黄金矿山尾矿的组成、危害及资源化利用技术
2020-12-25陈兰兰卢东方王毓华
陈兰兰, 卢东方, 王毓华
1. 中南大学 资源加工与生物工程学院,湖南 长沙 410083;2. 中南大学 战略含钙矿物资源清洁高效利用湖南省重点实验室,湖南 长沙 410083
随着矿产资源的不断开发利用,我国尾矿堆存量庞大。《全国矿产资源节约与综合利用报告(2019)》中的最新数据显示,截至2018年年底,我国尾矿累计堆存量约为207亿t,2018年的尾矿总生产量约为12.11亿t,2018年全国综合利用尾矿总量约为3.35亿t,综合利用率约为27.69%[1]。虽然近年来我国尾矿排放量呈下降趋势,综合利用率呈上升态势,但与国外发达国家相比仍有一定的差距,而且我国尾矿累计堆存量大,要实现对尾矿的全面回收利用还面临着很多挑战。我国尾矿库数量庞大,为了深刻吸取国内外尾矿库溃坝事故教训,有效防范化解我国尾矿库安全风险,应急管理部等部门联合印发《防范化解尾矿库安全风险工作方案》,要求自2020年起,在保证紧缺和战略性矿产矿山正常建设开发的前提下,全国尾矿库数量原则上只减不增[2]。这意味着尾矿处理已成为当代研究的主流,实现尾矿的资源化利用正是解决这一问题的关键。
与其它金属矿相比,金矿的原始品位低,综合回收率低,有用矿物含量少。金矿在选冶过程中,从选矿厂和冶炼厂排出的尾矿和固体废渣,基本上与选矿厂的日处理矿石量相近。有研究者以山东省的黄金矿山为例,统计了近5年(截至2019年上半年)省内黄金矿山的年处理量和年产量[3],在此基础上初步计算出了山东各黄金矿山对应的尾矿量,如表1所示。从表1可以看出,黄金矿山生产所留下的尾矿量占矿石总处理量高达98.4%。2018年我国黄金尾矿排放量约为2.16亿t,占全国尾矿总生产量的17.84%,2018年全国金矿尾矿利用率为36.9%,而在2011年和2013年我国金矿尾矿综合利用水平两次达到高峰,分别为42.2%和42.5%[1]。一方面,我国对黄金的需求持续上涨,各企业均计划扩大自己的黄金产量;另一方面为顺应政策要求,在保证紧缺和战略性矿产矿山正常建设开发的前提下,全国尾矿库数量原则上只减不增。因此,提高尾矿的综合利用率是我国矿业高质量发展的关键之一。
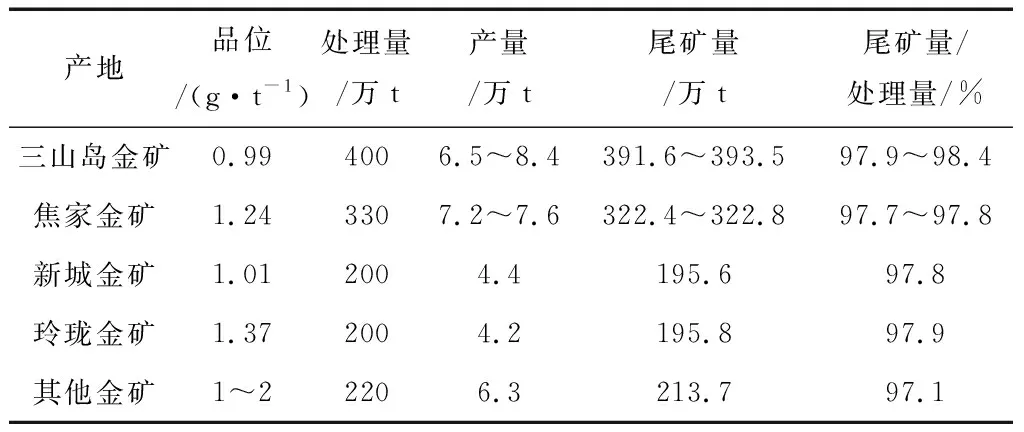
表1 山东黄金矿山矿石处理统计结果
1 黄金矿山尾矿的组成及危害
1.1 黄金矿山尾矿的组成
黄金矿山尾矿是指在金矿石选别作业中提取有用目标组分后排出的废渣。从化学成分上看,黄金尾矿中主要含有SiO2,同时含有一定量的CaO、Fe2O3、Al2O3、MgO,少量的贵金属(如Au、Ag)和重金属(如Cu、Pb、Zn);从矿物组成上看,主要以石英、长石、云母、黏土和残余金属矿物为主;从污染成分上看,主要含有氰化物、汞和各种浮选药剂等。大部分金尾矿含有80%以上的硅铝氧化物等成分,其组成与许多工业建筑材料相似[4]。不同产地的黄金矿山尾矿的组成和性质有所区别,其主要成分见表2[5]。
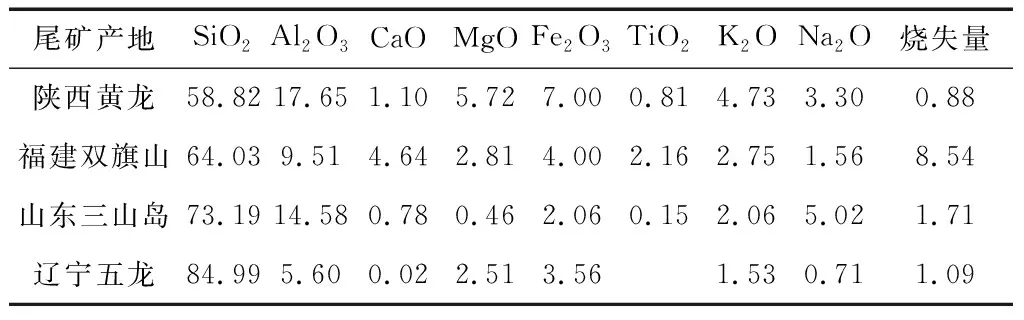
表2 黄金尾矿主要化学组成[5]/%
1.2 黄金尾矿的危害
金矿选别方法主要有重选法、浮选法、化学—水冶法和非氰浸出法,化学—水冶法主要包括氰化法,非氰浸出法主要包括硫脲法和硫代硫酸盐法等[6]。在这些选别方法中浮选法和化学—水冶法对环境造成的危害最大。采用浮选法对金矿进行选别,在浮选过程中采用的浮选药剂会对环境造成影响;氰化法提金过程中使用的氰化物具有剧毒性,其排出的尾矿中还含有重金属等有害元素,含氰废水及尾渣严重污染环境和人类健康[6]。Farjana等[7]研究金、银、铅、锌和铜5种有色金属对环境的影响,以危害生态系统、全球气候变暖、人类毒性、富营养化、酸化和臭氧消耗为指标,发现在5种金属中,金银选矿所排的尾矿影响最大,铅锌选矿影响最小。黄金尾矿的主要危害有如下:
(1)污染环境
黄金矿山尾矿对环境的污染破坏主要是尾矿中残留的化学药剂和金属元素造成的。硫化矿型金矿石一般经过9个阶段的处理(通常包括破碎、磨矿、分级、重力浓缩、浮选、再磨、氰化、电积和熔铸),其中浮选和氰化作用最为突出[8]。金矿在提取目的金属和矿物后,来自选矿厂经过各种药剂处理的尾矿被排出,如在浮选和氰化过程中经常使用的黄药类捕收剂和氰化物本身就是有毒有害物质,直接破坏污染环境。有的化学药剂本身无毒,但其含有丰富的氮和磷等元素会造成水体富营养化;或者含有大量的悬浮物,长时间不能沉降下来,排出后会破坏土壤结构,并使土壤中的微生物活动受到影响[9]。此外,选别过程中酸、碱类药剂与尾矿一起排出,会改变土壤、空气和水的正常pH值,对环境造成影响。
金尾矿的成分复杂,含有多种金属元素,其中包括一些潜在的有害元素,如As、Cr、Cd和Mn等元素,会对环境产生危害。Barcelos等人[8]对某氰化法提取黄金后尾矿中As、Cr、Cd、Mn、Pb和Zn对环境造成的影响进行评估,结果表明氰化尾矿样中Cd、Cr、Pb和Zn含量较高,所研究的6种金属元素均会对环境和人类造成不同程度的影响。有研究表明,土壤、地表水和地下水中砷(As)污染主要来源于采矿、选矿和冶炼作业产生的金矿尾矿,这已成为影响全球范围内环境和公共卫生的问题[10-12]。尾矿中的这些金属元素同样也会与各种化学药剂反应生成络合物,成为有害的废物随尾矿一起排出[13]。
(2)危害人类健康
当黄金尾矿以直接或间接的方式排放到环境中,其中含有的重金属容易释放和迁移,且在生物体内积累,被称为有毒或致癌物质。这些重金属离子主要通过在植物中富集,如小麦等,进入人体内;或通过动物循环进入人体内,以食物链的形式在人体内进行生物积累和放大,达到一定程度后便会严重危害人类健康。氰化法由于产量大、工艺简单和生产成本低等优点,已成为金的主要提取方法[14]。经氰化法提金排出的大量尾矿中含有氰化物,废水中残留的氰根离子给人类带来威胁。氰根离子对金属离子具有超强的络合能力,细胞色素氧化酶对其最为敏感,氰根离子主要跟细胞色素中的Fe3+结合,从而使其失去在呼吸链中起到的传递电子能力,进而使中毒者死亡[15]。
(3)占用大量土地
矿业活动的加剧产生了大量的尾矿废弃物,这些尾矿废弃物一般堆积在尾矿库中。有研究团队[16]在2013~2019年期间对中国的尾矿库进行了实地考察,并对其中的5 189个尾矿库进行统计分析,发现这些尾矿库累计占用土地面积约为1 884.0 km2,平均海拔699.4 m,尾矿与土壤之间的地带累积达14 674.4 km。这些靠近尾矿的土壤会化学风化,由尾矿产生的粉层也会污染环境。黄金矿山开采时也会剥离大量表土和产生大量废石,规模较大的露天矿开采时排放的固体废弃物常常需占地几平方公里,且经开采后的山体地面裸露,地表植被破坏严重,生态环境破坏严重。
2 黄金矿山尾矿的资源化利用现状
金矿山尾矿中主要含有金、银、铜、铅、锌等多种金属和大量云母、长石以及石英等非金属矿物,他们与许多建材产品的原料成分相近。因此黄金尾矿的资源化利用主要包括两个方向:一是回收有价组分,二是将尾矿加以处理生产各种工业材料[17, 18]。
要想金尾矿资源化利用必须对金尾矿中含金矿物及其它有用矿物的赋存状态、嵌布粒度、解离度及与其它矿物的连生关系进行分析,从而确定合适的选别流程。根据金的赋存状态,自然界中的金矿物可分为四大类:独立金、固溶体金、胶体金和吸附金[19]。其中最为常见的是独立金中的自然金,它多以不规则粒状产于裂隙金、单体金、粒间金或包裹金矿物中,其载金矿物多为石英、褐铁矿、黄铁矿和长石等矿物,尾矿中的自然金通常以重选、浮选、焙烧、浸出或者联合工艺加以回收[20-22]。当尾矿中的有用成分被细粒脉石矿物包裹或连生时,需要对尾矿进行充分磨矿,使有用矿物与脉石矿物单体解离,才能实现目的组分的富集。
2.1 回收有价成分
2.1.1 回收金属矿物
由于早期选矿技术落后,致使相当一部分金、银、铜、锌和铁等有价元素丢失在尾矿中,如果能将这部分金属矿物再次选别利用,将提高矿产资源利用价值[23]。从金尾矿中回收有价金属成分的研究近年来取得了较大的进展。
(1)焙烧法
金尾矿焙烧法通常包括氯化焙烧、碘化焙烧和磁化焙烧等工艺。氯化焙烧是指通过氯气穿透金尾矿,然后与金和银发生反应生成氯化物,从而将目标组分分离出来,氯化焙烧可快速、高效地从金尾矿中回收金银[24, 25]。Qin等[26]通过添加黄铁矿强化金尾矿的氯化焙烧效果,结果表明,添加黄铁矿能促进氯化钙氧化生成氯气,可回收86.93%的金,焙烧渣含铁量在90%以上,而不加黄铁矿的金回收率仅为44.27%。常耀超等[27]通过高温氯化焙烧的方法回收氰化尾渣中金、银和铜等金属,经造球后的尾渣在1 100 ℃温度、7% CaCl2添加量、焙烧1 h条件下,金、银和铜挥发率分别为98%、65%和90%,该试验成果已应用于选矿厂。Wang等[28]通过氯化焙烧法从难选碳质金矿石中同时提取金和锌,研究结果表明,在NaCl用量为10%、800 ℃下焙烧4 h、气体流量为1 L/min的最佳条件下,金和锌的回收率分别为92%和92.56%。与氯化焙烧的原理相似,碘化焙烧也能实现对金、银和铜的高效回收。Guo等[29]通过碘化焙烧工艺,在1 100 ℃下焙烧1 h实现了99.92%的金回收率和84.90%的银回收率。Liu等[30]用磁化焙烧法从氰化尾矿中回收金和铁,结果表明,在焙烧温度为750 ℃、焙烧时间为1.25 h、还原剂用量为6%时,金的浸出率为46.14%,铁的磁化率86.27%。焙烧法在金尾矿的处理中已经得到广泛应用,其关键在于对待不同性质的黄金尾矿要通过探究确定合适的焙烧温度、焙烧时间和药剂制度,以实现对其有价金属的最大回收。
(2)浸出法
浸出是将尾矿中的可溶性有用组分溶于溶液中与其他组分分离的方法。金尾矿的回收利用一般采用堆浸方法,即用溶剂以喷淋尾矿堆的方式从上往下的浸透过程,选择性地从矿堆中浸出有用组分,并从底部流出富集液。堆浸具有浸出工艺简单、投资成本低、操作方便、处理量大和见效快等优点[31, 32]。孙广周等[33]对云南大理氧化金堆浸尾矿二次提金进行试验研究,结果表明,采用炭浸法(边浸出边活性炭吸附溶解金)工艺提金,获得金浸出率56.08%、银浸出率22.65%,金吸附率90.48%,氰化钠耗量0.72 kg/t的良好指标效果,实现了金尾矿的二次利用。许世伟等[34]用酸性硫脲体系从低品位氰化尾矿中浸出金,硫脲是一种环保无毒的浸出剂,在超声和搅拌预处理情况下,使用硫脲在最佳条件下可使金的浸出率达到77.5%。郭军康等[35]用超声强化芬顿法浸出金尾矿中的金,以H2O2与Fe2+的混和溶液作为浸出剂,并同时联合超声处理的条件下,金尾矿中金的最大浸出率可达到92.74%,且经该种方法处理后的尾矿中重金属含量明显降低,减小了对环境的有害影响。关于浸出法回收金尾矿中的有价金属的研究在不断地深入和细化,如何研制出高效环保的浸出剂,优化浸出流程(如加以超声波等辅助手段),改善浸出工艺,实现浸出指标的最优化将是我们的研究重点。
(3)浮选法
浮选法是指根据矿物表面疏水性的差异,加入浮选药剂,使目标组分有选择性地附着于气泡上,达到分选的目的。黄金尾矿的浮选关键在于将矿物表面经风化和氧化的亲水性杂质脱除,使矿物暴露的新鲜表面能够直接与药剂作用。Ahlem等[36]在从老尾矿浮选回收有用组分时,通过不同的机械预处理工艺(即搅拌和研磨)有效地强化老尾矿的浮选过程,实现了尾矿脱硫(非产酸)和分离富硫化物精矿,并有效地回收了金。Valderrama等[37]用非常规柱选法回收金尾矿中的金,采用高强度搅拌(HIC)和改进的“富集”浮选槽(3PC,也叫三产品柱)处理含金尾矿,经HIC预处理的金的富集率总是高于没有HIC预处理的,而这种浮选槽本质是一个分类柱,通过矿粒的疏水性和粒度大小与水的洗涤作用来分离矿物,与常规柱浮选相比,采用HIC辅助3PC浮选法回收新鲜尾矿中的金可获得更高的浮选指标。李日升[38]、邵伟华等[39]为回收金尾矿中的金组分,对尾矿进行了再磨再选,将矿样磨至一定粒度,采用针对于选金的特殊捕收剂,再进行一定的选别流程,均获得了较好的选别指标。由于黄金尾矿的成分复杂,金品位极低,采用常规浮选方法无法实现回收,需在原有的常规浮选流程中加以辅助手段,优化浮选工艺流程,才能实现对尾矿的选别。
2.1.2 回收利用非金属矿物
黄金矿山尾矿中除了含有多种有色金属外还含有大量长石、石英以及云母等非金属矿物,但其含有的有色金属矿品位低、成分复杂、提取有色金属成本高,而且不能解决尾矿堆存占地面积大的问题[18]。回收长石、石英以及云母等非金属矿物不仅可以很好地减少尾矿的量,还能使其实现最大价值的利用。魏转花等[40]针对某金矿尾矿中含有金和长石等有用矿物,对其开展回收利用试验研究。结果表明,先采用摇床对金矿尾矿进行重选,可以得到指标较好的金精矿,摇床尾矿经脱泥—弱磁选—两段高梯度磁选联合工艺处理,可得到高品质的直接用于生产玻璃和陶瓷的长石精矿。王毓华等[41]提出了一种从黄金矿山尾矿中浮选回收石英和长石的方法,该方法先通过沉降脱泥去除有害矿泥和部分铁杂质,然后以碳酸钠为抑制剂,YOA为捕收剂,再经过四次浮选作业和一次磁选作业,最终得到高品质石英长石混合物。陈述明等[42]从金尾矿中回收钾长石和石英,其步骤包括先脱泥和磨矿,之后用强磁选机除铁,再进行浮选粗选和扫选去除杂质,然后在每次浮选中分别加入活化剂和捕收剂,经过多次精选,分别得到不同品位的石英和长石产品,可满足多种用途。
黄金矿山尾矿中含有大量的长石和石英等矿物成分,由于长石和石英同属架状结构硅酸盐矿物,物化性质相似,造成二者分离困难。目前长石和石英的分离多采用无氟浮选法,借助长石表面Al3+的活性,再加入阴阳离子混合捕收剂与长石表面形成特性吸附、静电吸附和分子吸附进行浮选,将长石与石英分离[43, 44]。从黄金矿山尾矿中回收非金属矿物可根据尾矿性质和产品用途的不同灵活地选择合适的工艺流程。
2.2 制备工业原料
从黄金矿山尾矿中回收有价组分,投资成本较高,且流程复杂,而且不能从根本上解决尾矿数量大的问题,针对以上问题可以直接加工处理尾矿后用作工业材料,也可以对黄金尾矿中已回收有价组分后的剩余尾矿加工处理,制备工业材料,实现对尾矿的最大化利用。
2.2.1 建筑材料
(1)制砖
早期我国的制砖材料一直以烧结黏土为主,浪费了大量的土地资源。以黄金尾矿为原材料制备砖体,根据生产工艺的不同,尾矿掺入量可为20%~100%。因此,不管是从原材料应用方面还是尾矿占用土地方面来说,黄金尾矿制砖可以有效解决土地资源浪费问题。利用黄金尾矿制砖可以制成烧结砖、蒸养砖和双免砖,根据不同的产品用途采用不同的生产流程就可以生产出不同类型的砖。
烧结砖是原料经过成型和高温烧结而成,可用于建筑承重或者用于非承重的墙体砌砖。杨永刚[45]采用沂南金矿金龙矿区的尾矿,尾矿粒级呈粗、中、细三种分布,以压制成型法来制备烧结砖,研究了在细尾矿-黏土、细尾矿和细-中尾矿三种体系下制成烧结砖的效果。细尾矿-黏土配比试验结果表明,可以用100%的细尾矿烧出满足技术要求的砖制品;在细-中尾矿配比试验中,最高可以用25%的中尾矿取代量制出合格的烧结砖。姚志通等[46]用黄金矿山尾矿制备蒸压砖,首先在尾矿中加入氧化剂并混合均匀至料仓,再加入石灰、石膏和水泥等添加剂和水,然后经压制、蒸压和降温得到合格产品,该发明不仅可以破坏尾矿中的氰化物而且可以减少尾矿数量,实现对尾矿的资源化利用。免烧砖是利用原材料不经高温煅烧而制成的一种新型墙体材料。李淋[47]和汪宗文等[48]将K1胶结材料与黄金尾矿均匀混合后压制成免烧砖,其成型压力为10 MPa,拌合料用水量(水占固体干料总质量的百分比)为6%~12%,胶砂比(胶凝材料与尾矿砂的质量比)为14、16、18、110,并根据上述不同的变量,分析了尾矿免烧砖试样的力学性能及其它性能。
(2)生产水泥
水泥是一种广泛用于工业、建筑和交通等行业的基本材料,然而水泥的制备会消耗大量的自然资源,包括石灰石、土和河砂等。将金矿尾矿用于水泥生产,其掺入量为30%,不仅可以降低水泥企业硅质原料的成本,也有利于黄金矿山尾矿的资源回收利用。Wang等[49]研究了黄金矿山尾矿在水泥生产中的应用,结果表明,黄金尾矿作为硅质水泥原料方面具有很大的前途,掺入不同含量黄金矿山尾矿的水泥其熟料相组成及水化产物与不掺入尾矿的水泥相同,黄金尾矿的最佳掺入量和煅烧温度分别为5%和1 450 ℃。Lyu等[50]分别研究了使用掺入量为30%的原尾矿和机械活化金矿尾矿制备掺合水泥的水化动力学和性能,以400 r/min转速运行的磨机对金矿尾矿进行机械活化80 min,研磨介质使用直径为3~15 mm的氧化锆球。结果表明:活化尾矿的活性指数为82.88%,用机械活化尾矿制备混合水泥是可行的,活化尾矿的加入降低了水泥的水化热,延长了成核和晶体生长阶段,缩短了相界面反应阶段相互作用时间,但原尾矿却不具有以上功能。Ince[51]对莱夫克-施罗斯地区金矿尾矿在水泥砂浆中的再利用进行了研究,金矿尾矿的掺入量为30%,经过9个月的试验,掺入金矿尾矿水泥砂浆的抗压强度、透水深度、孔隙率、抗冻融循环能力和碳化深度等试验措施都得到了显著改善。将金尾矿用作水泥的生产或者作为水泥和砂的替代物,可使尾矿中的重金属释放量和二氧化碳排放量显著减少,改善了生态环境。
(3)制备混凝土
混凝土是一种由胶凝材料、粗细骨料、水和其它添加剂按照一定比例配制而成的人工石材,具有良好的可塑性、强度高和耐久性好等优点,广泛用于土木工程和公路工程。利用金矿尾矿制备混凝土主要是用尾矿代替粗细骨料的作用,其尾矿掺入量约为20%,最高可达40%左右。杨少伟等[52]利用小于0.6 mm的金尾矿砂取代天然河砂,设计并试验了不同混凝土配合比,在合适的金尾矿取代率情况下,金尾矿混凝土强度高于基准混凝土的强度。例如当取代率为20%时,出机混凝土的坍落度和扩展度比基准混凝土均有很大程度的提高;而当取代率为40%时,混凝土也具有很好的出机坍落度与扩展度,根据所制混凝土的用途和性质,可调整不同的取代率。许辉[53]采用压缩空气物理发泡和涡轮搅拌混泡的方法,用金矿尾矿取代15%的硅酸盐水泥用量,配制出强度和导热系数均满足要求的泡沫混凝土;用黄金尾矿取代20%的水泥用量,可以制得满足各项性能要求的M5、M10和M20砌筑砂浆。加气混凝土是一种新型建筑材料,可以利用尾矿、水泥、石灰和石膏等为主要原料,经铝粉发气,蒸压养护而制成,因含有大量工业矿物成分而具有保温隔热、易于加工和节能环保等优点[54]。丁亚斌等[55]先采用堆浸技术从山东金洲选矿厂的黄金尾矿中回收提取金和银等有价金属,然后对堆浸尾矿湿磨和脱泥,再制造成加气混凝土砌块和蒸压砖,使得每年尾矿利用量达到15万t,每年尾矿利用增加的效益达1 300万元。
2.2.2 陶瓷行业
(1)作为陶瓷原料
陶瓷是由长石、黏土和石英等烧结而成,他们是典型的硅酸盐材料,主要组成元素是硅、铝和氧,这与金尾矿渣的组成相似。陶瓷原料可用作生产瓷砖、陶瓷试样和陶粒等产品,建筑陶瓷行业会消耗大量的陶瓷原料,对陶瓷原料的需求量巨大,如果能够利用黄金尾矿当作陶瓷原料使用,那将带来一定的经济价值。李扬[56]对招远金尾矿进行球磨、弱磁选和高梯度强磁选,然后将精矿作为长石替代品,添加高岭土和膨润土制备陶瓷样品,当精矿添加量为45%和50%时制得的陶瓷试样性能满足GB/T4100—2006对瓷质砖性能的要求,经选别的尾矿可以制备轻质高强陶粒。黄菲等[57]对矽卡岩型金尾矿的物相组成、化学组成和颗粒级配等特征进行测定,并根据尾矿性质选取陶土弥补缺陷,按适当比例配制好坯料,再制成生坯,加入氧气经980~1 000 ℃高温烧结15 h成坯体材料。研究结果表明,生坯经过烧制生成了钙长石等稳定的新矿物相,烧成的坯体材料性能良好,满足工艺陶瓷坯体的要求。
(2)生产陶粒
陶粒是一种陶制的颗粒,在回转窑中经发泡制成的轻骨料,呈圆形或椭圆形球体、或不规则碎石状。陶粒具有多孔质轻、保温隔热、抗冻耐火和抗震抗碱等优点,因此广泛用于建筑材料(陶粒混凝土、管道保冷隔热材料和隔音吸声材料)、绿化材料(植物的养殖土壤)和工业过滤材料。传统陶粒一般以页岩或黏土等为制备原料,若采用尾矿、生物污泥等固体废弃物制备廉价陶粒既能节约资源又能保护环境,其掺入的尾矿量为50%~90%,根据不同的尾矿性质和产品要求可选择不同的尾矿比例。李扬等[58]以黄金尾矿分选长石后的尾矿为主要原料,添加膨润土和煤粉制得了质量轻和强度高的陶粒。在黄金尾矿和膨润土的质量为73,添加煤粉量3%,在400 ℃下预热30 min,在1 100 ℃下焙烧50 min可制得高性能的陶粒,其堆积密度、吸水率、颗粒强度和表观密度等指标均良好。赵威等[59]以90%金尾矿为主要原料,加入5%黏土和5%长石,加入30%的水量和0.3%的发泡剂SiC,在1 150 ℃焙烧而制成轻质高强、保温隔热的陶粒。闫传霖[60]用金尾矿焙烧制备陶粒,所用金尾矿的化学成分基本满足烧制陶粒对原料的要求。优化试验表明,金尾矿掺量为55.55%,在450 ℃下预热60 min,在1 155 ℃下焙烧120 min,最后在对流空气中自然冷却,即可制得符合国家标准的陶粒。金立虎[61]提出了一种黄金尾矿粉制备陶粒的方法,制备陶粒中黄金尾矿粉掺入量为90%~92%,煤粉含量为8%~10%;先将黄金尾矿粉烘干、过筛和计量,然后与煤粉混合搅拌均匀后送入球盘内加水成球,再进行焙烧、冷却、破碎和分选。此工艺不仅黄金尾矿粉利用率高,而且制得的陶粒强度高、吸水率低。
(3)制备泡沫陶瓷
泡沫陶瓷是一种具有耐高温特性的多孔材料,主要由氧化铝和高岭土等矿物组成。泡沫陶瓷具有耐高温、比表面积大、抗热震、气孔率高和良好的过滤吸附功能等优点,可用作热交换材料、布气材料、工业污水处理、隔热隔音材料、热能回收和汽车尾气装置等[62]。此外,还可应用于医用材料、航空、生物化学等高科技领域。大部分金矿尾渣粒度细,含有大量硅铝酸盐,化学成分与泡沫陶瓷相似,只需少量磨矿就可达到制备泡沫陶瓷的要求。泡沫陶瓷中金尾矿掺入量约为60%~80%。王亚婕[63]采用来自山东招远的高硫选冶尾渣为原料制备泡沫陶瓷,该尾渣是经氰化提金后的尾矿进一步提取有价硫化铁之后排出的固体废弃物,主要含有SiO2、SO3、Al2O3和Fe2O3,且含有一定量K2O、Na2O、CaO和MgO等助熔成分。以该尾渣为主要原料(掺入量65%~80%),再加入煤矸石、铝矾土和高岭土等工业废弃物为辅助原料,外掺少量发泡剂,采用粉末坯体发泡工艺,烧制出综合性能优良的泡沫陶瓷。这不仅实现了金尾矿渣的高附加值利用,为金尾矿渣的资源化利用找到了一条新的道路;而且在烧制过程中氰化物和重金属会得到固化,降低了尾渣的放射性,减少了对环境的污染和危害。孙晓刚等[64]发明了一种以金尾砂为原料的泡沫陶瓷制备方法,该方法中原料配比包括59.8%~74%的金矿尾砂、5%~15%的钾长石、5%~20%的钠长石、0.2%~1%的碳化硅、6%~9%的膨润土和1%~4%的方解石。这些原料经过均匀混合、球磨和压制成型,在1 150~1 200 ℃下烧结,然后保温30~90 min,制得轻质、高强的泡沫陶瓷,实现了金尾矿渣的最大利用率为74%,用这种方法制得的泡沫陶瓷不仅工艺流程简单、保温性好,而且具有防火、无毒、耐腐蚀、不吸水和不易老化等优点。
(4)制备陶瓷釉料
釉是一种硅酸盐物质,陶瓷釉一般以石英、长石和黏土为原料,经磨至一定粒度加水调制,涂于坯体表面,经焙烧而熔融形成玻璃质薄层附在陶瓷表面。黄金尾矿中除含有石英、长石等矿物成分外,还含有很多金属元素,利用这些金属在一定条件下可发生化学反应,生成带有金属光泽和颜色的物质,因此可利用黄金尾矿制成陶瓷釉料。苏俊基[65]利用黄金尾矿制备陶瓷艺术釉料,首先对黄金尾矿原料进行分选除铁和磨细等预处理以达到试样要求,然后进行添加至坯料和窑变釉的试验。最后制成的坯料产品中黄金尾矿的最高用量为56%,得到的釉料产品中黄金尾矿的最高用量为15%,该法具有一定的经济价值和环保价值。陈瑞文等[66]先经球磨和浮选分选出黄金矿山尾矿中的有效矿物成分,然后添加适量显色矿物(如Fe2O3和MnO2)或直接利用尾矿中的金属元素在不同化学条件下能产生颜色反应作为显色剂,最后经过烧结而制成陶瓷色釉。在此研究中,黄金尾矿在釉料中的加入量可高达50%~85%,能有效利用黄金尾矿资源。
2.2.3 生产微晶玻璃
微晶玻璃是一种现代新型建筑材料,在特定组成的基础玻璃中添加一定量的晶核剂,然后在一定温度条件下进行热处理,使其析出微小晶体而形成含有一定量晶相和玻璃相的多相复合固体材料[67]。利用微晶玻璃制备技术可将尾矿中易溶于水的有害重金属离子、化合物和金属络合物等进行固化,而使环境得到有效修复。由矿渣或工业废渣制备微晶玻璃开始于20世纪50~60年代,此后广泛应用于机械和建筑行业[68]。金矿尾砂中含有大量硅酸盐、铝硅酸盐、石英、黄铁矿和斜长石等物质,根据其矿物组成和化学成分可以用来制成微晶玻璃,金尾矿的掺入量一般为60%~75%。陈维铅[69]对陕西汉阴金矿尾砂采用熔融法和烧结法制备微晶玻璃,将烧结法制得的含有65%金矿尾砂的玻璃样品,分别经过核化处理和晶化处理,可制得分布均匀、结晶度高和致密性好的微晶玻璃;而熔融法制得的微晶玻璃经核化和晶化后性能较差。郭宏伟等[70]首先将60%~75%金尾矿粉与其它原料粉一起放入混料机中均匀混合,然后进行熔制、水淬和球磨过筛,最后加入添加剂混合均匀后放入玻璃泡沫制造模具中,经加温、冷却和退火后制得高品质的微晶玻璃。Shao等[71]以60%~65%金尾矿为原料,在820 ℃下成核2 h,在1 010 ℃下结晶2 h制成堇青石微晶玻璃,其硬度高,抗弯强度好,与工业堇青石的性能相当。由金尾矿制备的微晶玻璃可广泛用于力学性能为主的结构材料,也可作为功能材料(如生物材料、超导材料、核废物处理)应用,成为具有更高价值的产品。
综上所述,黄金尾矿在工业上的应用如表3所示。
3 结语
3.1 存在的问题
黄金尾矿的资源化利用包括回收其中有用成分和高值化利用,近年来已经取得了一些进展,但仍存在一些问题,主要如下:
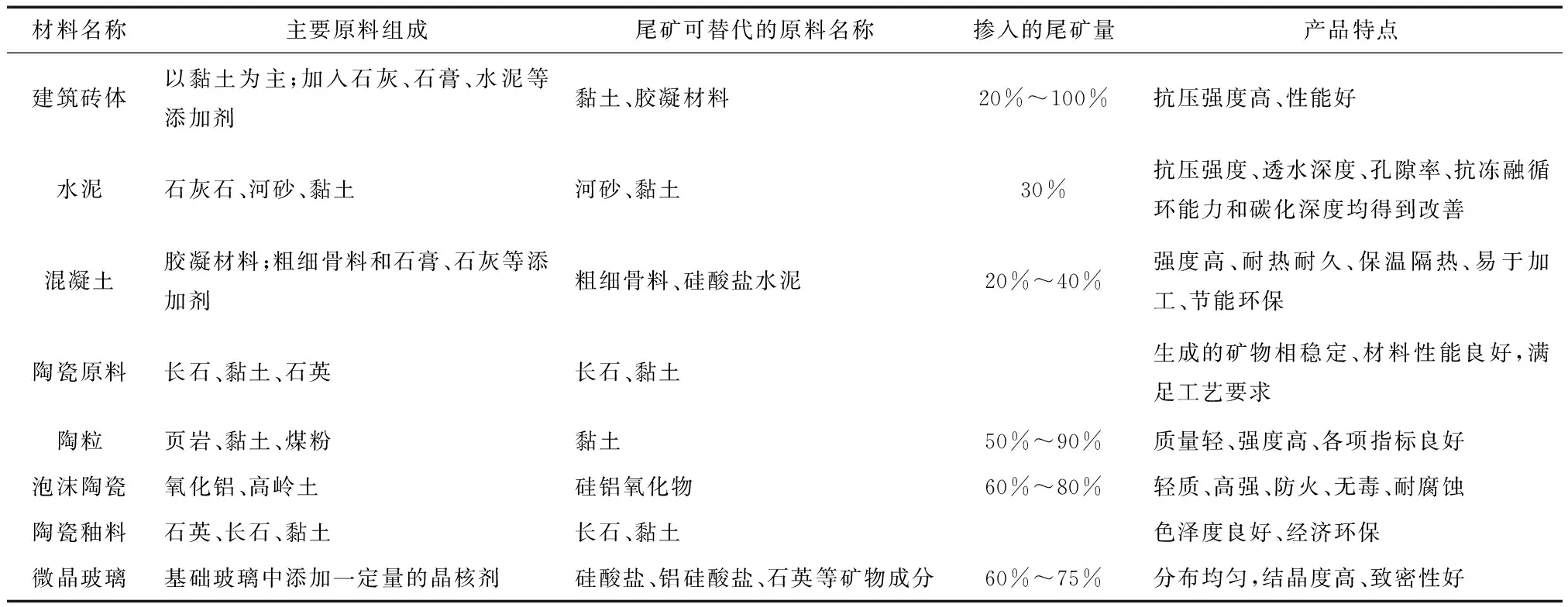
表3 黄金尾矿在工业上的应用分类
(1)黄金尾矿具有成分复杂、矿物粒度细和泥化严重等特点,从中再选回收金属矿物的成本高,流程复杂,所得产品质量有待提高,往往其经济效益不明显。
(2)回收尾矿中的有价成分的方法有很多种,但因矿石性质和工艺方法的不同,尾矿的性质也有所差异,部分黄金尾矿仍未根据其成分特点和矿物性质找到最合适的回收利用方法。
(3)从金尾矿中回收有价成分所用的大部分药剂(如氰化物和黄药等)会对环境造成污染,但环保试剂又比较昂贵(如硫脲),或药剂消耗量大(如硫代硫酸盐)。
3.2 未来技术发展方向
(1)降低生产成本,优化生产工艺流程,获得高质量的产品。如通过添加黄铁矿强化金尾矿的氯化焙烧效果;通过超声和搅拌预处理手段,提高金的浸出率。使所得到的产品综合收益高于生产成本,激发企业的积极性与创造活力。
(2)研发合成高效、环保和经济的新型药剂,在重视环保效益的同时,又兼顾到经济效益。如在尾矿提金工艺中大力发展非氰浸出法;用环保且经济的浸出法替代氰化法;采用无氟无酸法回收分离长石和石英。
(3)实现对尾矿的高值化利用和减少对环境的污染,使尾矿利用朝向更高科技含量的方向发展,并实现大规模的工业化应用。如利用黄金尾矿制备泡沫陶瓷和微晶玻璃等新型材料,既能为企业带来一定的商业价值,又能将尾矿中的有害物质进行固化。