国内外铝制板翅式热交换器技术标准对比及NB/T 47006—2019修订介绍
2020-12-11陈战杨朱巧家周文学汪禄海韩睿超
陈战杨,赵 亮,朱巧家,周文学,汪禄海,韩睿超
(1.上海蓝滨石化设备有限公司,上海 201518;2.兰州传热与节能工程技术研究中心,甘肃 兰州 730050;3.四川空分设备(集团)有限责任公司,四川 成都 641400)
铝制板翅式热交换器是目前成熟热交换器类型中单位体积换热面积最大的一种热交换器,其单位体积换热面积一般可高达1 000~1 500 m2/m3,某些新型低压翅片产品单位体积换热面积更是可达1 900 m2/m3,是清洁流体和低温介质用热交换设备的理想选择之一[1]。铝制板翅式热交换器具有传热效率高、质量轻、结构紧凑及占用空间少等特点,在飞机、汽车、轨道交通及海上平台等场所应用广泛。铝制板翅式热交换器尤其适用于小温差工况,可在温差低至1 ℃的换热环境下工作[2]。单台铝制板翅式热交换器能够同时对多种介质进行换热,根据文献[3]报道,2000年时我国已经有通道数多达12个的产品生产,非常适合进行工业过程的集成。
1 国内外铝制板翅式热换交换器技术标准对比
1.1 标准及其制定组织
1.1.1ALPEMA
ALPEMA(Aluminium Plate-fin Heat Exchanger Manufacturer’s Association)是由世界著名的五大铝制板翅式热换交换器制造商Chart公司(Chart Energy & Chemicals, Inc)、Fives Cryo公司、Kobe公司(Kobe Steel)、Linde公司和Sumitomo公司(Sumitomo Precision Products Co., Ltd.)组成的制造者协会。该协会制定过3个版本的铝制板翅式热换交换器标准,分别为1994年、2000年和2012年的第1版、第2版和第3版。第3版于2012-05进行了更正,更正后的第3版为现行版。此外,ALPEMA官方网站每年会更新一次标准的附录。3个ALPEMA标准版本中,ALPEMA—2010(2012年更正)《The Standards of the Brazed Aluminium Plate-fin Heat Exchanger Manufacturers’Associatio》[4]对钎焊铝制板翅式热交换器(BAHXs)的规格、设计、制造、采购和使用等的规定最为全面。
1.1.2ANSI、API和ISO
美国石油学会(American Petroleum Institute,API)是国际著名的标准制定组织。2006年API 发布了第1版铝制板翅式热换交换器技术标准,2011年对第1版进行了确认,形成ANSI/API STD 662 PART 2 1ST ED(R 2011)《Plate Heat Exchangers for General Refinery Services—Part 2—Brazed Aluminum Plate-fin Heat Exchangers》[5]、ISO 15547-2—2005《Petroleum,Petrochemical and Natural Gas Industries—Plate-type Heat Exchangers—Part 2:Brazed Aluminum Plate-fin Heat Exchangers》》[6]。从标准全称看出,确认后的API铝制板翅式热换交换器标准同时也是美国国家标准协会(American National Standard Institute,ANSI)和国际标准化组织(International Standard Organization,ISO)的铝制板翅式热换交换器标准。
1.1.3国内标准
全国锅炉压力容器标准化技术委员会热交换器分技术委员会是我国铝制板翅式热交换器标准制定工作的组织者,完成的标准共有4个版本,分别是1976年版、1994年版、2009年版和2019年版,其中前2个版本由原国家机械工业部颁布实施,后2个标准为国家能源局颁布实施。4个版本的标准号及名称依次为JB/TQ 258—76《铝制板翅式换热器技术条件》[7]、JB/T 7261—1994《铝制板翅式换热器技术条件》[8]、NB/T 47006—2009《铝制板翅式热交换器》[9]、NB/T 47006—2019《铝制板翅式热交换器》[10]。
1.2 标准规定对比
NB/T 47006—2019在主要内容、应用范围、设计、检验、案例及使用注意事项等方面与ALPEMA、API 662标准最新版本的相关内容基本一致,但在具体规定上还有诸多不同,主要见表1。

表1 ALPEMA、API和我国铝制板翅式热交换器标准规定对比
分析表1可知,国外标准与我国标准的侧重点不同,ALPEMA标准强调个性化产品,API标准强调贸易、相关方技术、沟通及系统集成,我国标准强调质量、安全与技术成熟性。这些不同体现了ALPEMA代表的制造商群体,API代表的用户群体和热交换器分会代表的第三方机构对铝制板翅式热交换器的不同需求,也为标准需要者提供了多种选择。相对而言,NB/T 47006—2019对钎焊工艺评定、干燥度测试、气阻试验方法及无损检测方法等的讲述更加详尽,具有更强的可执行性,也更符合我国的国情。
2 NB/T 47006—2019主要修订情况介绍
2.1 温度和压力范围调整
近年来铝制板翅式热交换器的设计和制造技术进步显著,其应用范围不断扩大,市场对设备的大型化需求增长迅速,这些促进了铝制板翅式热交换器的实际发展,已经出现了超出标准范围的压力更高、温度范围更广、使用新材料制造的一系列铝制板翅式热交换器[11]。2010年,杭州杭氧股份有限公司为上海赛科石化公司119万t/a乙烯板翅式热交换器配套项目进行了设计、制造,该项目的设计压力达到8.0 MPa,产能达到80 000 m3/h。国内乙烯板翅式热交换器设计、制造能力也已提升到百万吨级,并且具备了设计、制造10.0 MPa 高压铝制板翅式热交换器的技术条件[12-13]。
经全国锅炉压力容器标准化技术委员会热交换器分技术委员会铝制板翅式热交换器标准工作组实地调查,各主要制造企业10.0 MPa高压铝制板翅式热交换器制造条件已经相对成熟,本次修订根据铝制板翅式热交换器近年来的发展,将设计压力上限从8.0 MPa调整为10.0 MPa。调整后的压力与ALPEMA 2010版的规定一致。
据有关文献报道,杭氧股份有限公司12.8 MPa高压板翅式换热器已经于2016年年底研制成功。在标准编制组委托的检验实践中,某公司生产的铝制板翅式热交换器在高压通道水压试验压力17.7 MPa(其它通道根据设计水压分别为1.4 MPa和3.9 MPa)条件下,保压时间均超过30 min,水压试验过程中均无渗漏,无异常响声,无可见变形,而且抽取的3个焊接翅片爆破件最终爆破试验压力分别为55.6 MPa、54.1 MPa、53.6 MPa。但在爆破试验确定翅片最高允许设计压力时,仍然根据工况不同在4~6选取安全系数,因此尽管有水压试验高于10 MPa的案例,在爆破试验确认设计压力安全系数未做变动,或没有其他新的方法时,本版标准确认的常规产品设计压力上限仍保持在10.0 MPa。
NB/T 47006—2019未改变NB/T 47006—2009确定设计温度范围的基本准则,即按材料允许的使用温度范围确定。因此,一般情况下的设计温度范围为-269~200 ℃(这个温度范围与ALPEMA 2010规定的-269~204 ℃基本一致)。在此基础上NB/T 47006—2019提出还应考虑相关法规的规定,如TSG 21—2016《固定式压力容器安全技术监察规程》[14]规定,含镁量(质量分数)大于或者等于3%的铝合金(如5083、5086),其设计温度范围为-269~65 ℃。此外,工艺设计时还应考虑材料在不同温度相邻流体作用下的热应力,一般要求流体间最大允许温差不超过50 ℃。当出现两相流、温度瞬间变化大或周期性变化时,该允许温差一般不能超过20~30 ℃。
2.2 高压产品技术审查
天然气液化、二氧化碳制冷等行业都需要使用高压板翅式热交换器,部分设备设计参数高达14~15 MPa,远超过国内标准的适用范围[3,15]。虽然此类产品整体钎焊,难于打开结构检验,设计开发过程不确定性大限制了其在重要场合或高参数工况下的应用和推广,但其高效的性能、紧凑的结构又吸引工程技术人员不断尝试挑战其新的应用。
近年来随着产品开发技术的进步,压力等级高、换热面积及体积大、工作温度极高或极低的板翅式热交换器陆续投入使用。国外气体公司已陆续开发了高压的翅片结构形式,并已经有部分产品得到了实际应用[15]。强烈的产品需求和国外成熟的应用业绩都是国内板翅式热交换器迎头赶上国外设计制造水平的动力。通过对国外标准的研究和对国外进口设备的检验发现, 国外进口的高压产品同样采用验证校核的方式进行设计,但其对具体的验证试验方案和验收准则细节保密。
国内企业参考进口板翅式热交换器产品的结构陆续开发了一些高压产品,但由于目前普遍参照GB 150.1—2011《压力容器 第1部分:通用要求》[16]附录C中以验证性爆破试验确定容器设计压力为设计验收准则,开发的高压产品的设计压力提高到12~13 MPa后无法继续突破更高的压力限制,如前述焊接翅片爆破件尽管爆破压力已经高达约55 MPa,但依据常规准则确定设计压力时也不能高于13.5 MPa。因此提高产品的设计压力不仅要在产品设计上用功,更要在验收理念的设计上突破固有思维。为此,全国锅炉压力容器标准化技术委员会授权热交换器分技术委员会组织和开展相关专项技术审查工作。
目前NB/T 47006—2019将设计压力的范围从8.0 MPa调整为10.0 MPa,但爆破试验确定翅片最高允许设计压力时的安全系数的选取方式并未做相应调整,仍然根据工况不同在4~6中选取。这种情况导致安全系数选取方式与产品应用压力之间的适配性逐渐变差,调整高压板翅强度计算方法已经成为需要,但国内对其相关设计的技术细节知之甚少。
目前国内高压板翅式热交换器产品的生产采取企业申请审核制,即由全国锅炉压力容器标准化技术委员会及其热交换器分会对存在的高压板翅产品进行产品专项评审。面对高压产品已经在用而高压板翅设计、制造技术滞后的现状,这种做法是一种权宜之计。
2.3 钎焊工艺评定
铝制板翅式热交换器焊接要求高,芯体结构复杂,焊接时要将各流体的通道按要求依次叠置、在真空或可控气氛钎焊炉中钎焊成一个完整的刚性热交换器块。每层流体通道由隔板(侧板)、堆叠的翅片(导流片)及封条等零件组成,其焊接接头特别长,流道结构多样,焊接时需要根据流体的流动形式(包括逆流、交叉流、平行流、多通道等)确定流道结构和焊接影响因素。因此,钎焊工艺评定内容及钎焊工艺影响因素的确定对钎焊质量起着决定性作用。
NB/T 47006—2009中6.1.3.2条规定钎焊工艺的制定应按合格的钎焊工艺评定进行,此规定未明确钎焊工艺评定应包含的具体内容。NB/T 47006—2019对此进行了修订,增加了附录F,用图表方式给出了典型钎焊工艺规程和钎焊工艺评定报告应包含的内容。根据该附录表格,编制钎焊工艺规程时主要应考虑接头形式、钎焊间隙、搭接长度、母材及厚度偏差、钎料、漫流、真空度、设备泄漏率、升温速度、稳定温度、稳定温度下的保温时间、钎焊温度、钎焊温度下的保温时间、冷却速度及钎焊后热处理以及环境气候等因素。当某个主要影响因素发生变化时,应考虑重新进行钎焊工艺评定。在钎焊工艺评定及钎焊设备过程中还应注意保证零件及真空炉的清洁度。
2.4 气阻试验
板翅式热交换器的板翅结构紧凑,流体阻力高,其气阻性能是反映板翅式热交换器性能的重要指标之一。
NB/T 47006—2009中没有对气阻试验进行详细规定,导致以往气阻试验没有统一的方法和要求,试验过程复现性差,精度低。这种情况下的气阻试验作为机理性研究尚可,但用于表征产品性能则由于较大的误差难于区分不同产品的性能特点,产品之间的性能差异会被较大的误差所掩盖。
为了克服原有气阻试验方法的不足,同时通过气阻试验了解产品性能特点,指导设计与选型制造,NB/T 47006—2019对此进行了修订。修订后采用标准风量测量箱+多喷嘴组合方式对气体流量进行测量,并采用智能PID算法使风量快速达到稳定,实现换热器气阻的高效测量(图1)。图1中各量及符号的含义与文献[10]相同。
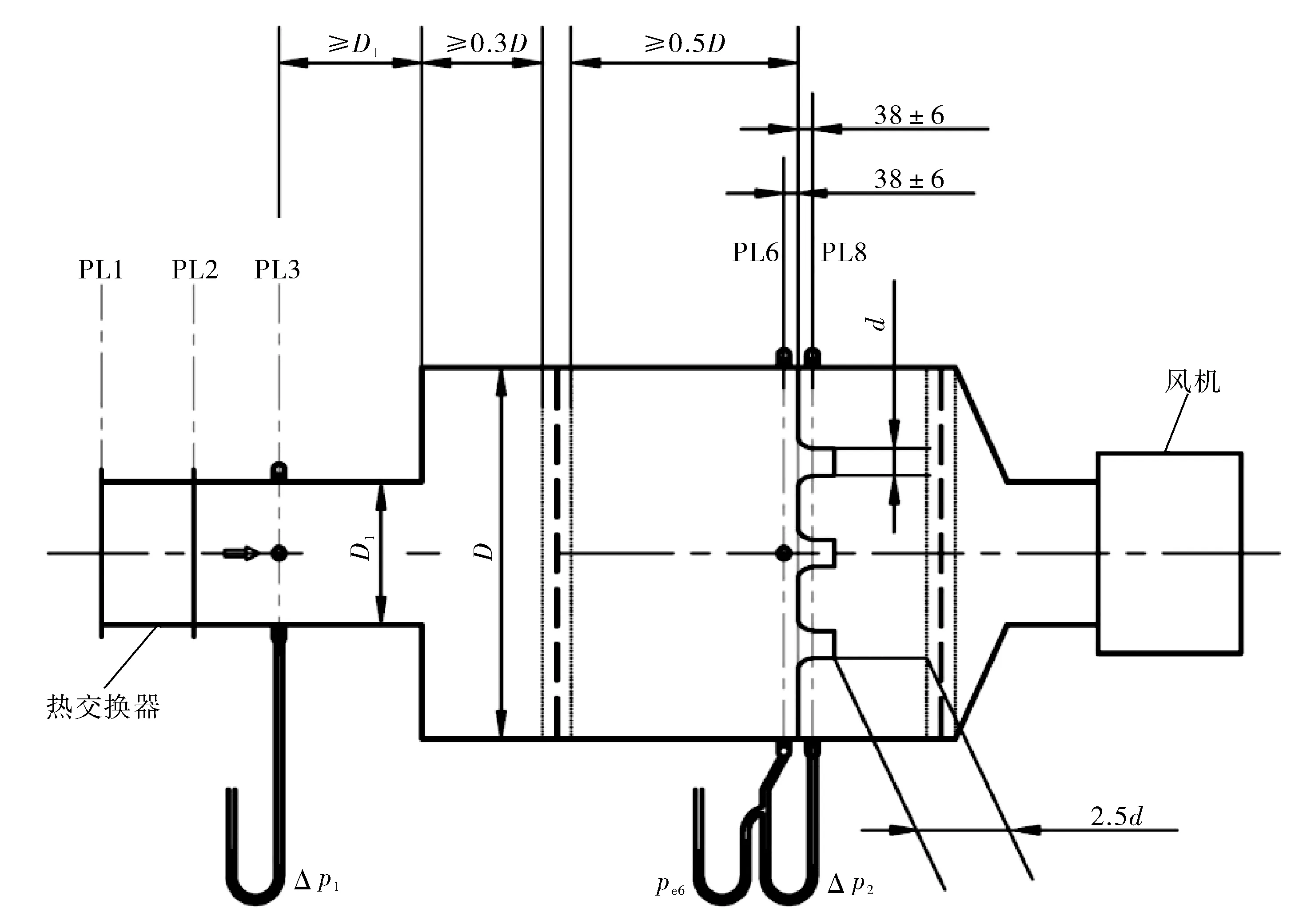
图1 气阻试验装置简图
NB/T 47006—2019参考GB/Z 33875—2017《GB/T 2624—2006使用指南》[17],采用GB/T 2624—2006《用安装在圆形截面管道中的差压装置测量满管流体流量》[18]所规定的具体测试方法对压力/压差、密度、流量及温度进行测量。
2.4.1增加压力测量
如图1所示,采用压差传感器测量压差(压力),除NB/T 47006—2019附录I规定内容外,亦可把4个取压口相互连接取得装置的上下游压力(压差),此时最好将其相互连接成1个三重T型结构(图2),即将取压口连接成1个静压环取压,具体方法参见文献[19]。

图2 取压口的三重T型结构示图
2.4.2增加密度计算
气阻测量时需要的湿空气密度和湿空气的气体常数采用下式计算。
(1)
(2)
式(1)和式(2)中,ρa为试验环境下空气密度,kg/m3;pa为大气压,pv为水蒸气分压,Pa;R为干空气的气体常数,Rv为水蒸气的气体常数,Rw为湿空气气体常数,试验条件下R=287 J/(kg·K)、Rv=461 J/(kg·K);Θa为环境绝对温度,K。
2.4.3增加流量计算
在多喷嘴组合使用情况下,总质量流量的计算公式如下。
(3)

(4)
rd=(pu-Δp2)/pu=1-Δp2/pu
(5)
式(3)~式(5)中,qm为质量流量,kg/s;ε为膨胀系数,n为喷嘴数,j为喷嘴次序数,Cj为第j喷嘴流出系数;dj为第j喷嘴喉部直径,m;ρ6为流经喷嘴上游测量截面的气体密度,kg/m3;Δp2为压差,pu为管路流量计上游的平均压力,Pa;κ为等熵指数,对于理想气体κ=cp/cV;rd为静压比,β为喷嘴内径与上游段直径之比,其值可取0,1。
β的取值与GB/T 2624—2006中的公式(1)不同,因为使用喷嘴,1-β4≈1,所以对于风室,β可取0,Cj=αj。喷嘴流出系数αj计算如下。
当喷嘴喉部的长度L与喉部的直径d之比为0.6时,有:
(6)
当L/d=0.5时,有:
(7)
式(6)和式(7)中,Red为对应于喷嘴出口直径的雷诺数,C为排出系数。对于每一个喷嘴,喉道的雷诺数Redj为:
(8)
式(8)中,t6为风室中流经喷嘴的空气温度,℃。计算时,Cj初始值取0.95,第一次估计质量流量之后,Cj可以根据计算结果修正。
2.4.4改进温度测量
为了获得较准确的温度值,NB/T 47006—2019推荐在稳定条件下采用多次测量取平均值和同时测量喷嘴前后温度后取平均值的方式测量流经喷嘴的气体温度,此种做法克服了气体温度测量过程中气体与探头之间的热传递及探头与周围环境热传递过于相近的问题。
3 结语
NB/T 47006—2019增加了通过爆破试验验证翅片最高允许设计压力的具体操作方法、钎焊工艺评定内容、压力试验、泄漏试验、干燥度试验、典型封头结构的应力分析案例等内容,这些修订提高了测试精度,保证了试验结果的复现性,使得铝制板翅式热交换器产品性能指标得到量化,产品性能之间的比较变得可行,更符合国内铝制板翅式热交换器行业的发展现状和需求。
