酸洗表面质量提升研究与优化
2021-01-06刘剑峰
刘剑峰
(河北钢铁集团 唐钢高强汽车板有限公司,河北 唐山 063016)
随着工业的发展,出于美观、涂层等要求,优良的表面质量一直是钢铁企业追求的目标,国内宝钢、首钢等先进冷轧企业正在进行汽车板及高端家电板的大批量生产及供货,但品种繁多,变化频繁的生产现状对酸洗表面质量控制有着巨大的影响,在生产过程中存在诸多不稳定因素,因此针对酸洗表面质量还有大量优化工作需要开展。
1 工艺流程简介
酸洗段采用4 段隧道式酸洗槽,带钢在酸洗槽时,酸液从酸槽入口喷射梁沿带钢运动方向往带钢上表面喷射,从出口喷射梁沿带钢运动反方向往带钢上表面喷射,酸槽入口侧面设置喷头,侧面喷头将酸液直接喷在氧化铁皮比较厚的带钢边部,从而在带钢表面形成强紊流。作用后的酸液在重力作用下自动流回循环罐。附加的侧面喷头和带钢下面的导向装置起到阻挡坝的作用,防止酸液被带钢带出。
2 问题
唐钢高强汽车板公司酸轧生产线当工艺段速度过高时,会产生严重的欠酸洗缺陷,在下道工序缺陷会放大,直接造成产品降级,严重影响了高表面产品的生产和产线速度的发挥。
3 采取的措施
3.1 酸液温度自动控制系统研究与优化
唐钢高强汽车板酸洗工艺段采取浅槽紊流式酸洗,酸洗槽分为4 段,酸液温度通过换热器控制,采用蒸汽加热,通过调节蒸汽的进气量实现连续控制,温度值来自二级或操作人员根据要求进行设定。
酸液温度与酸洗时间有着紧密的关系,通过实验得到曲线(见图1)。由图1 可知,当酸液中Fe 离子浓度一定时,随着酸液温度的升高在一定范围内酸洗时间有着明显的缩短,当温度升高到一定范围内对酸洗时间的影响逐渐减弱。因为一方面酸液温度的升高有利于提高酸洗速度,减少酸洗时间;另一方面,随着温度的上升,酸液的蒸发量和所需热能量也随之增加,板带表面的空气流动将加速酸液的蒸发,容易使板带表面产生缺陷[1]。

图1 酸轧生产酸液温度与酸洗时间的曲线
原来酸液设定温度低,基本在75℃~80℃之间,在保持铁离子浓度保持在120g/l 的情况下,酸洗时间超过50s,酸洗速度较低。酸液温度升高有利于提高酸洗速度,减少酸洗时间。
经过长时间对现场温度的摸索,对酸液温度和酸洗时间曲线的分析,决定提高四级酸洗温度并采用阶梯控制,由于1#酸槽位于酸洗段开端,带钢表面温度低,在酸洗过程中酸液和带钢表面热交换较快,所以酸液温度最高,一般为85℃±1℃。通过1#酸槽后带钢表面温度上升,热交换速度变慢,所以后面的2#/3#/4#酸槽温度设定值依次降低,2#酸槽为82℃±1℃,3#酸槽为80℃±1℃,4#酸槽为78℃±1℃。
3.2 优化喷射压力,增强紊流效果
酸槽喷射压力控制由酸液循环泵进行控制,循环泵泵速通过酸洗速度进行控制,酸洗速度低于100m/min 时,循环泵泵速为75%,喷射压力较低。紊流的形成依赖于酸槽内酸液流动的速度,过低的喷射压力使酸液流动缓慢,热量,动量的传递效果较弱,对表面质量尤其是带钢下表面产生负面影响。

图2 喷射压力优化前后对比图
通过提高酸液的喷射压力,促进物质传递,提高带钢表面温度,增强紊流效果,提升酸洗带钢表面质量。在本生产线中,酸洗喷射通过提高循环泵的泵速实现,保证喷射压力≥1.0bar,关系如下:
0 <v<80m/min 时,泵速为85%
v>80m/min 时,泵速为100%
3.3 FAPLAC系统应用与优化
酸洗段浓度控制采用FAPLAC 在线检测系统自动控制,操作人员可在HMI 画面上设定1#酸液浓度和铁离子浓度,FAPLAC 会按时抽取1#酸槽酸液检测温度、密度、电导率数值,通过计算机算法算出酸液的自由酸浓度和铁离子浓度,和设定值进行比对,当自由酸浓度实际值小于设定值时,且铁离子浓度大于设定值时,FAPLAC 会控制废酸泵排出酸液,降低1#酸罐液位,进而转化为液位控制,新酸会在4#酸槽补充,当FAPLAC自由酸浓度检测值高于设定值后,废酸泵会停止。此系统能实现实时监控酸液浓度,保证酸液浓度不会过低或过高。

图3 喷射压力优化前后对比图
以往生产过程中,FAPLAC 检测数据不准确,化验数值和检测数值差距太大,酸液浓度无法精确控制,自动调整功能丧失,只能按产量进行加排酸,没有实时监控,造成酸液浓度调整不及时,带钢表面形成过酸洗或欠酸洗缺陷。
现场对FAPLAC 进行检查,发现进口经常堵塞,造成仪器无法检测,仪器显示数据虚假,通过加装过滤器,解决了管道堵塞问题。

图4 管道内杂质
FAPLAC 酸液浓度的计算是用过检查酸液电导率,酸液温度和酸液密度,通过公式计算得出,3 个参数中任一参数不准确均会造成检测浓度不准,现场电导率仪表长时间未清理,造成电导率检测失效,影响检测结果。清理了FAPLAC 系统电导率仪表,清理后酸值检测基本贴合化验室数值。
目前采取酸值控制酸循环系统,设定目标值40g/L,检测时间250s,冲洗时间120s。

图5 过滤器
3.4 破鳞机延伸率优化
酸轧产线设有1 台拉矫破鳞机,最大延伸率3%,张力650KN。破鳞机的原理是利用带钢基体与表面氧化铁皮材料性能的巨大差异,对带钢施加张力,并通过机械方法反复弯曲。相对于单一的辊式矫直机,经过拉弯矫直机处理的带钢板形和表面外观质量均可得到更好的改善。
影响破鳞效果的工艺参数主要是延伸率和压下量。为充分发挥破鳞作用,我们对破鳞机机的工艺参数进行了优化。延伸率和压下量的变化都会对破鳞效果有一定的影响,当延伸率保持一定时,增大压下量可以提高破鳞效果;加大延伸率也可以提高破鳞效果,但延伸率增加到一定程度后,破鳞效果不会再有显著改善。因此,我们针对不同的带钢厚度,在现场反复试验的基础上,对破鳞拉矫机的工艺参数进行了优化。
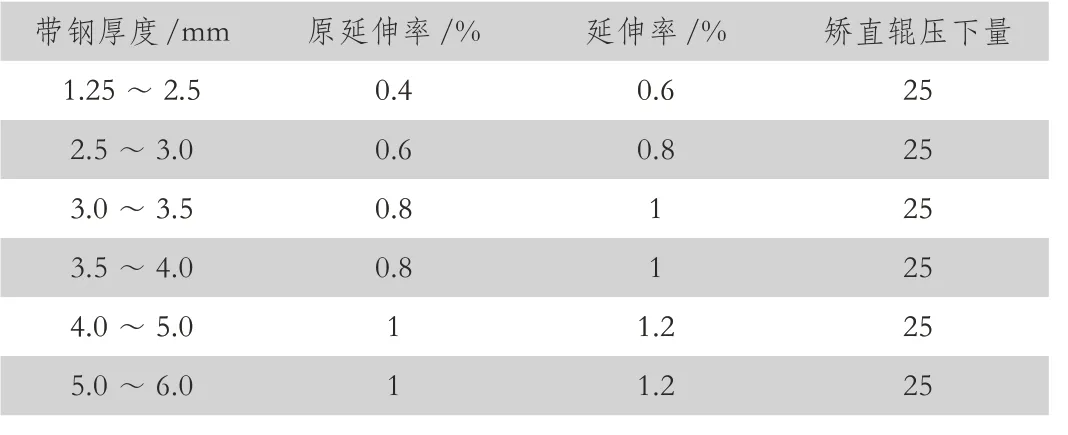
表1 破鳞拉矫机的工艺参数
4 实施效果
相关措施目前已经在唐钢高强汽车板酸轧生产线已经正式实施,酸洗表面问题得到有效解决,工艺段最高速度由原来的200m/min 提高到240m/min,生产节奏大幅提高。酸洗缺陷由原来的270t/年降低至零缺陷,极大的降低了因表面质量问题造成的产品降级,提高了效益。通过对上述内容的深入研究,唐钢高强汽车板冷连轧机组在酸洗表面质量得到了提升,由将酸洗缺陷产品数量降至零缺陷,通过深入开发与应用,目前生产技术已经全部应用于酸轧产线,对于高等级表面产品的生产具有重要的指导意义。累计创效97.2 万元。
5 结语
本文以唐钢高强汽车板产品质量提升为出发点,通过对工艺参数、设备环境的分析,找出影响产品表面质量的制约因素,有针对性的进行技术攻关,有效保证了产品质量。
