卷烟厂余热综合利用可行性研究
2020-12-30王雷岗王团结
王雷岗 王团结
机械工业第六设计研究院有限公司
0 引言
卷烟生产企业具有空调面积大、全年保持恒温恒湿、车间内工艺设备发热量大等特点,此外,还有较大的锅炉、空压、真空等动力系统,这些能耗占卷烟生产企业总能耗的比重较大。2016 年印发的烟草行业“十三五”节能减排工作方案[1],从管理及技术方面提出了行业节能减排的要求。一些科研单位和卷烟生产企业相继开展了卷烟生产企业节能减排的研究,余热综合利用被认为是卷烟生产企业节能减排一项重点工作。
研究人员已对余热回收利用做出了大量研究,刘宇宁等[2]采用全年逐时动态模拟计算的方法,研究排风热回收系统全年动态节能率,研究结果表明温和地区不建议采用排风热回收装置。彭嵘等[3]研究武汉卷烟厂排风热回收在典型年工况运行时的热回收量,结果表明卷接包工艺排风热回收价值不高,不推荐回收。邵征宇等[4]结合卷烟厂工艺特点利用联合工房工艺排风,预热空调系统新风,确定了全热回收方式的可行性。张小芬等[5]介绍了卷烟厂的工艺及负荷特点,提出了卷烟厂空调系统余热回收利用的研究方向。尚未发现有对严寒地区卷烟厂工艺过程余热综合利用的研究,严寒地区新风预热耗热量大,因此笔者对此进行了深入的分析和研究。
1 卷烟工艺流程及余热利用潜力分析
卷烟工艺流程主要有烟片处理,叶丝加工,梗丝加工,掺配加香,膨胀烟丝,滤棒成型及卷接包装等[6]。生产过程中产生的热、尘及大量湿蒸汽,对烟丝的含水率,卷烟质量及物料消耗等有很大的影响,因此恒温恒湿空调系统的控制精度要求较高,如表1[7]所示。
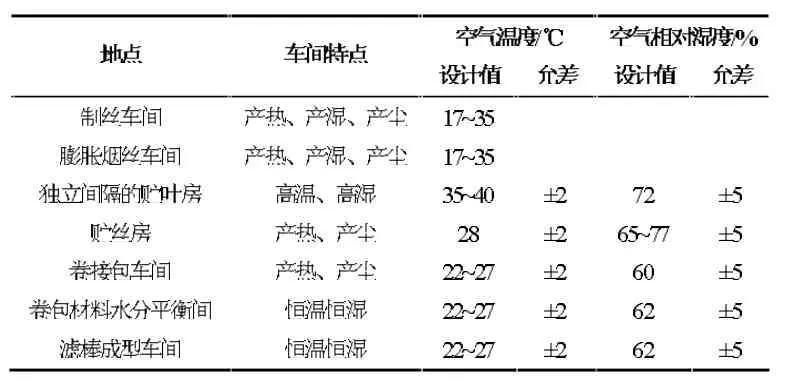
表1 卷烟厂车间工艺特点及温湿度要求
可以看出在卷烟生产过程中,工艺除尘、排潮工作十分重要,除尘、排潮均是通过排风的方式到达除湿除尘的目的,但是以牺牲室内空调房间内空气为代价,排风温度达到高温排风120~150 ℃,低温排风30~50 ℃,其次制丝车间工艺排风量较大,设计时最小新风比一般达到35%[5],在严寒地区的冬季,预热新风造成很大能量浪费,工艺排风是余热回收研究重点。
2 余热综合利用系统
当前卷烟生产企业余热回收利用存在问题如下:1)余热资源供给和需求不平衡,一方面工艺过程产生的大量中低温余热资源直接排放,另一方面烘丝、贮叶、工艺空调等环节需消耗大量的热量。2)余热利用率低,卷烟生产企业缺乏整体余热资源的综合利用规划,余热资源的经济效益和社会效益没有得到充分发挥。3)利用余热资源时没有考虑不同地区的气候条件差异性,盲目跟风导致余热回收系统的投入和产出严重失衡,经济性差。
笔者从现有卷烟生产企业能源利用方式及存在的问题出发,对其余热综合利用的要求主要包括:
1)不能以牺牲工业生产作为节能的代价。
2)以需求量确定回收量,避免余热回收后得不到充分利用的现象,产生“二次余热”。
3)坚持“高质高用、低质低用”的利用原则。
4)就近利用,降低热量运输的热损失与管线投资成本。
5)技术可行、经济合理,投资回收期合理。
6)满足工艺性,舒适性,经济实用性,地区适宜性及节能降耗之间综合平衡。
如图1 所示将余热回收系统与地源热泵系统结合起来,利用地源热泵系统室外地埋换热、蓄热系统,将其作为“热能银行”,工厂生产及热量富裕时向其内“储蓄热能”,工厂停产及需用热量时从其内“支取热能”,这样就建立了一个热能的闭合传送链,极大地提高了能源利用率。土壤源热泵技术利用低品位的地热能,余热回收提供高品位热能,两者结合,既能大大提高夏季土壤源热泵机组的COP 值,又能扩大余热回收后的利用空间,充分实现了能源的梯级利用。
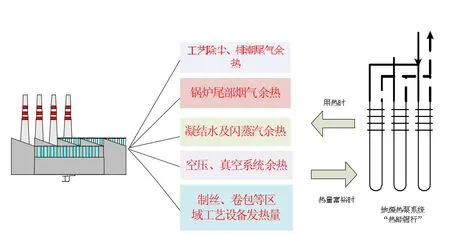
图1 卷烟厂余热综合利用示意图
3 余热综合利用案例分析
本文以北方某卷烟厂为研究对象,构建了一套综合的余热利用方案,以解决严寒地区生产过程余热回收利用的问题。该项目地处严寒地区,工艺性空调冬季的新风温度较低,在进入空调箱之前必须进行预热处理,避免低温新风冻坏空调加热盘管,新风热负荷很大。按工艺资料提供的数据统计,片烟预处理、真空回潮、制叶丝、制梗丝、加香储丝等工段有工艺排潮,排潮风量共计79200 m3/h。制丝车间的除尘风量共计143360 m3/h。通过对可资回收利用的余热资源进行评估,有两种热回收方案可供选择:一是高温的工艺排风直接换热得到55 ℃热水然后加以利用。二是低温的工艺排风经高温空气源热泵回收提升为55 ℃热水并加以利用,两个方案回收的55 ℃热水再辅以保障性的蒸汽热源可用作新风加热热源。同时为提高热源系统的保障率,本项目利用城市热网系统的热水(60/40 ℃)直接连在供水循环蓄热水箱上,即当余热回收系统因故不能保证系统需求时,可启用保障系统临时应急,以保障生产的安全性。
3.1 制丝车间余热源及用途
制丝车间排潮最大风量75480 m3/h,高温气体少,不分高低温,混合进行热回收,温度40 ℃。薄板烘丝机、叶丝气流干燥机、滚筒式烘梗丝机、梗丝气流干燥机等高温排气设备排风量共计35500 m3/h,温度120~150 ℃。制丝车间工艺除尘排风风量143360 m3/h,温度30 ℃。制丝车间余热回收的热量用于制丝车间空调机组的新风预热,将室外空气由-25 ℃(最低)加热到10 ℃。
3.2 制丝车间余热回收方案
制丝车间余热热回收空调系统由余热回收系统,保障系统,制丝车间空调机组新风预热系统及制丝车间余热回收智能控制系统等组成,空调系统原理如图2 所示:
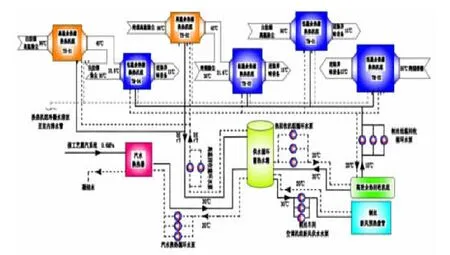
图2 制丝车间空调余热回收系统图
烤烟工艺除尘排风,其高温部分(14500 m3/h),在未进入除异味系统之前(温度按90 ℃计算),利用“高温余热源换热机组(设备编号TH-02,换热量75 kW)”进行热能回收,得到水温为55 ℃(余热回收系统设计供水温度)的热水,进入供水循环水箱。对经过汽水换热回收后的烘丝机尾气(温度按65 ℃计算)与其它除尘排风混合后(共计87280 m3/h,温度按30 ℃计算),进入除味系统的喷淋塔前,利用1 套“低温余热源换热机组(设备编号TM-03 换热量共计600 kW)”进行二次能量回收。
白肋烟工艺除尘排风,其高温部分(21000 m3/h),在与低温除尘混合进入除味系统前(温度按90 ℃计算),利用“高温余热源换热机组(设备编号TH-01,换热量100 kW)”进行热能回收,得到水温为55 ℃(余热回收系统设计供水温度)的热水,进入供水循环水箱。对经过汽水换热回收后的烘丝机尾气(温度按65 ℃计算)与其它除尘排风混合后(共计58580 m3/h,温度按40 ℃计算),进入除味系统的喷淋塔前,通过1 套“低温余热源换热机组(设备编号TM-04,换热量800 kW)”进行二次能量回收。
白肋烟排潮(风量最大27700 m3/h,温度按40 ℃计算),在进入除味系统的喷淋塔前,通过1 套“低温余热源换热机组(设备编号TM-01,换热量300 kW)”进行二次能量回收。
烤烟排潮(风量最大45280 m3/h,温度按40 ℃计算),在进入除异味系统的喷淋塔前,采用1 套“低温余热源换热机组(设备编号TM-02,换热量500 kW)”进行二次能量回收。
以上所有低温余热源换热机组组成一套回收侧的的循环水系统,并配置循环水泵及管道系统,利用1套“高效余热回收机组”进行二次能量回收,得到供水温度为55 ℃的热水,进入供水循环水箱。供水管路设置一组供水循环蓄热水箱(储水量20 吨),并配置循环水泵及管道系统,使“高温余热源高效热回收机组”以及“低温余热源高效热回收机组”分别与循环蓄热水箱之间进行循环换热。
根据计算,制丝车间除尘、排潮尾气的最大余热回收量约2300 kW,而制丝车间、白肋烟预处理车间的冬季空调新风预热所需热量约1800 kW,此部分余热回收量可以满足空调新风预热的需求。
3.3 卷包车间余热回收方案
卷接包车间工艺除尘最大排风风量109600 m3/h,温度25 ℃。因卷接包车间工艺除尘排风的可回收热量较小,不能满足卷接包车间空调机组的余热要求,与制丝车间共用蓄热水箱,卷包车间余热热回收及空调系统原理图见图3:

图3 卷包车间余热回收及空调系统原理图
1)卷接包工艺除尘(风量最大109600 m3/h,温度按25 ℃计算),在进入除味系统的喷淋塔前,通过2 套低温余热源换热机组(设备编号TM-05,TM-06,换热量160 kW)进行二次能量回收。
2)所有的低温余热源换热机组组成一套回收侧的循环水系统,并配置循环水泵及管道系统,利用1 套高效余热回收机组进行二次能量回收,得到供水温度为50 ℃的热水,进入供水循环水箱。
3)供水管路设置一组供水循环蓄热水箱(储水量20 吨),并配置循环水泵及管道系统,使空压机,真空泵的余热以及低温余热源高效热回收机组分别与循环蓄热水箱之间进行循环换热。
根据计算,卷包车间除尘尾气的最大余热回收量约320 kW,而卷包车间的冬季空调新风预热所需热量约1000 kW,此部分余热回收量只能满足部分空调新风预热,不足部分由动力中心蒸汽热源补充,运行节能降耗。
3.4 其他余热综合利用分析
卷烟生产企业在生产过程中会产生大量的废热,除了制丝生产过程中工艺设备除尘、排潮的尾气,蕴含大量的余热资源外,锅炉尾部烟气余热。凝结水及闪蒸汽余热。空压、真空的冷凝热等。具体分析如表2:
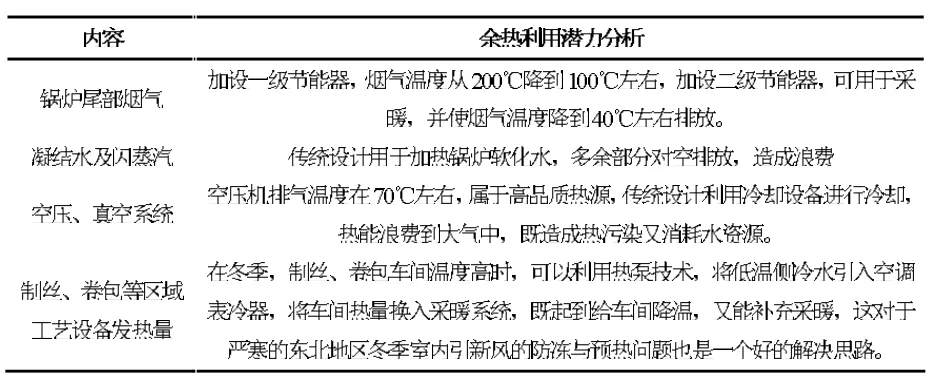
表2 其他余热资源利用分析
4 经济性分析
空调预热系统有较大的季节性和时间性,根据项目所在地的气象参数可知,室外新风从9 月到第二年的5 月均需要预热。其中,室外气温≤-10 ℃的时间为1867 h;室外气温在-10~0 ℃之间的时间为1457 h。室外气温在0~10 ℃之间的时间为1688 h。由于余热源对空调预热系统的最大可能贡献率不足最大需求的18%,所以高温余热系统回收的热量几乎可不停歇的使用。
余热回收系统的正常工作是建立在车间有余热的基础上,下面仅就余热回收系统正常工作时,系统本身的能效加以分析:
当制丝车间所有设备均处于正常工作状态时,制丝高温余热回收系统的最大可回收余热量为960 kW。则全年用于预热的回收热量为:总热量=最大可回收高温热量×需预热时间×运行频率=960×5012×0.45=2405634 kWh。空调预热平均开启频率按需预热工况的50%计,即0.5。换算成蒸汽约为3200 吨,蒸汽按400 元/吨计算,折算的蒸汽费用=3200×400=128万元。
在此状态下,余热回收系统的能源消耗主要来自于机组循环水泵,余热回收机组水泵功耗=5.5×0.9×2=9.9 kW,水泵能耗=水泵功耗×需预热时间×运行频率=9.9×5012×0.5=24809 kWh,电价按1 元/kWh 计算,折算电费:24809×1=2.5 万元。
夏季,当新风不需要预热时,可以将回收的热量用于地源热泵系统回灌,此时只需要将管路系统与热泵夏季回灌系统连接即可。如前所述,当制丝车间所有设备均处于正常工作状态时,制丝高温余热回收系统的最大可回收余热量为730 kW。则全年用于回灌的回收热量为:总热量=最大可回收高温热量×需预热时间×运行频率=960×3000×0.5=1439925 kWh,制丝车间平均开工频率按50%计,即0.5。换算成蒸汽约为1920吨,折算蒸汽费用:1920×400=76.8 万元。
在此状态下,余热回收系统的能源消耗主要来自于机组循环水泵,余热回收机组水泵功耗:5.5×0.9×2=9.9 kW,水泵能耗=水泵功耗×需预热时间×运行频率=9.9×3000×0.5=14850 kWh,折算电费:14850×1=1.485 万元。
费用分析:回收节省总计=128+76.8=204.8 万,回收循环用电费=2.5+1.485=3.985 万,年预计节约费用=204.8-3.985=200.8 万。
其余与预热回收有关的能耗,包括空调机组预热的循环水泵,汽水换热循环水泵或与回灌系统相连的水泵等动力系统,可以看做是正常开通系统的一部分。空调预热循环水泵功耗:30×0.9×2+18.5×0.9×2=87.3 kW,汽水换热循环水泵功耗:30×0.9×3=81 kW,因空调循环水泵是为整个空调预热系统服务的,如不计入空调循环功耗时,余热回收系统总耗电功率为9.9 kW,此时余热回收系统的能效比为960/9.9=96.9。
可见,制丝车间高温余热回收系统具有极高的能效比和经济性,节能减排效果显著。
5 结论
卷烟厂工艺生产过程中一方面除尘、排潮等工艺排风伴随着大量的能量散失。另一方面严寒地区工艺性空调冬季的新风温度较低,在进入空调箱之前必须进行预热处理,需要消耗大量的热量,余热资源存在很大的利用空间。本文对黑龙江某卷烟厂余热资源利用方案进行了分析研究,结果表明,严寒地区卷烟厂余热回收综合利用系统节能效果显著,具有极高的能效比和经济性。在此基础上笔者认为卷烟厂设备运行周期长,锅炉烟气、空压机排气、工艺设备散热等余热资源同样可利用性较高,有待进一步深入研究。
