油气钻井装备用低合金高强结构钢国内研制现状与展望*
2021-01-04李方坡刘五兵
李方坡,刘五兵,李 旭
(1.中国石油集团石油管工程技术研究院 陕西 西安 710077; 2.西安石油大学材料科学与工程学院 陕西 西安 710065;3.中国石油宝鸡石油钢管有限责任公司 陕西 宝鸡 721008)
0 引 言
随着社会的发展进步以及工业发展的需求,低合金高强度结构钢应运而生。低合金高强钢是在碳素结构钢的基础上添加少量强韧化合金元素Mn、Si和微合金元素Nb、V、Ti、Al等改善材料的强韧性和服役性能。合金元素总量一般不超过3%,在热轧、控轧或热处理的状态下具有高强韧、易成型和良好焊接性等特征。低合金高强钢能够满足工程上各种结构要求,在油气装备、工程建设、交通运输、压力容器等领域具有广泛的应用。为了促进低合金高强钢在油气行业的推广应用,本文对我国常规油气钻井装备用典型低合金高强钢的研制和发展情况进行了简要分析,为低合金高强结构钢在油气钻井装备制造领域的推广应用提供参考。
1 油气钻井装备对高强度结构钢的需求
20世纪初,美国研发出含Ni结构钢及含Mn的桥梁结构钢,随着科学技术的不断发展,科技工作者对于Mn、Ni、Cr合金及Nb、V、Ti微合金的强韧化机制有了更深刻的认识。1957年,我国成功试制出了第一批低合金结构钢16Mn,随后的数十年间,我国先后通过采用低碳和微合金强化,结合先进的精炼技术和控扎控冷技术开发了一系列低合金高强钢,在交通运输,工程建设和装备制造等领域获得了广泛应用。
油气钻井装备的制造过程中,钢铁材料约占钻井装备用料的90%,直接决定了装备的使用寿命和服役性能。钻井装备采用高强结构钢材料,不仅可以有效减少材料用量,而且可以提升设备服役性能,是实现油气装备制造业更新换代和降本增效的重要途径。国外油气装备的轻量化水平普遍较国内高,目前我国钻井装备制造过程中应用较多的低合金结构钢主要为Q235、Q345及Q420等强度相对较低的钢种,由于钢材强度较低,为了保证装备构件的服役安全,必须将构件的结构尺寸设计的较大,从而使得装备的重量大幅度增加。在同等条件下,使用高强度材料,可减小部件的结构尺寸,从而使得构件更加紧凑,重量更轻,安装运输及搬迁更加便捷。
油气钻井装备作业工况环境较为恶劣,而且制造过程中钢材大多需经过切割、焊接等冷热加工工序,构件主要是以板材、型材组焊件的形式制成,要求焊缝性能不能低于母材,焊缝热影响区的性能变化较小,尤其不能产生裂纹。国外油气装备设计制造过程中使用了许多屈服强度大于420 MPa的结构钢材料,使得装备设计更加紧凑,规模更小,安装和运移更加方便。随着冶炼技术和装备设计制造技术的发展进步,未来将会有更多的低合金高强钢应用在油气钻井装备制造过程中。Q460、Q500及Q690等高强度等级结构钢作为主体材料可以显著优化装备结构设计,减少钢材用量,提升构件对变形的吸收能力,具有广阔的应用前景。
2 低合金高强钢研制现状分析
针对油气钻井装备的发展需求和低合金高强钢的研制应用情况,下面重点围绕在我国油气钻井装备领域具有较广应用前景的几种典型高强度结构的研制现状进行简要分析。
2.1 Q460低合金高强钢
Q460低合金高强钢的化学成分要求见表1[1],目前应用于装备制造的结构钢板厚度主要在40 mm以内,少部分达50 mm左右,依据GB/T 1591—2018标准要求,Q460级结构钢屈服强度通常要在440 MPa以上,抗拉强度540~720 MPa,伸长率在17%以上。
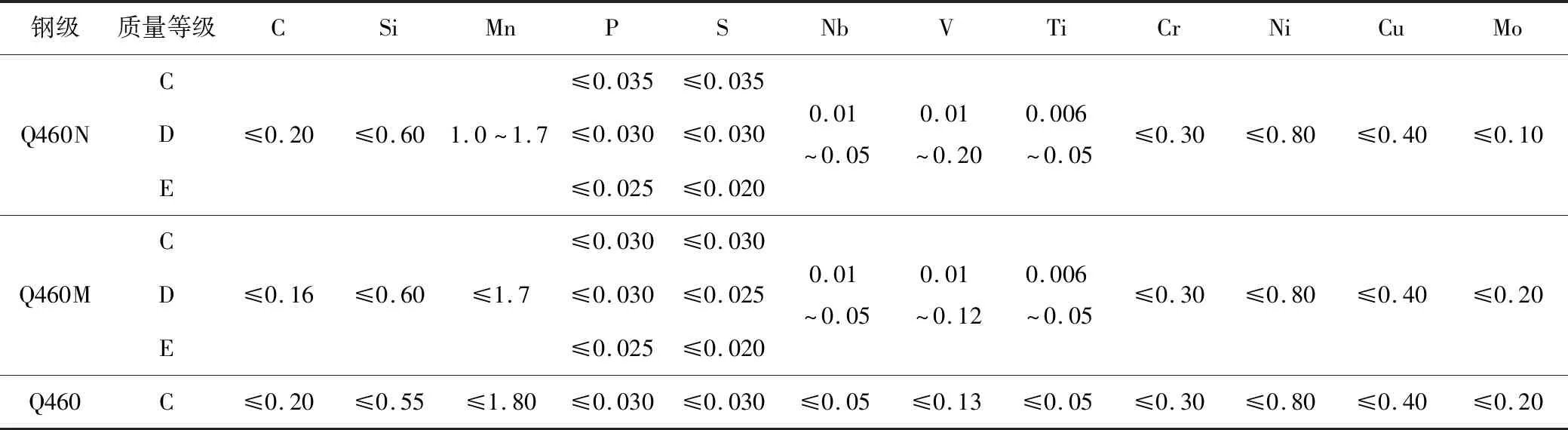
表1 Q460高强钢化学成分要求(质量分数) %
Q460低合金高强钢是在16Mn的基础上加入Cr、Ni、V、Ti等合金元素开发而成,主要分为C、D、E三种等级,可以通过热轧、正火、正火轧制或热机械轧制工艺获得,典型金相组织为B粒+PF。V和Ti的加入可以细化组织晶粒,增加强度,降低过热倾向。
Q460低合金钢具有较高的强度、良好的塑韧性与焊接性,同时具有一定的抗大气和海水腐蚀性能。彭可武等人[2]采用TMCP工艺对Q460E中厚板生产工艺进行试制试验,采用两阶段控制轧制,第一阶段轧制道次压下率控制在10%以上,第二阶段轧制道次变形率控制在12%,获得良好强韧性匹配的Q460钢板。赵虎等人[3]采用低碳微合金强化成分设计,结合TMCP工艺开发了Q460C钢板,进一步改善了钢板的焊接性能和强韧性。通过降低C和Nb、V合金元素含量,实现了材料碳当量的下降,轧后缓冷解决了强度和伸长率低的问题。宋欣等人[4]通过进一步优化成分和TMCP工艺研制Q460钢板指出,单纯调整轧制工艺不能从根本上改变钢板性能,提高待温厚度可减少带状组织的数量和分布,进而改善钢板冲击韧性。
熔化焊是目前最主要的焊接方式,在众多的熔焊工艺中,CO2气体保护焊以其操作方便、焊接速度快、效率高、综合成本低等优势在低合金高强钢的焊接过程中应用最为广泛[5]。不同的焊接材料和工艺参数对低合金高强钢的焊缝及热影响区性能具有显著的影响。冯祥利等人[6]研究指出,随着焊接热输入量的增加,焊缝中针状铁素体含量降低,药芯焊丝焊缝硬度随热输入的增加会显著下降,焊缝的强度与母材相当,伸长率随焊接热输入量的增加而逐渐减小且低于母材,实心焊丝焊缝与药芯焊丝焊缝的性能则明显不同。焊接工艺对CO2焊焊接接头的断裂性能具有显著影响,与实心焊丝相比,药芯焊丝则能降低焊缝热影响区和熔合区的硬度,在室温至零下40 ℃范围内,实心焊丝比药芯焊丝接头具有更高的韧性,但当温度低于-40 ℃时,两种焊接接头的冲击吸收能差别不明显[7]。陈伯江等人[8]通过对Q460D钢的焊缝及热影响区力学性能进行试验研究,分析了冲击吸收能和抗拉强度与焊接热输入量的相关性,热输入对Q460D钢材焊缝力学性能具有显著影响,随着焊接热输入的增加,冲击吸收能和强度均逐渐下降。胡嘉昊等人[9]使用低碳中锰高硅焊丝对Q460E进行埋弧焊接试验发现,在一定范围内随热输入的增大,焊缝低温冲击呈先增大后降低的变化趋势。分析认为,这种趋势主要是由于焊缝组织所造成的,当焊缝组织主要为针状铁素体时,冲击断口具有明显韧窝特征,而热输入过低或过高则容易造成焊缝区形成先共析铁素体和魏氏组织,从而降低其冲击韧性。符定梅等人[10]研究了焊接工艺对Q460焊缝热影响区最高硬度的影响发现,适当增大焊接热输入可以在一定程度上降低焊缝热影响区最大硬度,进而降低其冷裂倾向。
Q460钢是目前国内研究较多,也是应用较为成熟的低合金高强钢,并已纳入国家钢结构设计选材标准,也是目前油气钻井装备最具推广应用前景的高强度结构钢之一。
2.2 Q550低合金高强钢
Q550是指屈服强度为550 MPa的低合金高强钢,主要分为C、D、E三种等级,是目前用途广泛的低碳贝氏体钢,具有强度高、韧性好及焊接性能优等特点,主要用于重要的工程机械和装备制造用高强度结构件。Q550低合金高强钢的化学成分要求见表2所示。依据GB/T 1591—2018标准要求,目前应用于装备制造的Q550级结构钢材料屈服强度通常要在540 MPa以上,抗拉强度670~830 MPa,伸长率在16%以上。

表2 Q550高强钢化学成分要求(质量分数) %
Q550低合金高强钢广泛用于工程装备制造行业,目前国内主要采用TMCP工艺或正火轧制+回火的方式生产,典型金相组织为B粒。
李晓林[11]研究Q550不同制造工艺对微观组织的影响发现,随着冷却速度增大,贝氏体与铁素体间距逐渐变小,当冷速为30 ℃/s时,材料硬度达到最大。随轧制温度升高,材料微观组织中晶粒不断长大,轧制温度升至950 ℃时,微观组织中会出现混晶现象。王新钢等人[12]将低合金和轧后快冷技术相结合,采用TMCP工艺轧制的Q550D钢板屈服强度达590 MPa以上,冲击吸收能达150 J。相比传统TMCP工艺,以超快冷技术为核心的新一代TMCP技术可以获得更细小晶粒。王超等人[13]利用新一代TMCP工艺试制Q550钢板指出,以超快冷技术制造的Q550钢板可以为TMCP态或回火态,其力学性能与离线淬火+回火热处理获得的组织性能相当。张军等人[14]指出,随着钢板厚度的增加,Q550D钢板心部组织由贝氏体+铁素体转变为粒状贝氏体+铁素体+珠光体。王宝华等人[15]通过对低碳V-N-Cr微合金强化钢板研究指出,随冷却速度降低,多边形铁素体及针状铁素体会析出细小弥散的碳化物。细晶强化和析出强化是主要的强化方式,晶粒细化及针状铁素体的形成有效阻断解理断裂裂纹的扩展,从而增强低温韧性。齐翔羽等人[16-17]成功开发了V-N微合金化高强度Q550D中厚板,N及V析出物的形成可以有效改善低合金高强钢板的强韧性。
Q550钢焊接的关键是防止冷裂纹的形成和高强度条件下确保高的冲击韧性。影响其焊接接头脆性的主要因素是M-A组元、贝氏体和粗大铁素体组织,甚至魏氏体组织,其中魏氏组织对材料脆化的影响最为明显。冷裂纹敏感指数和碳当量是表征焊接冷裂倾向的重要指标,热影响区冷裂倾向主要与焊缝中的扩散氢含量、焊接结构拘束度和焊接热循环有关。崔伟等人[18]通过斜Y坡口实验研究Q550钢裂纹敏感性发现,预热60 ℃可避免Q550D焊接接头裂纹的形成,通过对焊接热输入和不同层间温度分析指出,焊接热输入控制在9.58~22.44 KJ/cm,层间温度控制在100~250 ℃,可以得到性能优异的焊接接头。熊江等人[19,22]采用富氩气体保护焊的方法对不同坡口角度的Q550钢板进行焊接试验表明,随着坡口角的增加,焊缝抗拉强度呈现先增加后降低的变化趋势,焊缝伸长率呈逐渐下降趋势,冲击吸收能呈先升高后降低趋势。朱晓丽等人[20,21]的试验结果表明,Q550D钢板的热影响区最高硬度可达297 HV。在中等拘束条件或斜Y坡口条件下,20 mm厚Q550D钢板不预热情况下焊接也可获得无裂纹的焊接接头。TMCP工艺制造的 Q550高强钢板属低焊接裂纹敏感型材料,具有较好的抗冷裂纹能力,但在低温条件下焊接作业时,建议焊前适当预热,而且焊后及时进行热处理,以达到消氢和消除部分焊接应力的目的,避免焊接裂纹的形成。
2.3 Q690低合金高强钢
Q690低合金高强钢不仅具有高的强度,而且兼有良好的塑性和韧性,可以直接在调制状态下使用,Q690的应用不仅可以显著增加结构的强度,减轻自重,而且可以有效降低成本。Q690低合金高强钢的化学成分要求见表3。

表3 Q690高强钢化学成分要求(质量分数) %
依据GB/T 1591—2018标准要求,目前应用于装备制造的Q690级结构钢板材料屈服强度通常要在680 MPa以上,抗拉强度在770~940 MPa,伸长率在14%以上。Q690钢的典型金相组织为B粒,另外,国内部分企业采用在线淬火工艺生产制造Q690级钢板,其组织主要为板条马氏体。
现代高强钢的发展在不断提高钢强韧性的同时,逐步改善其焊接工艺性。张虹等人[23]采用低碳和Nb、V、Ti复合微合金化技术开发了Q690钢,采用TMCP工艺,结合轧后热处理,开发的Q690钢既满足了各项力学性能指标要求又降低了制造成本。姬凤芹等人[24]通过对Q690进行合金减量化设计,降低Ni、Cu元素含量,克服对Mo元素的依赖,采用以超快冷技术为核心的新一代TMCP技术生产出屈服强度达745 MPa,夏比冲击吸收能达166 J的低成本Q690钢。与传统TMCP+淬火+回火工艺相比,新一代TMCP工艺取消了淬火+回火过程,生产成本大幅度降低,而且节能降耗,减少了污染物的排放。高照海等人[25]对Q690钢化学成分、冶炼、轧制及热处理工艺进行优化设计,开发了性能优异的Q690高强度厚板,其组织为保持原马氏体位向的索氏体。宋欣[26]在C-Mn-Nb-V成分系的基础上开发了经济型Q690D钢,随着终冷温度的逐渐降低,钢的强度逐渐上升,不含Mo钢的Q690钢的强度对冷却速度的细微变化不敏感。奇祥羽等人[27]对中锰Q690钢研究发现,中锰钢组织通常为回火马氏体和奥氏体复相组织。逆转变奥氏体发生相变诱导塑性效应是中锰钢的主要强韧化机制,该效应增加了均匀延伸率,有效提高了裂纹形成和扩展所需的能量,进而改善中锰钢的强韧性。陈振业等[28]通过低碳及Mn-Cr-Mo-B-V-Ti微合金化成分设计,采用调质工艺成功开发出Q690E钢板,微观组织为回火索氏体,屈服强度达800 MPa以上,而且有效控制了生产成本。张勇伟等人[29]采用在线淬火工艺成功获得了以板条马氏体为主要组织的Q690D钢板研究,实现了钢板的高强韧匹配。朱希等[30]对国产Q690钢材料的11 638组力学性能进行数理统计分析,获得了不同厚度分组材料屈服强度的统计参数,为我国高强钢构件抗力分项系数的确定提供了有力支撑。
随着钢材屈服强度的升高和合金元素含量的增加,低合金高强钢焊接难度也逐渐增大。高强钢焊接面临的主要问题包括冷裂纹倾向、热影响区脆化及软化问题。Q690添加了多种提高淬透性的合金元素,微观组织主要为粒状贝氏体和板条马氏体。淬透性提升的使得冷裂倾向显著增加,所幸碳含量比较低,如果在MS温度时冷却速度较慢,获得的马氏体组织能够“自回火”,冷裂纹完全可以避免。反之,如果马氏体转变时的冷却速度很快、焊缝组织无法实现“自回火”,其冷裂纹倾向则会显著增大。焊缝热影响区产生脆化的原因主要与奥氏体晶粒粗化、上贝氏体和M-A组织有关。
王婷等人[31]研究Q690D焊接性发现,热影响区对氢致裂纹有一定的敏感性,在焊接作业过程中要严控扩散氢的形成,焊后需进行消氢处理。采用实心焊丝气体保护焊时,焊前要进行适当的预热,焊后进行消氢处理和去应力处理,以确保基体和焊缝的整体性能。Q690D钢板普遍采用多层焊,角焊缝接头的拘束应力较大,如果焊接工艺不合理,焊接接头极易产生冷裂纹。韩振仙等人[32]采用碳当量为0.52%的Q690D研究焊接冷裂纹敏感性指出,预热温度高于100 ℃可以防止冷裂纹的产生。郭宏超等人[33]对Q690D高强度钢材及其焊缝部位的疲劳寿命进行系统试验评价,拟合出了疲劳寿命S-N曲线,十字焊接接头S-N设计曲线与理论疲劳设计曲线吻合较好。焊接结构疲劳寿命容易受多方因素的影响,波动性较大,这些因素包括但不限于材料、焊接工艺、构件形状、尺寸、表面状态和应力状态等。刘朋等人[34]研究表明,高镍合金含量能够细化焊缝晶粒。X型坡口的厚板焊接速度大于单V型坡口,而且热影响区和焊缝区的晶粒较细,具有更优异的性能,单X坡口焊接时务必重视焊根部位的清理程序。刘军华[35]通过优化焊接工艺解决了Q690E焊接接头韧性低的问题,使得焊缝各个部位在-40 ℃条件下冲击吸收能均可大于69 J,获得焊缝优异冲击吸收能的关键是科学选择焊接热输入和焊丝进给速度的合理匹配。黄达善等人[36]通过Q690 MAG焊研究也指出,合理控制层间温度和热输入是防止焊接冷裂纹的关键所在。30 mm厚Q690钢板的焊缝组织主要为铁素体、贝氏体及低碳马氏体混合组织。熔合区主要为板条状马氏体、贝氏体和针状铁素体。Q-P-T工艺处理后的Q690钢焊接接头熔合区及热影响区会形成较多的马氏体和残奥组织,晶粒细化,焊接接头屈服强度较普通Q690钢提升10%以上[37 ]。随着国内针对Q690钢焊接技术系统研究工作的逐步深入,Q690钢的焊接难题也在逐步被攻克,但由于高强度高碳当量的客观实际,存在一定的冷裂倾向,在工程应用中必须严格控制焊接工艺和操作规范,切实做好焊前预热和焊后处理,避免焊接结构裂纹的形成。
3 油气钻井装备用低合金高强钢发展展望
随着我国经济的快速发展,对石油天然气的需求量快速攀升,2018年我国天然气消费量达2 766亿立方米,进口天然气1 254亿立方米,石油表观消费量达6.25亿吨,进口石油4.6亿吨,进口依存度达70.9%。未来相当长一段时间,随着经济的发展,我国对于石油天然气的需求量将持续增大。深层油气资源的开发受到世界各国的普遍重视,也是未来油气勘探开发的重点领域。我国深层油气资源丰富,陆上主要的剩余石油和天然气资源均分布在深层和超深层,开发利用前景广阔。我国西部近10年来增长的油气储量中,约90%来自于埋深超过4 500 m的深层超深层。在这种情况下,加强油气资源的勘探开发对于保障我国能源安全具有重要意义[38]。“十三五”以来,中石油集团公司深井超深井数量逐年增加,2018年,4 000 m以上深井数量突破800口。钻井技术的竞争本质上是装备技术水平的竞争,为了顺利开展深层超深层油气资源的勘探开发,必须具备高性能的油气钻井装备。与国外标杆企业钻井装备相比,国产装备在结构设计及材料应用、自动化水平等方面还存在不小的差距。随着装备制造业产品的不断升级,油气钻井装备对材料的要求不断提高,为了满足未来深层超深层及非常规油气资源勘探开发的需要,必须大力推进钻井装备材料的性能提升,尤其是应用量巨大的低合金高强度结构材料,进而推动钻井装备的升级换代。低合金高强度结构钢未来的发展就是要最大限度的开发利用材料性能,提高钢的综合性能,降低生产成本,改善制造工艺性能。自上世纪末以来,国际主要钢铁强国相继出台了新一代钢铁材料研究计划,将超细组织、高洁净度、微合金强韧化、高均匀度钢铁材料作为重要的研究方向。国内外成功开发利用的先进高强度结构钢包括:纳米粒子析出强化高强钢、双相钢、复相钢、相变诱发塑性钢、孪晶诱导塑性钢、淬火-配分钢、淬火-配分-回火钢等,通过利用变形或热处理优化钢材微观组织,确保钢铁材料的高强韧性。高性能化和高性价比是低合金高强钢发展的必然趋势。低碳超低碳、高纯净化冶炼、高强韧化设计、多元微合金强化、控轧控冷新工艺、超细晶粒化及计算机模拟技术等先进技术工艺的推广应用为科学调控钢铁材料强韧性和高性能钢铁材料的开发提供了有力支持。目前,冶金行业高性能钢铁材料的开发进度明显高于油气钻井装备材料的更新速度,这为高性能新材料在油气钻井装备领域的应用发展提供了广阔空间。
4 结 论
1)随着深层油气资源的开发及装备制造技术的进步,低合金高强结构钢在油气钻井装备制造领域具有广阔的应用前景。
2)国内围绕Q460、Q550及Q690低合金高强钢开展了大量研究,已形成系列规格高强钢的制造工艺,为高强钢的推广应用提供了有力保障。
3)为了更好的推动低合金高强结构钢的应用,建议冶金行业与油气行业加强沟通交流,共同促进我国油气钻井装备用钢的发展进步。
