对金属材料顶锻试验方法标准的修订建议
2020-12-25杨浩源李荣锋赵喜庆张红宇乐金涛
杨浩源, 李荣锋, 赵喜庆, 张红宇, 乐金涛
(1.上海申力试验机有限公司, 上海 201411;2.东莞材料基因高等理工研究院, 东莞 523808;3.凌源钢铁股份有限公司, 朝阳 122504;4.江苏沙钢集团有限公司, 张家港 215625;5.中国仪器仪表学会试验机分会, 北京 100088)
中国是世界上最大的棒线材生产国,年产量占世界生产总量的1/3以上,棒线材也是中国第2大钢材生产品种。根据国家统计局、钢联数据等单位统计,在2015年,中国棒线材产量合计为4 2284.9×104t,占钢材总产量的37.6%;棒线材的消耗为38 003×104t,占钢材消耗量的37.1%。同时棒线材也是中国出口最多的钢材品种,2015年中国出口棒线材4 389.3×104t,占钢材出口总量的39.1%。
棒线材可分为普通质量棒线材和优特钢棒线材。截止2015年底,全国44家优特钢工业线材企业的生产线有114条。除了优特钢工业线材企业外,其他分布在各个地方的普通棒线材生产企业不计其数,良莠不齐。
棒线材(以线材为例)是指热轧圆钢或者相当此断面的异形钢,棒线材通常以盘条形式交货,统称为盘条。线材一般用普通碳素钢和优质碳素钢制成,线材包括普通低碳钢热轧圆盘条、优质碳素钢盘条、碳素焊条盘条、调质螺纹盘条、制钢丝绳用盘条、琴钢丝用盘条以及不锈钢盘条等。通常线材都需要进行深加工才能够使用,包括钢丝制品、金属钉、金属网、钢绞线、钢丝绳、钢帘线、钢琴线、冷镦钢丝、螺栓、焊条、冷拉钢材、小五金件和紧固件等等。
在对金属棒线材进行性能检验时,除了常规的拉伸、弯曲、冲击、硬度、金相检验等检验之外,按照产品标准或双方的供货协议要求,需对棒线材料进行顶锻试验以检验其延展性能。
1 顶锻试验国家标准现状及发展
现行的YB/T 5293—2014《金属材料 顶锻试验方法》中的第3条对顶锻试验的原理是这样描述的,“在室温或加热状态下沿试样轴线方向施加压力,将试样按规定的锻压比压缩,检验金属承受顶锻塑性变形的能力并显示金属表面缺陷以判断产品表面质量的一种工艺试验方法”,顶锻试验示意图如图1所示。
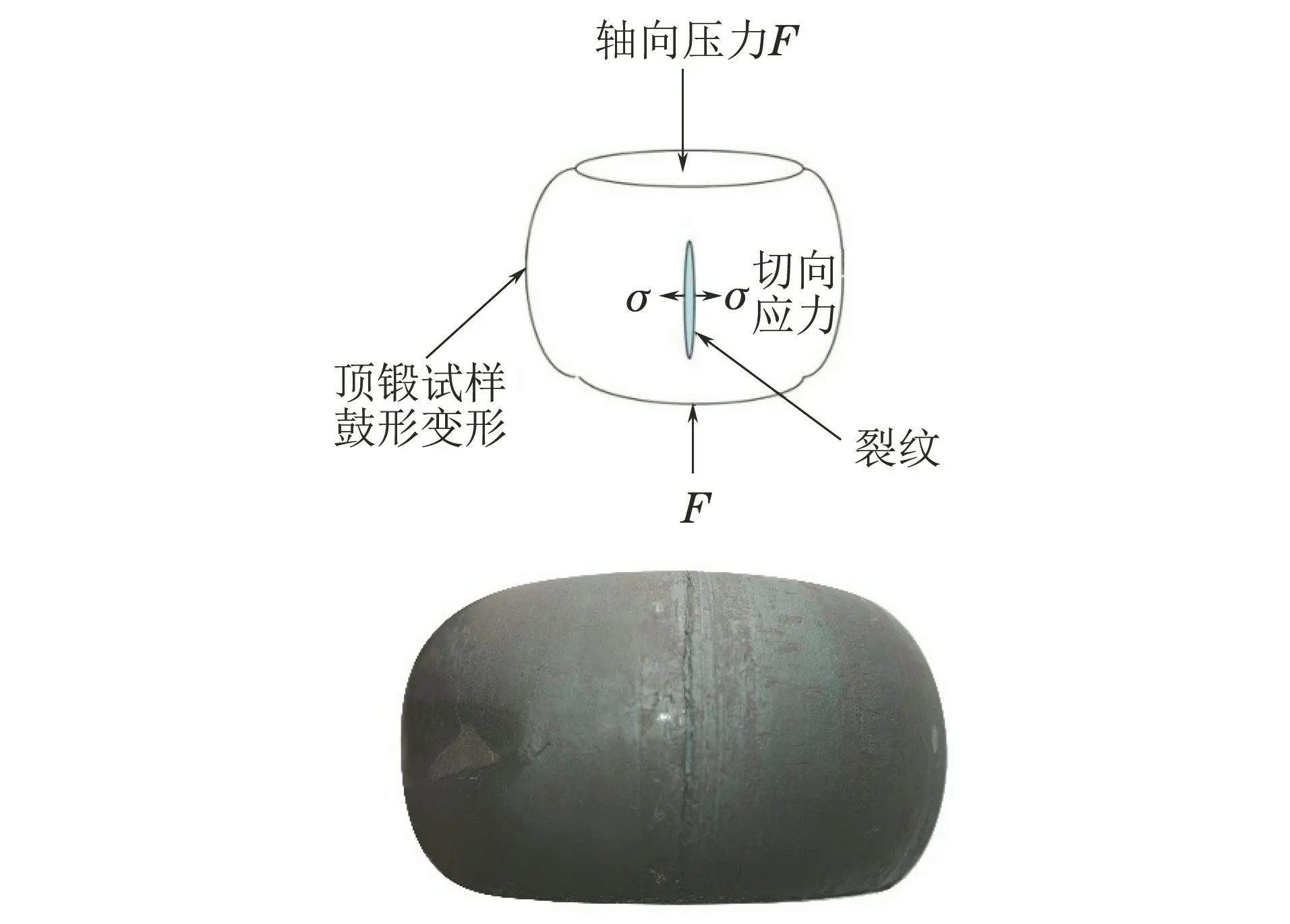
图1 顶锻试验示意图Fig.1 Schematic diagram of upset test
顶锻试验锻压比计算公式为
h1=hX
(1)
式中:h为顶锻试验前的试样高度;h1为顶锻试验后的试样高度;X为锻压比。
顶锻试验国家标准从1963年首次颁布至今已经历了5个版本,先后经历了GB/T 233—1982,GB/T 233—2000,以及从国标改成冶金行业标准YB/T 5293—2006。YB/T 5293—2006增加了试验的规范性附录A——《热轧棒线材试样表面允许欠缺深度的测量和判断》,有了比较具体的测量和判断原则。在YB/T 5293—2006第6条试验设备中根据顶锻试验机技术的发展,首次在顶锻试验设备中将顶锻试验机列为顶锻试验设备的首选,确定了顶锻试验机在顶锻试验中的地位。现行的标准是YB/T 5293—2014。
2 顶锻试验机新技术发展
钢铁厂生产的线材、棒材产量大、检测频次高、检测周期快。传统的顶锻试验机对每一规格都要相应的配置一套模具,不同的锻压比又需配置不同的模具。试样直径的增加必然使试验机的力值规格增大,顶锻模具的质量也相应增加,而热顶锻模具的质量则会更大。
为了减少操作步骤、提高工作效率、减少模具数量,降低操作人员的工作强度,上海申力试验机有限公司从20世纪90年代起就投入了大量的研发力量,根据试验标准要求和各大钢厂、标准件厂用户的实际需求,研发制造了不同技术要求和配置的顶锻试验机,如图2所示。运用现代计算机和电液伺服技术,采用与棒线材深加工速度相似的控制速度,集校直、剪切、顶锻压扁为一体的全自动快速顶锻试验机保证了顶锻试验的准确性、可比性,成为完全符合金属材料顶锻试验方法标准要求的顶锻试验机。
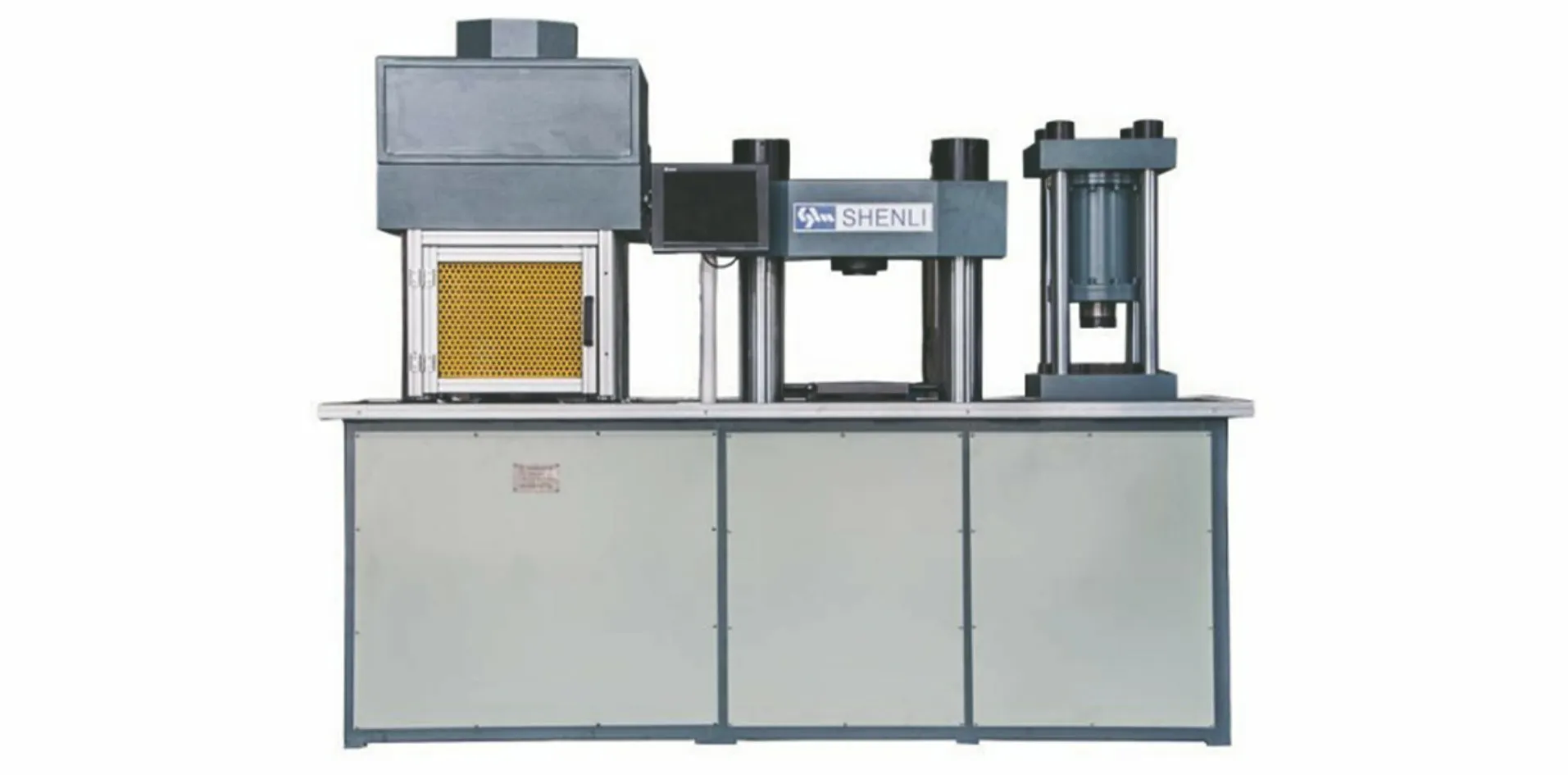
图2 全自动快速顶锻试验机实物图Fig.2 Diagram of automatic rapid upset test machine
全自动快速顶锻试验机主要技术参数如下。
适用于φ(5~50)mm的棒线材;
最大压扁试验力1 000,2 000,3 000,5 000,6 000 kN可选;
最大剪切力1 000 kN;
最大校直力150 kN;
冷顶锻速度70 mm·s-1;
热顶锻速度90 mm·s-1;
行程调整速率10~100 mm·min-1;
行程位移精度5 mm。
冷、热顶锻锻压比1/2,1/3,1/4等常用锻压比用户可根据使用要求自定义设置,自动控制试样压扁高度(而不是用传统标准垫块做压扁高度)。
全自动快速顶锻试验机还有如下优点,压扁时间最快0.5 s,时间可任意向上调节;校直部分带有上下底板,减少校直过程中对试样表面的损伤;采用不同尺寸的剪切座,双限位保护,确保剪切工位满足盘条剪切高度和强度等要求;加热炉最高额定温度1 200 ℃,控温精度 不大于±1 ℃,配有与顶锻试验机高度相当、方便热顶锻试样转移的试样架;顶锻工位设计了安全防护门,如门未关闭系统则禁止启动;专用的导向装置和支承垫,可以在顶锻试验过程中防止锻斜。
采用可编程逻辑控制器(PLC)自动控制试样压扁高度来进行试验,PLC操作界面如图3所示。在确定试样规格及压下量后,将试样尺寸及压下量输入PLC,然后采用PLC控制伺服驱动器和伺服电机带动丝杠运转,使功能垫块自动调节高度。

图3 快速顶锻试验机PLC操作界面Fig.3 PLC operation interface of rapid upset test machine
根据顶锻试验取样的特性,顶锻试验机的液压系统具有试样预压功能,即先输出一个比较低的压力使试样定位,防止因试样在取样或加工过程中造成的上下两端面不平行从而造成锻斜,影响试验结果,最后通过快速顶锻压扁完成试验。
顶锻机采用上置油缸四立柱框架结构,工作台安装于活塞的下部,当液压站向活塞供油时活塞下行压扁试样,返回时活塞上行复位。快速顶锻采用顶锻试验机液压站蓄能器蓄力方式,可以自动控制调节压扁速度,在顶压的瞬间释放能量以保证快速顶锻可以有效实现。设计时为了防止蓄能器能量不够,顶锻压缩比达不到标准要求,其最终顶锻高度判断条件仍是通过位移控制来实现。
全自动快速顶锻试验机工作流程为试验时试验人员根据接收到的试验要求,将线材、棒材样坯放入试样架或通过自动导引(AGV)小车送达指定的位置→机械手根据预先在程序上设置好的位置抓取样坯→送校直工位进行样坯校直→送剪切工位进行样坯剪切→机械手将剪切后符合高度要求的试样放置到顶锻试验机试验位置,在确保上下两端面平行的情况下自动调用预定设置好的试验方法进行试验→试验结束后机械手自动取下试样放置到评定工位→通过人工评定后将试验数据输入、保存并发送给上位机。
如果前道工序已经将样坯校直并加工成合格的试样,那全自动顶锻试验机就越过矫直和剪切工位,直接进入到试验工位。计算机、多轴机械手等自动化技术在顶锻试验机上的运用(见图4),成功地解决了多工位顶锻试样上、下料的问题,特别是解决了热顶锻试验中的送取样难题。

图4 带机械手全自动快速顶锻试验机实物图Fig.4 Diagram of automatic rapid upset test machine withindustrial robotic arm
3 对顶锻试验方法标准的修订建议
全国钢标准化技术委员会根据国家标准化管理委员会“关于下达2020年第二批推荐性国际标准计划的通知”及工业和信息化部工信厅“关于印发2020年第二批行业标准修订和外文版项目计划书”的精神,下达了对行业标准YB/T 5293—2014的修订任务。笔者结合国内目前在顶锻试验方面的经验和存在的问题,征询了国内许多开展相关顶锻试验的试验室技术人员的意见,对标准提出如下修改建议。
(1) 我国是世界上最大的棒线材生产国,棒线材也是我国第二大钢材生产品种,顶锻试验又是棒线材产品重要的检验手段之一,尤其是棒线材下游涉及到如螺栓等的深加工产品有此要求。因上,现在YB/T 5293—2014仅为行业标准的地位明显与棒线材的生产、下游产品的规模种类和检验要求等现状不相匹配,因此建议该标准恢复为国家标准。
(2) 笔者认为YB/T 5293—2014对顶锻试验原理中“检验金属承受顶锻塑性变形的能力”的描述有瑕疵。顶锻试验是一种工艺试验,其只是在试验机上通过顶锻塑性变形来显示金属表面缺陷以判断产品表面质量,并不检验塑性变形的能力,因为顶锻试验不可能像压缩等试验那样测量定量指标,其不具备足够的分辨力和能力来评判塑性变形的能力。
(3) 建议标准中5.4款“试样端面应垂直于试样轴线”改为“试样上下两端面应垂直于试样轴线”,这样描述后可以明确对试样加工的要求,有效减少在顶锻试验过程中试样发生锻斜的现象。
(4) 标准中的5.5款“试样标志应标记在试样的任一端面”。常规的试样标记方式在进行冷顶锻试验时问题不大。但在进行热顶锻试验时,如是采用记号笔手写的标记方式,由于高温标记容易被破坏;如是采用敲打钢印方式也会因试样变形比较大的缘故造成标记模糊,容易发生混炉等情况。
(5) 标准中的第5条“顶锻试验设备通常为顶锻试验机、万能试验机、压力机、锻压机或手锤”。由于锻压机和手锤的质量、起落高度等无法统一,无法有效控制试验速度和试验力,很难保证顶锻试验的检测质量,不能满足顶锻试验后试样高度允许偏差控制在±5%试样高度的要求。另外现在在实际操作中几乎已经不再使用手锤等方式进行顶锻试验。建议在标准的修订中取消用锻压机或手锤作为顶锻试验设备。
(6) 棒线材深加工厂家在大批量冲压零件时的速度是很快的,现在常用的液压式万能试验机,其在空负荷情况下速度最快为50 mm·min-1左右,在高负荷时速度为1 mm·min-1左右,无法适应棒线材深加工的速度要求。另外在试验过程中发现,采用不同的试验速度来进行顶锻试验,试验后其缺陷的反映程度也是有差别的,压扁速度快时其试样表面的缺陷暴露要比压扁速度慢的明显。建议在标准修订中增加对顶锻试验速度的要求,使顶锻试验速度符合棒线材深加工生产实际和质量检验要求。
(7) 标准中7.3款“对于热顶锻试验,试样的加热温度加热时间和允许的终锻温度应按照相关产品标准规定的要求”。建议对热顶锻试验中如加热温度、温度控制精度、试样保温时间、终锻温度、试样从加热炉取出来到完成热顶锻试验的时间、规定时间内的温度补偿、转移试样超过多少时间必须重新加热保温等关键要素作一个规定或推荐范围。否则会引起用户异议或质量纠纷。如相关产品标准有规定就按照规定执行,相关产品标准没有规定那就按照顶锻试验方法标准规定执行。
(8) 标准中7.4款“锻压比应在相关的产品标准或协议中规定,如没有具体规定,锻压比推荐为1…3”。在实际的试验过程中由于按照标准规定的锻压比不够,往往会使缺陷深度超标的试样虽经顶锻试验但还是没有裂开或显示不出缺陷深度,最后还是靠增加锻压比或者通过金相检验等方法来实现。建议修改为“锻压比推荐为1…3或尽可能大的锻压比”。
(9) 标准中7.5款“顶锻试验后的试样不应有扭歪锻斜现象,顶锻试验后试样高度允许偏差为±5%试样高度”。一是建议对“扭歪锻斜”作一个量化指标。二是建议顶锻试验后试样高度允许偏差要适当减小,或顶锻试验后试样高度允许偏差改为±(1%~2%)试样高度。因为顶锻试验后试样高度偏差太大对顶锻裂纹深度和宽度都有影响,进而影响对裂纹的判定。
(10) 标准中8.1款“顶锻试验后检查试样侧面,应按照相关产品标准的要求评定顶锻试验结果。产品标准未规定时,根据试样是否有目视可见的裂纹进行判断,若未出现裂纹则判为合格”。建议将标准中的“目视可见”改成“肉眼可见或通过相当于肉眼的视觉和图像处理等技术识别”。一是“肉眼”比“目视”明确,同时还要明确肉眼可见的3要素(正常的光线、正常的距离、不借助放大工具)。二是如现在标准对缺陷的判定规定只能通过人体的眼睛来看,那随着视觉识别、图像处理等新技术日新月异的发展,现在标准的修、制定可能会阻碍或制约未来新技术的发展。
建议明确评定是在试样热状态下进行还是试样在室温状态下进行,因为热顶锻裂纹在试样热状态和室温状态的可见程度是不一样的。大批量生产检验时,观察热状态的试样,试样表面温度高,氧化铁皮未脱落,不容易判定,判断误差大,容易引起误判。室温状态时热顶锻试样去掉了表面氧化铁皮,判定裂纹时更准确,所以建议标准中规定裂纹判定状态为室温。
建议规定试样冷却到室温的冷却方式,因为冷却方式不一样,裂纹形态有时会不一样。
目前在实际检验中如顶锻试样表面发现了裂纹,但是否判定为合格,各钢厂判定标准是不一样的,存在着企业内控标准,经常引起质量异议,建议标准需要明确评定的原则或操作方法。
(11) 标准的附录A中“热轧棒线材顶锻试验结果有争议时,采用金相检验方法来检验未经过顶锻的试样横截面缺陷深度,并根据产品标准或供货协议规定的表面质量等级和EN 10221:1996或YB/T 5293—2014表A.1判断,如果无表面质量等级的规定,参照YB/T 5293—2014表A.1中表面质量等级D级的规定判断”。对于热顶锻试样表面裂纹,如果是纵向贯通裂纹,可以追溯到未经过顶锻的试样,则
可以用金相检验方法来检验试样横截面缺陷深度。但如果热顶锻试样表面是呈现弥散点状裂纹或断续的裂纹,则未经过顶锻的试样横截面不一定有裂纹,也就无法用金相检验方法来检验试样横截面缺陷深度,这一点需要在标准修订的过程中再斟酌完善。
4 结语
目前国内对金属棒线材的需求是非常大的,为了保证优特钢工业棒线材和出口棒线材的质量,对棒线材进行顶锻试验是非常有必要的。标准制定者应重视顶锻试验,并提高标准的可操作性。
国际标准体系中并没有顶锻试验标准,但并不能说明顶锻试验就不重要。顶锻试验标准是生产方根据产品标准和对表面质量的要求自主建立的。顶锻试验经过试验机制造单位和试验室用户等50多a(年)的摸索和实践,积累了许多经验。应争取把顶锻试验标准转换成由中国主导创建的金属材料顶锻试验国际标准或将标准转换成外文版,走向世界。
顶锻试验标准尽量要与后续的棒线材深加工要求保持一致,形成统一的试验标准和质量评定标准。
在未来的顶锻标准修改过程中可以对金属棒线材深加工速度等问题开展讨论和进行验证试验。可以在现在已经成型的顶锻试验设备中通过功能考核等评价手段,选出符合顶锻试验方法标准的标准机型。
