工出理想的刀具尺寸。

图2 WEDG制备微铣刀Figure 2. WEDG micro-milling cutter fabrication
本次实验中采用超细晶粒硬质合金(晶粒度为0.4 μm)作为微铣刀的材料,该材料具有较高的硬度、耐磨性与抗弯刚度,主要参数如表1所示。制备的D形铣刀的尺寸特征如下:刀柄直径D1为3 mm,刀头直径d为0.05 mm,刀头长度l为0.15 mm,铣刀总长L1为30 mm,主切屑刃与底切屑刃前角均为0°,底切屑刃后角为20°,刃倾角为20°。制备完成的刀具扫描电镜图如图3(a)所示。最终制备的D形微铣刀直径为50 μm。
图3(b)为微槽铣削示意图。 铣削加工中采用油液润滑的方式,在纯铜工件上铣削5个直槽,每次铣削深度h为0.002 mm,进给5次,总共铣削深度H1为0.01 mm。每个微槽长度L2为3 mm,铣削的总长度为15 mm。试验中主轴转速n为150000 r·min-1,每齿进给量fz为0.02 μm,切深ap为0.002 mm。使用超声波清洗机对加工后的工件进行清洗,以去除工件表面的杂质和切屑。

表1 材料参数Table 1. Material parameters

(a)
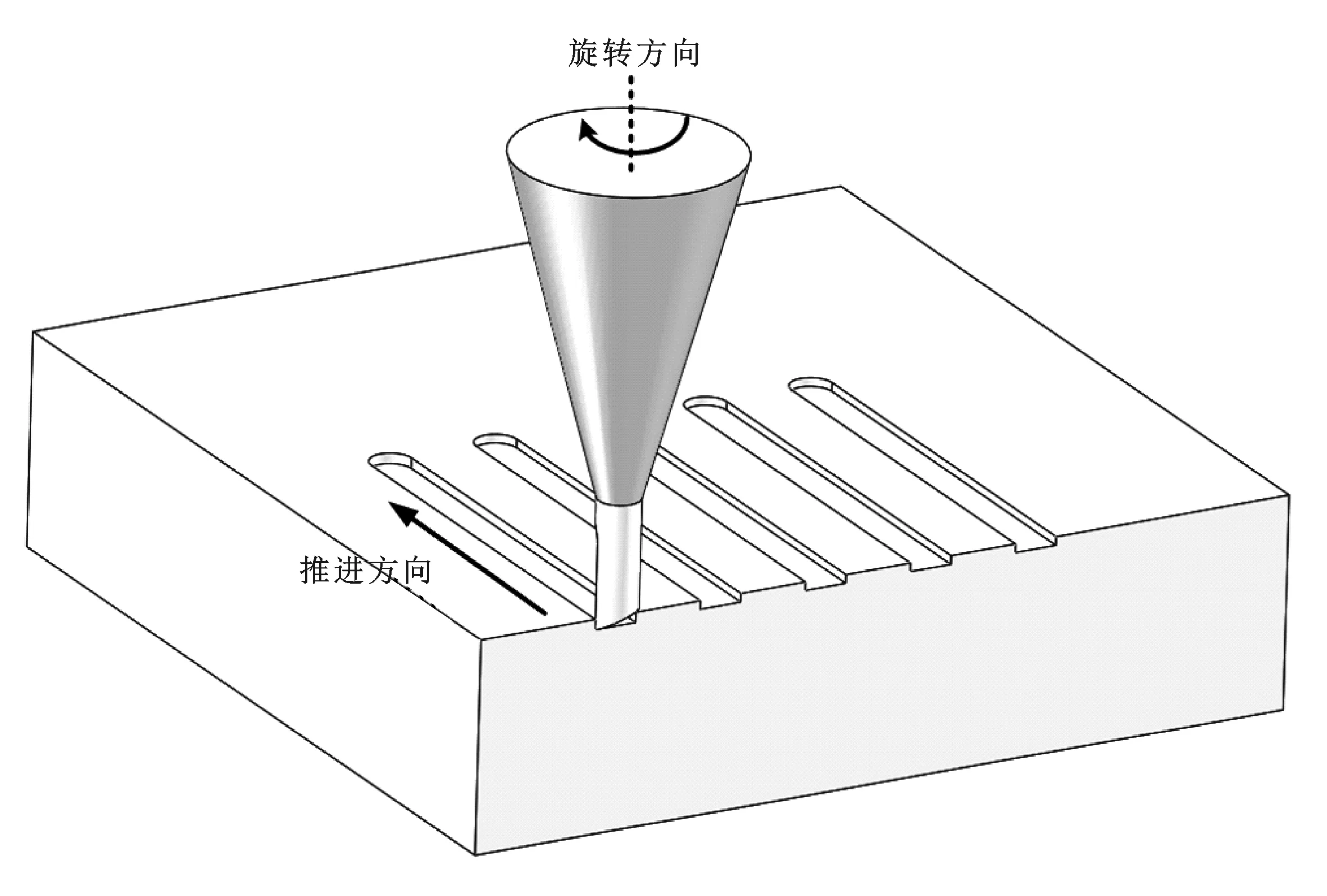
(b)图3 微铣刀及铣削加工示意图(a)铣刀刀尖图(b)微铣削加工过程示意图Figure 3. Schematic diagram of micro milling cutter and milling process(a) Cutter tip diagram of milling cutter (b) Schematic diagram of micro milling proces
2 结果与讨论
2.1 表面形态特征
图4为使用超景深显微镜对微槽进行测量的结果。铣削距离在3 mm内时,微槽较直,底部刀具的旋转轨迹纹路较浅,并且都集中在刀具旋转切出方向。随着铣削距离的增加,铣削距离在7 mm后,槽底刀具轨迹纹路的宽度逐渐增大且明显,此时刀具纹路主要集中在刀具旋转切入方向。铣削距离在10 mm后,微槽的宽度出现局部变小的情况,变化较为明显。

图4 超景深显微镜拍摄微槽表面Figure 4. Microgroove surface photographed by ultra-depth-of-field microscope
在微铣削加工实验中,刚开始刀具未磨损,刀尖半径较小,能够有效切除工件材料。但由于局部的挤压,少量材料会沿着前刀面流至刀具的旋转切出方向,并在该方向堆积,形成较小的毛刺。随着铣削距离的增加,刀具不断磨损,刀尖半径逐渐增大,使得未切削厚度小于刀尖半径,部分材料会发生弹性变形,在刀具底部的挤压下,在刀具进给痕迹的背面堆积,形成毛刺并表现为比较明显的轨迹纹路。随着刀具的不断磨损,会产生更多的毛刺,表面粗糙度也会有所增加。
图5所示为微槽深度随铣削距离变化情况:铣削距离为2 mm时,深度为7.6 μm;随着铣削距离的增加,微槽深度急剧减小;在铣削距离达到8 mm后,微槽深度下降缓慢,并在距离达到14 mm时达到最小值为5 μm。图6是微槽宽度随铣削距离变化情况:铣削距离为2 mm时,微槽宽度为51.22 μm;随着铣削距离的增加,微槽宽度急剧增加;在铣削距离达到8 mm后,微槽宽度上升缓慢,并在距离为14 mm时达到最大值为58.82 μm。

图5 微槽深度随铣削距离的变化图Figure 5. Variation of microgroove depth with milling distance

图6 微槽宽度随铣削距离的变化图Figure 6. Variation of microgroove width with milling distance
图7是微槽的侧面轮廓,铣削的第一个微槽具有较平的槽底和较垂直的侧壁,随着铣削距离的增加,微槽深度不断减小,槽底变得不平整并且侧壁也逐渐倾斜。这是因为刚开始铣削时,由于刀具具有良好的刀尖形状,能够有效切除工件。随着铣削距离的增加,刀尖不断磨损,刀尖半径增大,部分材料发生弹性变形,从而降低了槽底的平整度,并且刀尖半径的圆弧也会复制在微槽的侧壁,使得微槽侧壁逐渐趋于圆弧状。
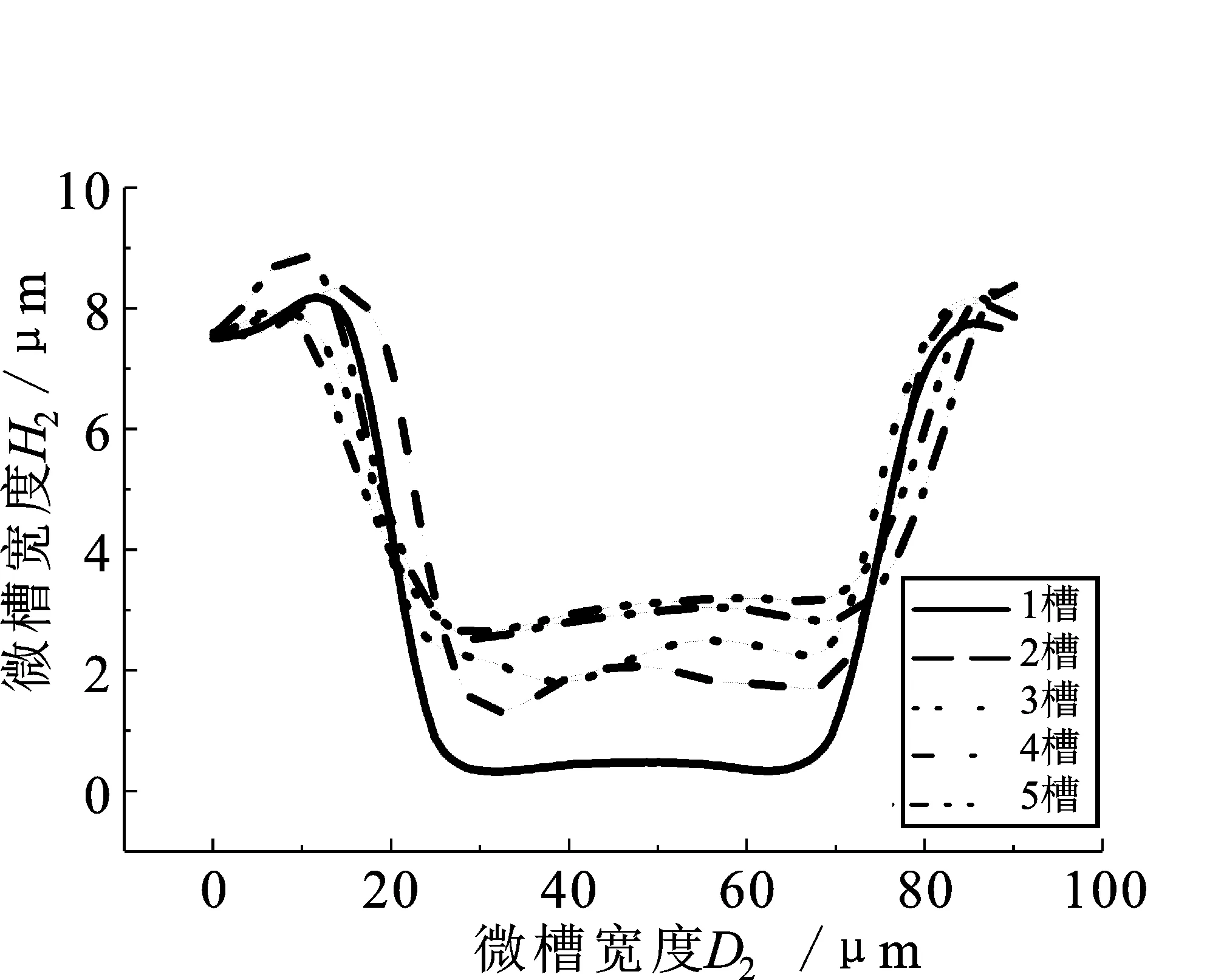
图7 微槽侧面轮廓Figure 7. Microgroove profiles
2.2 表面毛刺形成
图8是采用扫描电镜拍摄的微槽表面的毛刺情况。可以看出整体上顺铣侧毛刺多于逆铣侧,逆铣侧加工的微槽侧壁优于顺铣侧。这是因为在逆铣侧,刀具刚开始切入时,切削状态比较稳定,能够有效去除多余的工件。随着刀具的旋转,刀具对工件不断挤压,部分材料会顺着前刀面进入切削终端,推挤到顺铣侧表面,然后在顺铣侧发生弯曲和断裂,产生较大的毛刺并滞留在顺铣侧,导致顺铣侧毛刺多于逆铣侧。另外,在微铣削加工中,由于切削厚度较小,工件表面的倾斜会加剧材料顺着前刀面进入切削终端的情况,从而使得顺铣侧毛刺多于逆铣侧这一现象更加明显。
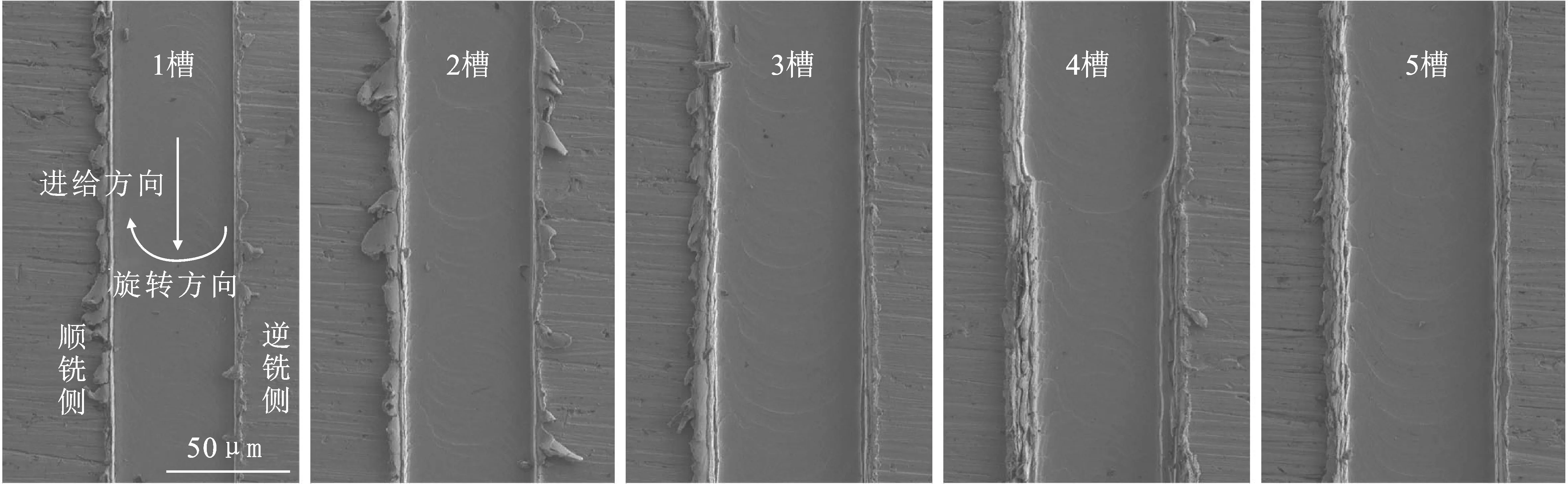
图8 微铣削加工微槽扫描电镜图Figure 8. Scanning electron microscope of micro-milling machining microgrooves
铣削距离对表面毛刺的影响较为明显,根据表面毛刺形成的状态可以分为两种,即长条须状和锯齿形状。当铣削距离为2 mm时,此时毛刺较少,多呈长条须状;当铣削距离为5 mm时,微槽表面毛刺增大,并逐渐呈块状;当铣削距离进一步增加,在距离为11 mm后,微槽表面毛刺呈锯齿状。在铣削开始阶段,刀尖半径较小,能够有效切除材料,但部分侧边材料会在塑性变形下向微槽表面翻转,形成长条须状毛刺,随着铣削距离的增加,刀具不断磨损,刀尖半径增大,不能有效切除材料。此时,在刀具的推挤下,部分切屑在表面形成锯齿状毛刺。
图9为加工后刀具磨损情况的扫描电镜图。可以看出,整体上铣刀还保持完整,但刀尖已磨损,并呈一个三角形模式向周围扩散。采用3个参数W1、W2和W3来表示微细铣刀的磨损情况。其中,W1是刀具沿着刀刃处的一个磨损量,主要受切削深度的影响;W2是刀具底部宽度的磨损量;W3是刀具底部边缘的磨损量,可以体现出刀具与工件接触面的长度。可以看出,此时W3磨损较多,W1和W2磨损相对较少。这是由于刀尖在不断磨损的情况下,铣刀的W3处与工件相互接触的面积增大并大于W1和W2处与工件接触面积,使得W3磨损量最大。

图9 磨损刀具Figure 9. Wear tool
2.3 表面质量
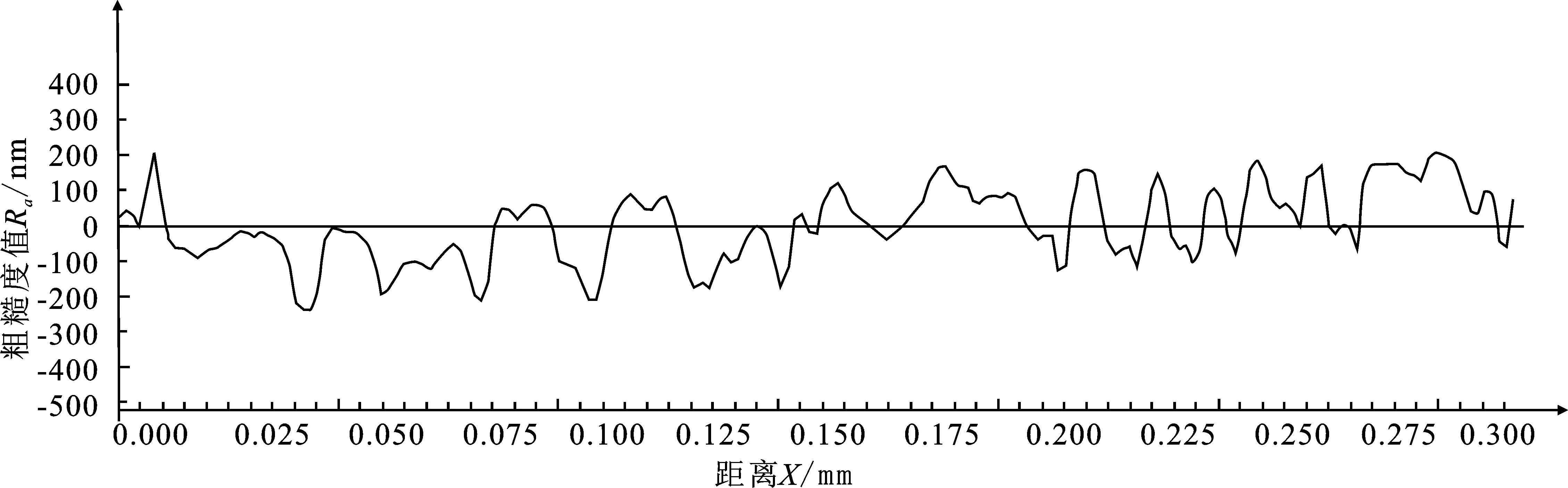
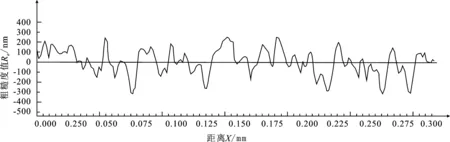
采用白光干涉仪测量槽底表面粗糙度,如图10所示。当铣削距离X为1 mm时,微槽槽底粗糙度Ra为58 nm。随着铣削距离的增加,槽底粗糙度呈线性趋势不断增加,并在距离X为15 mm时,Ra达到最大值为95 nm。图11为不同铣削距离下槽底表面的轮廓曲线。图11(a)中曲线对应的表面粗糙度Ra为最小值58 nm,曲线波动幅度值最小。
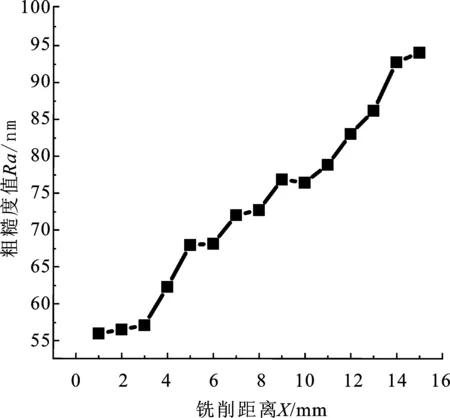
图10 加工的槽底表面粗糙度值Figure 10. Surface roughness of machined groove bottom

(a)
(b)
(c)
(d)

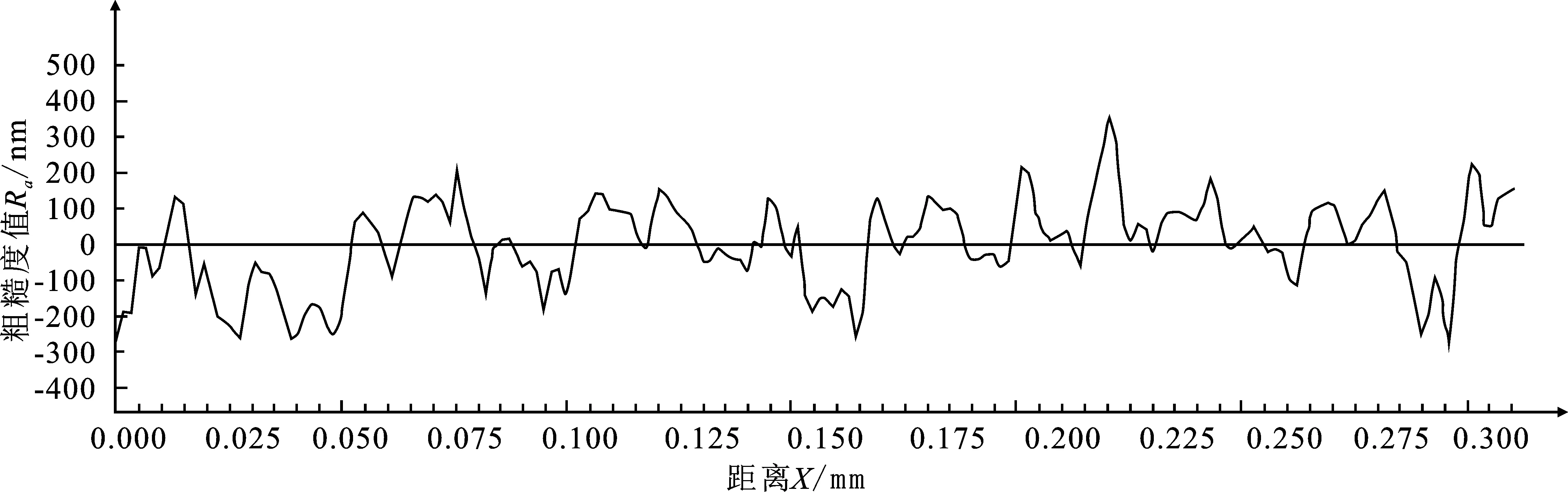
(e)图11 不同铣削距离下微槽表面粗糙度曲线(a)铣削距离为2 mm时表面粗糙度曲线 (b)铣削距离为5 mm时表面粗糙度曲线 (c)铣削距离为8 mm时表面粗糙度曲线(d)铣削距离为11 mm时表面粗糙度曲线 (e)铣削距离为14 mm时表面粗糙度曲线Figure 11. Microgroove surface roughness curves with different milling distances(a) Surface roughness curve when the milling distance is 2 mm (b) Surface roughness curve when the milling distance is 5 mm (c) Surface roughness curve when the milling distance is 8 mm (d) Surface roughness curve when the milling distance is 11 mm (e) Surface roughness curve when the milling distance is 14 mm
3 结束语
本文针对直径为50 μm级的D形微铣刀加工微槽的表面质量开展了实验研究。通过使用白光干涉仪、超景深显微镜、扫描电镜等仪器进行观察和测量,获得了微槽表面形貌、粗糙度等随铣削距离的变化规律,并分析了微铣削过程中的表面质量变化及毛刺形成的机理。本研究的主要结论为:(1)铣削距离在3 mm内时,槽底刀具的旋转轨迹纹路较浅,并且都集中在刀具旋转切出方向。铣削距离在7 mm后,槽底刀具轨迹纹路的宽度不断增大,并且主要集中在刀具旋转切入方向;(2)微槽表面顺铣侧毛刺多于逆铣侧毛刺,铣削距离为2 mm时,毛刺较少,多呈长条须状。在铣削距离达到11 mm时,由于刀具的磨损,导致微槽表面毛刺呈锯齿状;(3)刀尖磨损形式主要以一个三角形模式向周围扩散,在刀具底部边缘的磨损量更大;(4)微槽槽底的粗糙度以线性增长趋势不断上升,铣削距离X为1 mm时,粗糙度Ra为58 nm,且随着铣削距离的增加不断增长,最终达到95 nm。