RFID 与仓储片烟物流信息融合应用研究∗
2020-12-23王家寿徐跃明
王家寿 徐跃明 曾 嵘
(红云红河烟草(集团)有限责任公司 昆明 650202)
1 引言
片烟作为卷烟生产的原料,直接影响着卷烟成品的质量。片烟物流与卷烟物流相比,存在着业务链长、批次结构复杂、存储周期长、质量影响因素多、物流追溯难、信息化程度低等特性,因此片烟物流在行业物流建设中相对滞后[1~2]。目前烟草企业对片烟的管理主要依赖于ERP的仓储管理,管理粒度粗放,面对大量的往来业务,对仓库的管理无法实现精细化管理,纸面单据传递较多,信息准确性与及时性难以保障,缺乏对卷烟生产所需片烟的入库、储存、调拨、出库、盘点等环节的信息识别、物流跟踪与监管手段[3]。因此企业需要建立实时的仓储片烟物流信息采集系统,实现对片烟信息的协同、调节和监控管理。
无线射频识别(Radio Frequency Identification,RFID)技术通过射频信号自动识别目标对象并获取相关数据的非接触式识别技术[4~5],该技术通过空间耦合(交变磁场或电磁场)实现无接触信息传递,具有数据存储量大、读取速度快等优点[6]。RFID 电子标签由天线和芯片组成,芯片有四个存储区TID区、ERP区、USER区和安全区[7~8],RFID技术可识别高速运动物体并可同时识别多个标签,操作快捷方便,已广泛应用于各个领域的信息采集与物流跟踪[9~11]。
为加快推进企业片烟物流建设,积极探索和拓展“互联网+”应用,本文提出基于RFID技术的仓储片烟物流跟踪系统,将RFID、传感器等信息与片烟仓储物流信息进行融合,研究了片烟编码方案及RFID 防碰撞算法,实现了片烟物流信息的准确描述,提升了片烟生产、仓储、调拨、使用的物流过程规范性和质量追溯有效性,实现了集团原料仓储物流管理的信息化、实时化、精益化。
2 基于信息融合的仓储片烟物流系统设计
仓储片烟物流跟踪系统以片烟生产为起点,以打扫码为手段,以物流跟踪为主线,设计基于B/S和C/S的混合架构,平台架构图如图1所示,主要包括设备层、逻辑业务层、应用层,实现了片烟全生命周期物流信息和质量信息的跟踪与追溯。
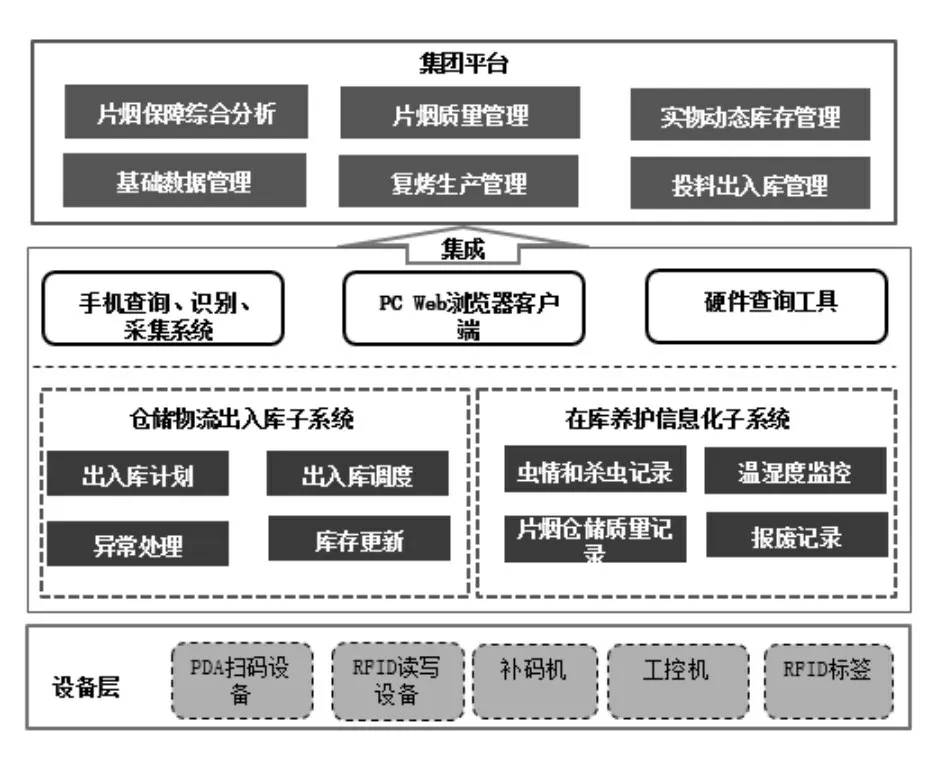
图1 系统架构图
设备层主要包括读写设备和RFID 标签,原料出入库时,使用RFID 电子标签读写器读取烟箱上的RFID 标签,获取烟包信息,实现快速精准出入库。逻辑层主要包括仓储物流出入库子系统和在库养护信息化子系统。应用层主要为复烤厂、卷烟厂、集团用户提供手机、PC 访问等功能,并与集团其他应用平台相集成。
2.1 电子标签设计
2.1.1 电子标签条码编码
采用RFID 读写设备将片烟信息写入RFID 芯片,所有自加工和委托加工的片烟都贴上封装了RFID 芯片和天线的电子标签,该电子标签显示和存储了片烟的物料信息、生产信息、质量信息,还有唯一标识每箱片烟的32位编码。32位编码数据结构如图2 所示,包含行业标识符、加工企业行业代码、产地编号、班次编号、委托加工企业行业代码、生产日期、流水号。32 位编码作为片烟的唯一“身份证号”,不仅以一维码形式展示在标签明文上,还同时存储在RFID 标签芯片的EPC 区和USER 区,从而实现片烟信息条码的光电自动识别。
2.1.2 防碰撞算法设计
射频识别系统中读写器可对多个标签进行识别,但当有两个或以上的电子标签同时应答一个阅读器时会出现信号的干扰,结果会导致信息不能准确读出,因此需设计合适的防碰撞算法。本文在基础ALOHA 算法上,采用了改进的ALOHA 算法,有效地提高了算法的效率。
ALOHA 算法采用电子标签控制方式,标签进入阅读器范围将自动与阅读器开始通信,如果多个标签同时发送信息,将会导致信息产生碰撞。阅读器检测到碰撞将会让电子标签随机等待一段时间重新发送数据。研究表明[12~13],采用ALOHA 算法系统的最大吞吐率为18.4%,超过80%的数据通路没有使用,由此可见ALOHA 算法实现防碰撞的效率较低。

图2 32位编码规则表
为提高吞吐率,可将阅读器检测信号时间划分成N 个连续的离散时隙,每个时隙的长度大于标签的响应时间,标签只能在每个时隙的分界处才能发送数据,由此任何一个时隙会出现下列三种情况:只有一个标签可以被成功识别、无标签响应、完全碰撞[14]。若有i 个标签,每个标签选定时隙的概率为1 N ,那么一个时隙内具有r 个标签的概率服从下列二项式分布:

由此该时隙为成功时隙、空时隙、碰撞时隙的概率分别为

对式(6)求导可得最佳数据帧数为

没有了基本ALOHA 算法中的部分碰撞,原算法中产生冲突的时间减少了一半。当i足够大时可得N ≈i+1,系统最大吞吐率为36.8%,该方法较基本ALOHA算法效率提高了一倍。
2.2 仓储物流出入库管理
以往出入库管理主要依靠ERP 系统调度记账和人工检查出入库,信息相对滞后,不能及时掌握原料出入库进度和原料库存信息。而借助RFID技术,无须精确定位就可大批量地对数据进行实时采集、传递、核对、更新,避免人工操作中的错扫、漏扫和重扫等差错。基于RFID技术的仓储出入库过程如图3所示。
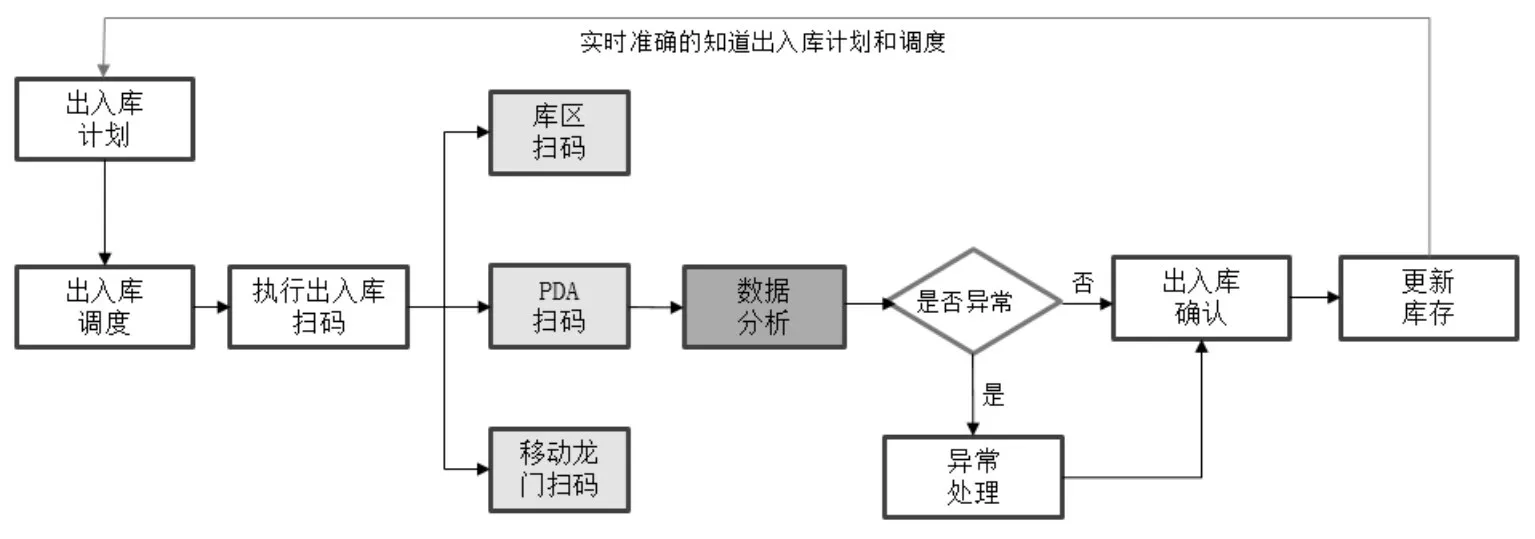
图3 仓储出入库执行过程
出入库扫码过程中,扫码客户端根据单据信息对每一箱片烟扫码信息进行校验,确保每一箱片烟出入库100%准确。为进一步提高扫码效率,入库扫码时采用库存扫码结合手持PDA 扫码方式。此外,在网络环境较好且扫码区域较宽的仓库,本设计提出了使用移动龙门扫码方式,如图4 所示,与传统固定龙门扫码方式相比,该方法无需人工操作,一个库区只需配置一个。移动龙门的使用实现了出入库自动扫码的同时大大减少了成本投入。
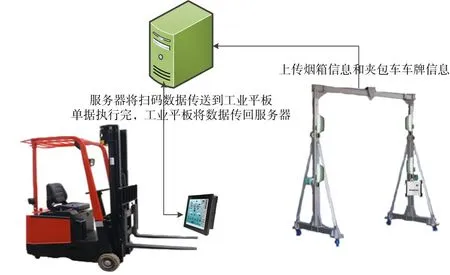
图4 出入库移动龙门扫码
2.3 在库养护信息化管理
复烤生产出的片烟需在仓库经过2~3 年醇化,使其品质达到最优,再进行投料生产卷烟成品。在仓库醇化过程中,在库养护对片烟质量提升至关重要。传统的养护,没有信息系统及时记录养护过程,不能为养护优化和片烟质量分析提供数据支撑。本研究借助片烟RFID标签详细记录了片烟醇化过程中养护记录,为片烟存储和质量分析提供了数据支撑,实现片烟数字化和信息化养护。
在库养护信息化管理包括杀虫管理、温湿度监控、质量管理、报废等业务,通过RFID 标签实时监控片烟所在位置,结合系统中记录的虫情和杀虫、温湿度等信息,将每一箱片烟在库养护过程中的信息记录和关联起来,实现片烟在库管理的信息化和可追溯性。
2.3.1 虫情和杀虫记录
每栋仓库的每层都设置多个虫情监测点,当虫情大于一定值时需进行杀虫并在系统中记录。结合RFID标签,可以精准记录片烟存储位置,追溯及掌握每箱片烟醇化过程中经历的虫情和杀虫过程,进而支持片烟质量分析。
2.3.2 温湿度监控记录
在仓库安装环境温湿度监控器和包芯温湿度监控器,利用网络转换器和库存无线网络连接将温湿度监控数据传送到片烟物流跟踪系统服务器[15]。通过RFID标签信息可以追溯片烟具体时间段的仓储信息,结合温湿度数据掌握每箱片烟醇化过程中温湿度变化情况,为温湿度变化对片烟质量影响分析提供数据分析。
2.3.3 片烟仓储质量记录
对于醇化过程中的片烟,质检部门需不定期对水分、理化指标、品吸质量进行抽样检查,抽检采用PDA扫码记录,并将检测数据记录在系统中。通过扫码记录存储在抽样片烟的RFID 电子标签中32位编码,可在系统中查询到样品片烟的生产信息、物流信息等信息,为片烟质量分析和追溯提供数据支撑。
2.3.4 质量问题报废记录
由于醇化自然环境、仓库环境等因素影响,少部分片烟会出现质量问题。仓库管理员需定期抽检片烟质量,使用PDA 对存在质量问题的片烟RFID 标签扫码记录,质量问题比较严重的片烟使用PDA 扫码报废,并将扫码信息上传到系统中。通过片烟RFID 电子标签扫码记录生产信息、物流信息、存储环境,分析出现质量问题的因素进行优化,进一步减少存在质量问题片烟。
3 结语
基于RFID技术的片烟仓储物流跟踪系统将条码识别、RFID 电子标签、传感器与片烟物流信息进行融合,通过统一的出入库和在库养护过程扫码机制的执行,实现了片烟全仓储业务流程规范化和电子化,提高了出入库作业效率,实现了片烟物流业务管理、物流作业执行的痕迹化、可视化管理,有效解决了片烟物流管控手段不足,过程业务难以追踪的难题。
基于RFID技术打破了传统基于物料管理的模式,将片烟的管理提升到具体的每一箱的管理,实现了每一箱片烟出入库的动态监控,掌握每一箱片烟的醇化过程,实现仓库管理的数字化、智能化,为决策和计划管理提供支持,同时使片烟管理进入物联网时代。