烧结机卸料装置耐磨性改善
2020-12-09赵军凯
赵军凯
(河钢股份有限公司邯郸分公司 河北邯郸056015)
1 前言
邯钢1#435m2烧结机是3200m3高炉的配套工程,年产烧结矿438万吨,机尾最大过料量520t/h,平均给料温度700℃以上。高温、强冲击、重载是烧结机机尾工矿环境的特点,容易造成机尾导料箱、单辊破碎机、卸料漏斗等卸料装置耐磨工作面的磨损、变形、断裂与损坏,在烧结生产中,每次检修都需要投入大量人力、物力对机尾漏斗进行维护,这些因素制约着烧结矿的生产。因此,改善烧结机机尾卸料装置关键部件耐磨工作面的机械性能,缩短检修时间,提高随机作业率,对烧结生产和维护有着重要的意义。
本文着重介绍邯钢1#435m2烧结机机尾导料箱、单辊破碎机和卸料漏斗等关键部件耐磨性能的改善与提升。
2 问题
2.1 机尾导料箱问题
机尾导料箱(简称“导料箱”)安装于烧结机和单辊破碎机之间,呈阶梯式箱体结构布置,起到缓冲烧结饼下落产生的巨大冲击力的作用。烧结矿饼经由机尾导料箱导入单辊破碎机与单辊篦板之间,再由旋转的锤头实现烧结矿的破碎。主要存在的问题如下:
1)导料箱主要包括底座、进料端横梁、出料端横梁、斜向阶梯导料槽和两侧衬板(图1)。在斜向阶梯的筋板上安装耐磨衬板,衬板采用螺栓联接固定,由于导料箱工作环境恶劣,衬板的连接螺栓在高温、高冲击作用下容易出现断裂、失效,导致衬板脱落。一旦脱落的衬板随烧结矿进入单辊破碎机与篦板之间,会造成单辊锤头损坏或导料箱整体移位等严重事故。
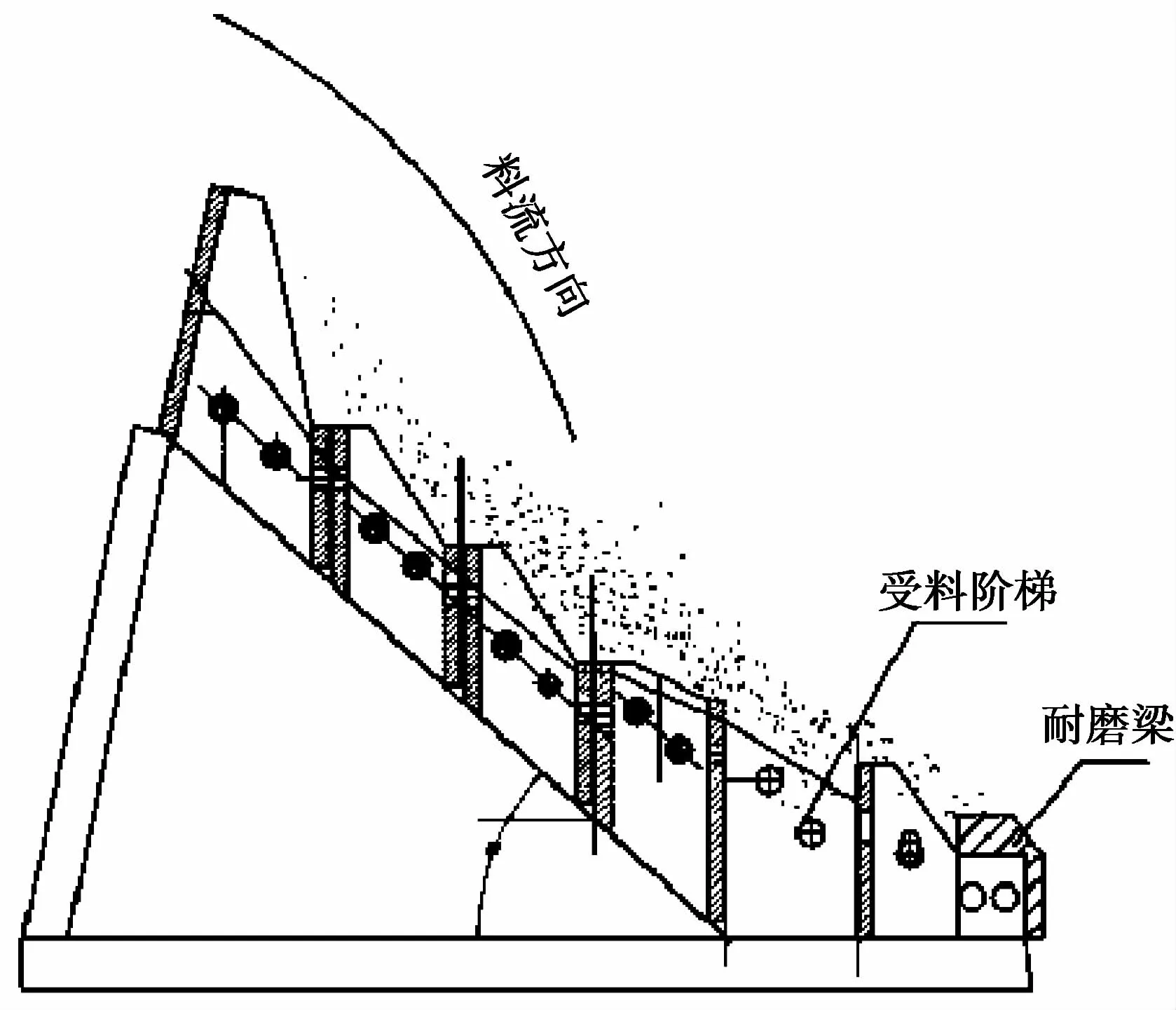
图1 导料箱示意图
2)导料箱的受料阶梯耐磨层和出料端耐磨梁属易损消耗件,需要定期维护更换,消耗量大。台车翻转时,烧结矿饼落差高度约为3~4米,卸落的烧结饼质量可达5~8吨,在不断的料流冲击和高温腐蚀下,受料阶梯和出料端横梁容易受损变形。当变形严重时,容易发生出料端横梁与单辊破碎机锤头剐蹭,单辊断齿和驱动部损坏的重大事故。
3)导料箱两侧衬板材质为Q235普通碳素结构钢。当温度达到600℃以上时,Q235钢基本丧失强度和刚度[1],机械性能变差,使用寿命短,需要经常更换。
2.2 单辊破碎机问题
单辊破碎机(简称“破碎机”)是烧结生产关键备件之一,由驱动部、单辊转子和单辊篦板体组成,主要作用是破碎从烧结机卸出的大块烧结矿,以满足后续工艺的要求。1#435m2烧结机单辊破碎机采用堆焊耐磨材料与水冷降温相结合的方式延长单辊使用寿命,存在的最突出问题是破碎机齿冠使用寿命短。在高温重载的工作环境中,转子锤头与高温高硬度的烧结矿作相对运动,磨损的主要形式是高温状态下的磨粒磨损,采用在齿冠上堆焊耐磨材料是提高破碎机锤头使用寿命的方法之一。以往使用的堆焊材料为FB-1高铬抗磨焊,使用情况如下:
FB-1焊条主要化学成分见表1,堆焊层硬度为HRC50~52。堆焊工艺为:先对对焊部位预热至300~500℃,然后堆焊J422普通焊条打底,堆焊厚度为10~20mm,最后再连续堆焊FB-1高铬抗磨焊条,堆焊层厚度为50~60mm,为防止堆焊层急冷,焊接后用石棉毡覆盖焊接区域,保温十二小时以上,以消除内部应力,防止裂纹产生[2]。堆焊修复过的单辊锤头平均使用寿命60天以上,低于宝钢炼铁厂单辊破碎机转子锤头堆焊修复后使用110天的标准,使用效果不理想。

表1 FB-1焊条的主要化学成分(%)
2.3 卸料漏斗存在的问题
单辊卸料漏斗(简称“卸料漏斗”)位于单辊破碎机篦板的下方,破碎后的烧结矿经该漏斗卸料至下一个流程。卸料漏斗是烧结生产中机尾受磨损和冲击最大的装置之一,主要存在以下问题:
1)卸料漏斗原设计为九级台阶由上至下依次排列的阶梯斜面,台阶上焊接横截面为90mm×90mm,长100mm的合金方钢形成耐磨工作面,在实际生产中,烧结矿自单辊破碎机卸下时落差大,对耐磨工作面冲击强度高,容易造成耐磨面的断裂和磨损,甚至损坏漏斗本体。
2)卸料漏斗耐磨工作面使用材料为普通材质合金方钢,使用中发现,该合金材料耐热性能不足,烧结饼的温度在700℃~800℃,卸料漏斗长期处于500℃以上的工作环境,在高温冲击和热载荷的作用下,容易引起钢坯表面氧化和腐蚀,导致方钢磨损、变形,焊缝撕裂、甚至造成阶梯底板脱落。
3)合金方钢与卸料漏斗钢结构支撑连接形式为焊接,每次更换都需要动用电气焊等工具,维修十分不便,检修时间较长。
3 改进措施
2018年1月至3月邯钢1#435m2烧结机年修期间,工程技术人员总结过去8年生产维护经验,通过理论分析和试验,对烧结机机尾关键耐磨部件进行升级改造,以期改善其耐磨性能。
3.1 导料箱改进
1)改进后的导料箱将进料端、出料端和中部工作面由耐磨衬板更换为异型耐磨顶帽(图2),耐磨顶帽的上部横板覆盖在导料箱的迎料面上,下部榫头通过T型槽沉头螺栓与斜向阶梯支撑板连接,T型槽沉头螺栓安装孔上设置有保护帽。改进后的导料箱进、出料端以及斜向阶梯型支撑板的工作面上均覆盖有耐磨顶帽,斜向阶梯导料槽的各级台阶可以存料形成料衬,保护耐磨顶帽,延长使用寿命[3];T形槽沉头螺栓不受烧结矿的直接冲击,防止耐磨顶帽因螺栓断裂而造成脱落。在使用过程中,耐磨顶帽损坏时,只需将顶帽卸下,更换即可,方便灵活。
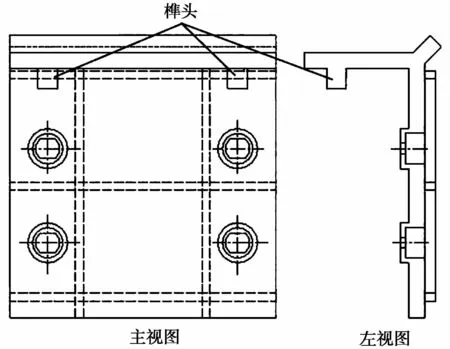
图2 异型耐磨顶帽结构示意图
2)新设计的出料端耐磨梁采用水冷措施,在整体锻钢母体的基础上通水降温,保证耐磨梁的工作温度在300℃以下,有效防止耐磨梁因热负荷冲击引起的弯曲变形。
3)升级导料箱两侧衬板为NM400高强度耐磨钢。NM400具有较高的机械强度,其耐磨性是Q235钢的3到5倍[4],可显著提升两侧衬板的耐磨损性。升级后,两侧衬板使用寿命由三个月延长至一年以上,降低维护成本。NM400与Q235的机械性能对比见表2。
3.2 单辊破碎机改进
堆焊材料和堆焊工艺不过关是制约单辊转子使用寿命的重要因素,因此,亟需找到一种新的材料和方法来提高堆焊质量,以延长单辊转子使用寿命。
堆焊材料的选用主要考虑高温下的耐磨性能是否符合要求。经参考技术资料与反复试验,最终选定了某公司研制的VAUTID-145焊丝(法奥迪145.耐磨耐高温合金焊丝),简称V-145,主要化学成分见表3。

表3 VAUTID-145耐磨耐高温合金焊丝的主要化学成分(%)
V-145具有最高级别的抗磨损性能,在500℃~750℃的使用环境中,硬度达到:HRC60~HRC66,沉积率约220%[5],非常适合单辊破碎机锤头的堆焊。使用方法:在锤头破碎方向侧面焊接边长15mm,深40mm的方格,用V-145耐磨耐高温合金焊丝分两次堆焊,将方格填满,确保堆焊过程中不产生气孔,以免影响堆焊层强度。堆焊后检测发现:堆焊层的含碳量达6%~7%,含铬量超过35%,在堆焊层弥散分布着大量六角形的碳化铬硬质相。使用4个月后测量堆焊层厚度,磨损量仅为10~15mm,是FB-1焊条堆焊层寿命的2~3倍。
通过堆焊材质和堆焊工艺的改进,成功地解决了单辊破碎机齿冠的抗磨损性不足等问题,减少了停机时间,降低了劳动强度,提高了检修效率。
3.3 卸料漏斗改进
1)将阶梯斜面台阶由九级改为十级,增加受料缓冲,使烧结矿对卸料漏斗的冲击速度下降,冲击强度降低,磨损率也随之减少。
2)在每级阶梯上安装L型耐磨块(图3),材质为:高铬铸铁(RTCr16),高铬铸铁在550℃~900℃环境下具有优异的耐热性、耐磨性和耐腐蚀性,能够抵挡高温烧结矿的冲击[6]。
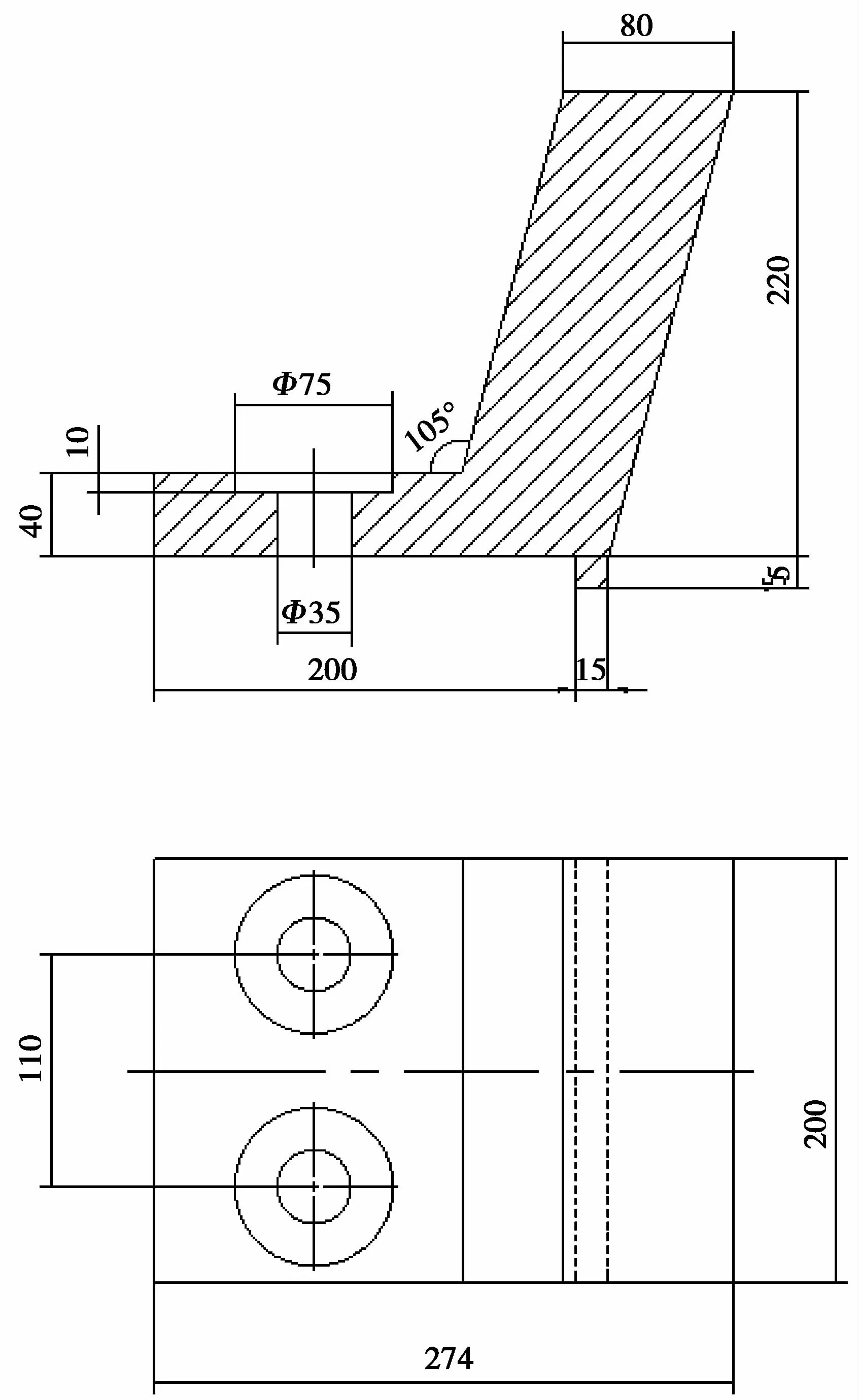
图3 L型耐磨块结构图
3)卸料漏斗实现了钢结构支撑功能与工作面耐磨功能分离和耐磨块对工作面的全覆盖。由L型耐磨块组成的台阶可以形成烧结矿料衬,由于料衬的保护,有效隔离了环境温度,避免了金属耐磨块长时间在高温热负荷工作环境中发生氧化和强度降低,耐磨性变差;同时由于烧结矿料衬的作用,耐磨工作面的磨损也明显减少,卸料漏斗寿命显著延长。
4)L型耐磨块与卸料漏斗钢结构支撑采用沉头螺栓连接装配,不直接受烧结矿冲击影响,且更换方便,日常检修即可完成。
4 结论
2018年4月份,改造完成的烧结机机尾导料箱、单辊破碎机、卸料漏斗在1#435m2烧结机上投入使用,运行一年来,未发生过一起因机尾耐磨工作面损坏引起的停机事故。通过检查发现导料箱、单辊破碎机和卸料漏斗耐磨工作面的磨损量与变形程度均在合理范围内。此次改造,机尾导料箱的使用寿命由原来的4~6月提高到1年以上;单辊锤头的平均寿命由60天延长至120天左右;卸料漏斗实现了抗磨损长寿命工作,检修周期由40天延长至180天,检修时间由6小时缩短至2小时。实践证明,工程技术人员对烧结机机尾漏斗的改造合理、措施得当,达到了预期效果。
新的设计方案既满足了生产工艺之要求,亦使烧结机机尾关键部件的耐磨损、抗冲击性能显著提升,烧结机随机作业率达到99.8%,对烧结生产降本增效意义重大。
