煤的气化生产含酚废水萃取回收工艺试验
2020-12-18曲传刚
曲传刚
(辽宁大唐国际阜新煤制天然气有限责任公司,辽宁阜新 123000)
随着国家对环保问题督查和治理力度的加大,在煤化工行业内,生产企业对三废的处理越来越重视。碎煤加压气化产生的废水含有烃类、H2S、CO2、焦油、中油、石脑油、酚类、萘、吡啶、NH3等物质。其中,苯酚是公认的致癌物,对环境污染的影响较大,对皮肤、黏膜有强烈的腐蚀作用,可抑制中枢神经,损害肝、肾功能,被列入国家水环境优先控制污染物“黑名单”。因此,如何提高煤化工副产品酚的回收率,进而提高煤化工产品的利润;提高含酚废水的回收利用率;减少煤化工对环境的污染,对于践行煤化工系统零排放的理念和提高企业经济效益具有现实意义和经济价值。
1 酚氨回收装置现状分析
工业上碎煤气化产生大量的含酚有机废水,该有机废水通常经过除油除杂后进入酚氨回收装置。酚氨回收工序采用脱酸→脱氨→萃取→溶剂汽提→溶剂回收的工艺路线。其中,萃取段是以二异丙基醚为萃取剂,主要的萃取设备为填料萃取塔。利用酚在萃取剂中溶解度大的特性,将酚水中的酚转移到萃取相中,实现水和酚的分离。含酚萃取相从萃取塔顶部送出至酚塔,萃余相稀酚水主要成分为水和微量酚,从萃取塔底部出,经汽提后送至下游废水生化处理装置进行下一步处理。某项目采用碎煤加压气化,即鲁奇炉气化技术,使用填料萃取塔萃取工艺,因此,研究分析现有酚氨回收工艺和水样指标对于优化酚氨回收工艺具有参考性。
2015年,某酚氨回收装置原料酚水96 h化验指标中平均总酚含量约6 444 mg/L。在相比为1∶6的情况下(原设计相二异丙基醚和含酚废水的体积比为1∶7),出口酚水中的总酚含量在604 mg/L左右,工况恶化时达到691 mg/L,在工艺设计值(500 mg/L)以下,如表1所示。

表1 2018年1月—9月酚氨回收装置出水总酚含量合格率统计Tab.1 Statistics of Qualified Rate of Total Phenol Content of Effluent in Phenol Ammonia Recovery Plant from January to September in 2018
由表1可知,2018年1月—9月,A、B、C这3个系列的酚氨回收装置出水酚含量超标,原因分析如下。
(1)填料堵塞
填料萃取塔及其填料的价格相对较高,且煤气化废水中含有的油、煤粉等杂质会黏附在填料表面,极易造成填料萃取塔填料堵塞而降低填料表面积(图1)。
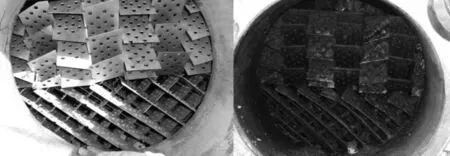
图1 填料对比图Fig.1 Comparison of Packings
(2)塔内返混
萃取塔作为填料塔在正常运行时其内存在一定程度的物料返混现象[1]。
(3)装置负荷波动
当上游鲁奇气化炉装置工况不稳定时,下游酚氨回收装置负荷经常波动,甚至超负荷运行,原料液流量大幅度变化,萃取剂和原料液混合不均匀,此时若萃取剂和原料液比例调整不及时,萃取效率就会降低。
(4)煤气水乳化
煤气化废水如果遇到温度较高、除油不完全或氧气进入装置内的情况,可能发生乳化现象,导致萃取相和萃余相无法分离。
2 络合离心萃取法
2.1 离心萃取原理
络合萃取法:在原料液中,待分离的溶质与作为络合剂的萃取溶剂相接触,络合剂与待分离溶质反应,形成络合物,并转移至萃取相。
离心分离法是将原料液和萃取剂充分混合,在离心力的作用下,将溶液分离成轻相和重相。
络合离心萃取技术是将络合萃取反应和离心分离结合起来,萃取剂和原料酚水中的酚发生反应生成稳定的络合物,通过密度差,将酚和水分离出来。
2.2 离心萃取设备
CTL型离心萃取机(表2)具有如下特点:离心机高速旋转的转鼓和搅拌浆使油等黏性大的物质不易附着在离心机内壁,固体杂质随物料排出,不易在设备内部结垢,保证萃取效果;有一定的破乳能力[2],可以处理乳化含酚废水;自带清洗装置,高压液体洗剂由喷嘴进入离心机内,可冲洗固体杂质和油,维护更方便;可在控制室实现自动化操作,维护保养较方便;离心萃取设备占用空间小,便于安装。试验结果表明,CTL型离心萃取机可以处理pH值在10以下的含酚废水。
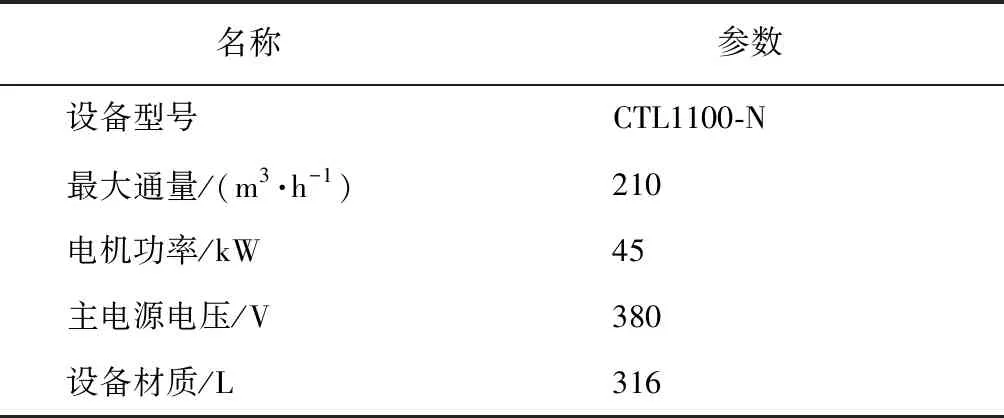
表2 离心机技术参数Tab.2 Technical Parameters of Centrifuge
碎煤气化废水含单元酚、多元酚、氨、油和煤粉等杂质,水和萃取剂二异丙基醚最小密度差大于0.05 g/cm3,可被离心分离。因此,选用CTL型离心萃取机作为酚萃取设备较合理。
3 含酚废水离心萃取试验
2017年4月,分别取某项目碎煤气化废水经脱酸处理后的水样,和经脱酸、脱氨、预萃取处理的水样,送实验室进行逆流络合离心萃取试验(表3)。试验在常温常压下进行,萃取剂为异丙醚,相比为1∶6,离心机型号为CTL50-N,离心机转速为400 r/min,处理量为120 L/h。
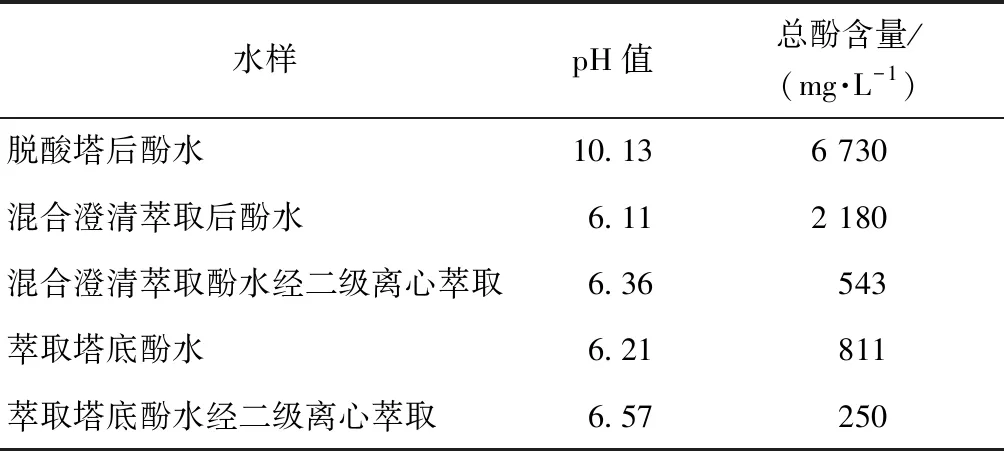
表3 2017年4月离心萃取试验结果Tab.3 Experimental Results of Centrifugal Extraction in April 2017
混合澄清萃取后的工业水样经二级逆流萃取后,总酚含量降至543 mg/L;而萃取塔底酚水总酚含量为811 mg/L,萃取塔底酚水经二级离心萃取后总酚含量为250 mg/L,试验均无乳化现象。
2017年8月,再次取脱酸脱氨酚水做四级逆流络合离心萃取试验。试验在常温常压下进行,萃取剂为异丙醚,相比为1∶6,离心机型号为CTL50-N,离心机转速为400 r/min,处理量为120 L/h。
四级离心萃取后,废水中总酚含量平均为323 mg/L,无乳化现象。
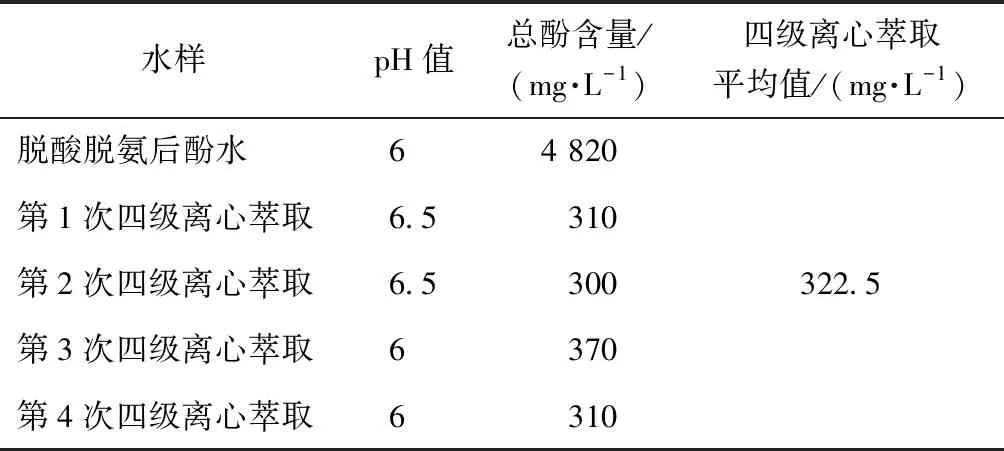
表4 2017年8月离心萃取试验结果Tab.4 Experimental Results of Centrifugal Extraction in August 2017
4 含酚废水处理工艺改造方案及技术经济性分析
4.1 技术改造方案
为了进一步提高萃取效果,基于上述试验结果和实际生产经验,提出混合澄清萃取加离心萃取的最佳技术方案(专利号:ZL201821250570):将酚氨回收工艺流程萃取段设置为混合澄清萃取(混合器加混合澄清槽)装置和若干组离心萃取机串连,萃取剂和含酚废水在工艺流程中逆流萃取(图2)。
具体工艺流程:正常运行状态下,含酚废水首先进入静态混合器8,和来自离心萃取机的萃取液进行混合,混合后进入混合澄清槽静止分层,下层萃余液由离心泵6输入到离心萃取机(1~4)内,并和萃取剂槽5的萃取剂异丙醚进行络合萃取,具体工艺流程如图2所示,即将酚氨回收工艺流程萃取段设置成混合澄清萃取装置和1组离心萃取机串连。
主要工艺参数:静态混合器8为SV型填料,长径比为7∶1,混合澄清槽7的物料停留时间为30 min,离心萃取机的最大处理量为150 m3/h,离心萃取机(1~4)的电机功率等级为45 kW。
4.2 工艺技术分析
首先,根据表3的试验结果,改造技术方案中每条萃取路线串连2台离心萃取机即可达到540 mg/L左右,但考虑到增大离心萃取机处理量会导致萃取效率降低[3],为保证萃取效果,方案选择4台离心萃取机。根据表3和表4初步推断:出口总酚含量可降到500 mg/L以下。在国内,离心萃取技术在焦化厂和兰炭厂已经得到了成功应用。山西焦化股份有限公司焦化三厂于2006年8月开始运行离心萃取机,废水中总酚含量为13 000~24 000 mg/L,处理后的废水中酚含量小于14 mg/L[4]。
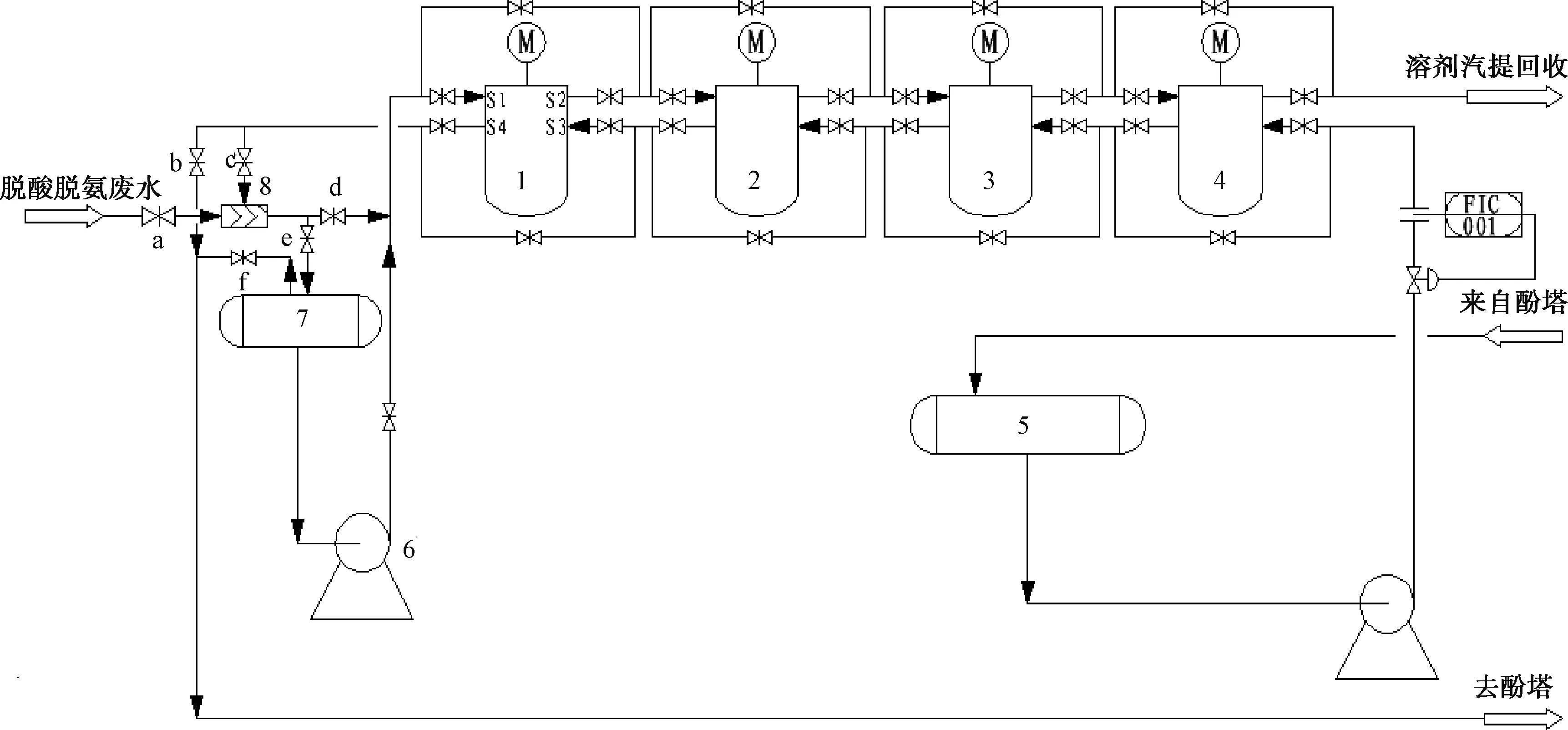
注:1~4-离心萃取机;5-萃取剂储槽;6-输送萃余液的泵;7-混合澄清槽;8-SV型静态混合器图2 混合澄清萃取加离心萃取工艺流程Fig.2 Process Flow of Mixed Clarification Extraction and Centrifugal Extraction
其次,该方案首次提出混合澄清装置和离心萃取机组合的工艺构思。现有技术通常使用多个混合澄清萃取装置组合或使用多台离心萃取机组合,本技术改造方案将混合澄清萃取装置前置,有利于稳定和提高离心萃取效率。混合澄清萃取装置除了具有一定的萃取作用外,还可将废水中焦油和煤粉等固体杂质沉淀在萃取槽底部,可通过在槽底设置导淋,将杂质排放后收集,减少进入离心萃取机的固体杂质,提高原料液的洁净程度,进而提高离心萃取的效率。由离心分离因数计算公式Fr=Rω2/g可知,离心机转速ω影响两相分离的效果,而进水流量影响离心机转速ω。现有技术多级混合澄清萃取装置中的混合槽主要起到分离两相的作用,而本技术改造方案中的混合槽还起到缓冲离心机进水的作用,稳定了离心机进水压力和流量,从而避免了因压力和流量波动导致的两相分离效率降低的问题。
最后,操作弹性大。通过调节旁路阀门开度来调节进入相应离心萃取机萃取剂或原料液的流量,便于调节离心萃取机的流量;当需隔离检修离心萃取机或者减少萃取级数的时候,关闭该离心萃取机所有进出口阀门,打开所有旁路阀门,使两股物料不经过离心萃取机而经过离心萃取机对应的旁路支管。装置可处理乳化废水,当发生乳化时,废水可通过混合澄清萃取装置旁路直接进入离心萃取机。
4.3 经济效益分析
4.3.1 设备成本分析
按照某酚氨回收装置原设计处理含酚废水量为600 m3/h计算,原有萃取塔单台处理量约为150 m3/h,每台萃取塔的设备单价按照240万元(包含填料)计算,如果一期4台萃取塔配套单价为10万元的磁力泵4台,设备总价则为1 000万元。相对应地,离心萃取机单台60万元左右,需增加20台,混合澄清萃取装置每套30万元,需2套。因此,在处理量相同的情况下,技术改造方案与原萃取塔方案比较,总成本高出260万。
4.3.2 运行成本分析
原萃取塔配置功率等级为45 kW的磁力泵4台;相对应地,技改方案需增加功率等级为45 kW的电机20台,萃取槽底功率等级为15 kW的泵2台,则技术改造方案实施后,每年增加电费约300万元。
4.3.3 利润分析
忽略管材费用和安装费用,假设单台萃取塔(没有混合澄清萃取的情况下)出水总酚含量降至1 000 mg/L。该技术改造项目实施后,去生化废水中酚的含量降低到500 mg/L以下,每年增加粗酚的回收量为2 609 t,按照市场价格为3 900元/t计算,每年可增加利润1 017万元。具体计算:新增利润=(1 000 mg/L-500 mg/L)÷1 000 000×8 000 h×600 m3/h×0.39÷0.92≈1 017万元。
5 结论
增加离心萃取机虽然会增加一定的设备成本和运行成本,但是总萃取效率提高,增加了粗酚的产量,可提高煤化工装置盈利水平,以及系统操作的弹性和稳定性,更重要的是减少了萃取剂的用量,从而减少蒸汽耗量。因此,合理选择串连离心萃取机的数量可以起到节能降耗和增加利润的目的。离心萃取技术如能成功应用于碎煤气化含酚废水萃取脱酚的工业化,将会提高酚氨回收装置的粗酚产量,也有利于下游生化废水处理装置的稳定运行,并保护环境,但装置放大对萃取效率的具体影响有待进一步分析和论证。