废旧锂电池的回收处理进展及趋势
2020-12-03汪成东施素杰李春滢石贵明
汪成东,施素杰,朱 浪,李春滢,石贵明
(玉溪师范学院 化学生物与环境学院,云南 玉溪 653100)
锂电池凭借能量密度高、循环寿命长、无记忆效应、额定电压高、自放电率低以及不含有毒重金属等特性,在手机、笔记本电脑及电动汽车等领域得到了广泛应用,并被誉为未来蓄电池的发展方向[1].
中国现已成为世界最大的锂电池生产基地、第二大锂电池生产和出口国[2].2016年我国新能源汽车销量达50.7万辆,保有量超过100万辆,占全球市场保有量的50%,预计到2020年累计销量超过500万辆,同时国内将产生250亿只废旧锂电池,约合50万t[3~6].如果废旧锂电池处置不当,电池中的有机含氟电解质和金属会对环境造成危害,并且废旧锂电池中的钴、锂、镍、铜等有色金属都是重要的资源,具有极高的回收利用价值[7~9].因此对于废旧锂电池进行回收利用具有较高的经济和环境保护价值.
1 锂电池结构及回收利用现状
1.1 电池结构
锂电池主要由外壳、正极、负极、电解液与隔膜所组成,内部主要采用卷绕式或叠片结构.电池的外壳通常由铝塑膜壳、不锈钢或镀镍钢壳制成,正极是通过起粘结作用的PVDF(聚偏氟乙烯)将磷酸铁锂、钴酸锂等粉末均匀涂布于铝箔集流体表面构成,负极则由无定形碳(石墨)涂覆于铜箔集流体表面构成[10].有机电解液一般采用六氟磷酸锂(LiPF6)溶于有机溶剂制备而成.而隔膜则常用聚烯微孔膜PP、PE(对锂离子具有选择透过性)等[11].
目前国内动力锂离子电池的梯级利用和资源再生利用体系逐步完善.国家电网在北京大兴建设了100 kWh梯次利用锰酸锂电池储能系统示范,2018年格林美公司再生钴规模便已达4 000吨,邦普公司年处理废旧电池总量超过30 000吨,年生产镍钴锰氢氧化物10 000吨,总回收率超过98.58%[12].
相比之下,消费者废旧锂电池(充电宝和废旧手机等)的回收体系还有待完善,目前虽有一些网购平台通过以旧换新、换机补贴等手段对废旧手机进行回收,但是效果并不显著.
2 废旧锂电池处理的流程与技术方法
2.1 预处理
(1)放电.对废旧锂电池进行放电处理,使其电压降低,达到安全拆解的电压范围.现有的放电方法有穿孔放电法、低温冷冻法、溶液浸泡法和碱液放电法[13~17].低温冷冻法主要使用液氮等作为冷冻液,溶液浸泡法一般选用NaCl作为电解质.实验中我们用1 mol/L的NaCl溶液对废旧锂电池(部分电池人为将其充满电)进行48 h放电,在手工破碎过程中没有出现任何火星和安全问题,证明NaCl放电效果良好.
(2)拆解与破碎.通过人工拆解或者机械破碎的方式对锂电池结构进行破坏,便于锂电池的后续回收处理.人为拆解具有分离效果好,产品纯度高,回收效果好等特点,但是生产效率低,并且存在一定的危险性.机器方法主要通过高速旋转粉碎机、齿辊式剪切破碎机,角切式破碎机、撕碎机、球磨机等设备来对废锂离子电池进行破碎、细磨[18~25].同时可以通过在破碎过程通过添加Al2O3作为助磨剂,来提高后续钴、锂等正极金属的浸出效率[21].
(3)溶解.通过不同物料在有机溶剂中溶解性质的差异,使粘结剂(多为PVDF)与极板上的粘结的锂、钴化合物进行分离.Contestabile等发现选用N-甲基吡咯烷酮(NMP)作溶剂溶解黏结剂,在其浓度5 mL/g、时间1h、温度100℃的条件下,可实现铝箔与正极活性物质彻底分离,过滤后NMP可再次循环使用[22].还有研究表明,丙酮对正极材料的剥落具有良好的效果,当正极材料在丙酮溶剂中液固比为30 mL/g、溶解时间100 min、溶解温度50℃的条件下,铝箔与正极材料分离效果最好,丙酮和铝箔均可回收利用,从而大幅降低试剂成本[23].该方法可避免高温燃烧法带来的大气污染,但NMP等有机溶剂具有一定的毒性和挥发性,会对人体健康造成危害.[24~26].所以在实际工业生产中应用较少.很多科研人员通过球磨来提高正极材料的剥落率,从而代替该工艺.
2.2 物理回收法
目前采用的物理回收法主要有破碎风选法、超声再生法、机械研磨法、破碎浮选法.
(1)破碎风选法.将物料进行选择性破碎,然后通过调节风选的参数,探究密度、形状、粒级等物理因素对物料分离、回收效率的影响程度.破碎风选法回收效率高,没有药剂使用,规避了二次污染,但运行过程需要的动力成本高,对固体的破碎粒度要求严格,并且需要安装除尘收集装置.
何双华等通过建立风选数学模型的方法,将空气作为分选介质,在气流作用下使固体颗粒按密度、形状和粒径进行分选,求解出废动力电池破碎产物粒径在0.20~22.00 mm的最优风选参数,试验风选了粒径在5.00~22.00 mm的铜和铝,分离率高达100%[27].
(2)超声再生法.该方法可缩减实验流程,减少酸溶剂的使用,但是废旧电池里钴酸锂的剥落和收集存在困难,并且该工艺适用的生产规模较小.
朱曙光等将失效钴酸锂置于氢氧化锂溶液中进行超声再生,在室温条件下,把失效了的钴酸锂浸泡在2.0 mol/L的氢氧化锂溶液中,经过12h的超声处理,成功恢复了电化学活性,首次充放电容分别为132.2 mA·h/g、131.9 mA·h/g,在50次循环后电容保持率依然可达97.2%[28].
(3)机械研磨法.利用机械研磨的方法使电极材料与磨料之间发生反应,从而使原本粘结在电极材料集流体上的锂化合物转化为盐类,然后用浸出剂将反应生成盐类从产物中分离回收[29].机械研磨法的优点在于未用到危险性较大的浸出酸,操作环境友好,工艺流程简单.缺点是需要先对正极材料进行预处理来获得LiCoO2,而预处理过程使用的高温工艺可能会对环境造成危害,并且球磨时间较长,能耗较大.
王萌萌等通过在球磨过程中添加不同外源性添加物,研究出了再生利用废旧锂电池中Li和Co的方法,通过将LiCoO2粉末与Fe粉及NaCl混合球磨后,LiCoO2中的Li成功转化为水溶性的LiCl,其中Li的回收率达92%,而球磨残渣经煅烧后得到了钴铁氧体磁性功能材料,经VSM测试,表现出优异的磁学性能,从而实现废旧锂电池中钴、锂的回收利用[30].
(4)破碎浮选法.通过不同物料的表面性质差异,选用合适的浮选药剂和捕收药剂对混合物料进行浮选或反浮选,使物料得以分离,并获得最终产品.
金泳勋等将破碎处理后的锂离子破碎物料放到773K的条件下高温处理,去除电池中的有机粘结剂,使得锂钴氧化物表面性质发生变化,然后根据电极材料粉末中金属化合物与石墨表面亲水性质的差异,在最佳浮选条件下(煤油用量0.2 kg/t,甲基异丁基甲醇用量0.14 kg/t,矿浆固体浓度10%),浮选回收产品,其中锂和钴的含量大于93%,锂和钴的回收率高达92%[31,32].
Yu等手工拆解得到的正负极条以1∶1的数量比放入冲击破碎机中,筛分后获得0.074 mm以下的细粉,经过5 min球磨,并在矿浆浓度为40 g/L,叶轮转速为1960r pm,曝气速度为0.75 L/min,200 g/t甲基异丁基甲醇(捕收剂),200 g/t正十二烷(起泡剂)的条件下进行进行反浮选,最终测得LiCoO2和石墨精矿品位分别为97.19%和82.57%,回收率分别为49.32%和73.56%[32].破碎浮选法可以较为简单地对钴和锂进行有效的回收,且操作简单,但是该工艺同样对于物料预处理有一定要求,需要通过高温处理和球磨作用来降低或消除粘结剂对正极材料(钴锂化合物)的黏附作用,然而高温分解带来的大气污染和球磨带来的高能耗问题不可忽略.并且破碎过程中钴酸锂的电化学性能可能也会发生变化,仍需后续的精制处理[29].
2.3 化学回收法
化学回收法主要有火法冶金法、湿法冶金法、熔盐化学焙烧.
(1)火法冶金法.经过预处理(放电、破碎)的废旧锂电池通过高温焙烧去除锂电池中粘合剂,材料中的金属变成熔融态的合金,实现锂电池组成材料的分离[33].
朱坤对预处理后的18650型废旧锂电池进行高温热分解,在氮气的氛围中,使隔膜和粘结剂热解,同时利用负极石墨还原正极材料LiCoO2,该回收方法避免了将废旧锂离子电池正极材料和负极材料分开回收,并使石墨得到了回收利用.[34]
火法冶金法工艺简单,反应速度快,效率高,适合大规模处理种类繁杂的废旧锂电池[35].但锂电池中隔膜、粘合剂等有机物质的燃烧会产生大量的有毒性气体,从而造成大气污染.因此需要严格控制处理温度,并且加装烟气净化设备,使得投资成本提高.
(2)湿法冶金法.该工艺主要通过溶液浸出的方式对锂电池物料中的贵重金属进行溶解,然后通过沉淀法,电沉积法,络合法,萃取法,盐析法和离子交换法对不同金属进行分离,最后获得高纯度的锂、钴等贵重金属.
宗毅等通过二次碱浸的方式,用氢氧化钠作为浸出剂,使废料中90%以上的铝被浸出,然后通过将pH值控制在7~8的范围内,使氢氧化铝沉淀,再通过酸液浸出物料中的锂、钴[36].Ferreira等也采取了相类似的工艺流程[37].
酸浸过程中,浸出剂通常选用H2SO4、HNO3、HCl等无机酸,并在其中添加H2O2作为还原剂,来提高材料中有价金属的回收率.双氧水可以将三价钴还原成更容易进入溶液的二价钴[38].无机酸在浸出过程中会产生NOx、SO2、Cl2等有毒有害气体,所以柠檬酸、苹果酸、草酸等有机酸开始被广泛使用.同无机酸相比,有机酸具有不产生有毒气体,回收方便,废液处理简单等优点[39~42].
陈亮等采用H2SO4+H2O2为浸出体系,在液固比10∶1、H2SO4浓度2.5 mol/L、H2O2加入量2.0 mL/g、温度85℃、浸出时间120 min的条件下对电极材料进行浸出,测得钴、镍和锰的浸出率分别达到97%、98%和96%,然后采用黄钠铁矾法去除浸出液中的铁,N902萃取分离铜,调节pH沉淀除铝,碳酸盐共沉淀制备镍钴锰碳酸盐前躯体,最终钴、镍和锰的回收率均可以达到95%[43].
张飞等在固液比为20g/L,柠檬酸浓度为1.5 mol/L,浸出温度为80℃,H2O2体积分数为2%和浸出时间为60 min条件下,对电极材料进行浸出,最后测得Li和Co的浸出率分别达到97.7%、98.2%[44].
沉淀法主要通过调节pH值,使得各金属沉淀物分别沉淀,从而达到分离的目的.实验室通常采用氢氧化钠、草酸、碳酸钠等作为沉淀剂,通过调节溶液pH值,实现溶液中钴、锂等金属离子的分级沉淀[45].
Sun等使用草酸作浸出剂沉淀出草酸钴,并通过加入沉淀剂NaOH和Na2CO3,将铝、锂离子分别以Al(OH)3和Li2CO3的形式沉淀出来,其中草酸钴的沉淀率高达99%[46].
电沉积法就是使溶液中的有价金属离子在外加电场的作用下定向移动,然后移动到极板上获得电子,变成零价态金属沉淀.
申勇峰采用硫酸浸出-电沉积法从废旧电池中回收钴,在硫酸浓度10 mol/L,温度70℃,浸出时间1 h的条件下,钴浸出率接近100%,除杂后在55~60℃的温度下用235 A·m-2的电流密度进行电解,钴直接收率大于93%[47].
电沉积法具有工艺流程短,操作简便,不用外加试剂等优点,但是该工艺同时存在耗能高,成品纯度低(多种金属共沉淀),操作规模有限等缺点.
络合法通过螯合剂对金属离子强大的选择性结合能力,与溶液中的部分金属离子发生螯合作用,从而使金属离子从溶液中分离.目前EDTA络合法应用较多,由于EDTA的强配位能力,其对废旧锂电池中的钴、锂的回收率分别可达98%和99%[48].
萃取法主要利用物质在两种互不相容的溶液中溶解度的差异进行分离.
潘晓勇等在温度80℃,pH=5.0条件下,用P204进行三级萃取除杂,用P507进行三级萃取分离钴和锂,再用草酸溶液反萃取,制得纯度为98.4%的草酸钴,再向余液中加入饱和碳酸钠制得99.3%纯度的碳酸锂,最终测得钴和锂的回收率分别为95%和90%[49].
南俊民等将电极材料先进行碱浸,酸溶处理后,用萃取剂AcorgaM5640和Cyanex272分别萃取浸出液中的铜和钴,在最适条件下,铜和钴的回收率分别可达98%和97%,将回收得到的硫酸钴和碳酸锂作为前驱体,制备出具有良好放电性能的钴酸锂电极材料[50].
萃取法具有分离效果好,回收效率高的优点,但有机试剂的使用会对环境和人体健康造成危害,并且存在反应速度低,处理能力低,溶剂使用成本高昂等缺点.
盐析法就是通过外加电解质的方式,降低离子在溶液中的溶解度降低,从而达到过饱和的状态使物质析出的过程.
金玉健等向以LiCoO2为正极的盐酸浸出液中加入(NH4)2SO4饱和水溶液和无水乙醇,并将浸出液、(NH4)2SO4饱和水溶液和无水乙醇的体积比控制在2∶1∶3时,Co2+的析出率达92%以上[51].该工艺在工业生产中具有较强的操作性,投入的药剂价格低廉,但存在试剂用量过大,且生产过程会有其他金属盐类的析出,造成目标金属纯度下降的问题.
离子交换法是利用离子交换树脂对不同金属离子络合物的吸附能力不同回收有价金属的一种方法.
王晓峰等将电极材料用20%的稀盐酸溶解,然后加入过量的含NH4Cl的氨水溶液,调pH=10,再通入O2使Co2+络合物氧化成Co3+络合物,从而与镍离子的络合物分离,用弱酸性阳离子交换树脂吸附后,用0.6 mol/L、2 mol/L的硫酸铵和5%的硫酸溶液分别进行洗脱,最后将洗脱液调节至碱性,加入草酸钠进行沉淀,分离得到的钴、镍回收率分别达到了84.9%和89.1%[52].
离子交换法具有设备简单、操作方便、产品纯度高等特点,但盐耗量大,需要对废液进行处理[45].
综上所述,湿法工艺较为成熟、可获得较高品味的产品,但存在反应时间较长,处理容量小,工艺流程繁琐,成本高的问题,且废水不能直接进入下水管网,需对废水进行后续处理.
(3)熔盐化学焙烧.在较低温度(200~600℃)下,将硫酸盐与破碎后的锂电池混合进行焙烧,使金属元素硫酸盐化,然后用水浸出硫酸盐,有价金属进入水溶液,使金属元素得以回收利用[53]
2.4 生物方法
微生物法主要是利用某些特定的微生物的代谢作用及代谢产物,对金属进行溶解和富集[54].目前主要使用氧化亚铁硫杆菌进行实验,通过控制微生物的最优生长条件来提高金属浸出效率[55].
邓孝荣等研究了用生物浸出法回收废旧锂电池中的金属钴,实验结果表明,在浸出时间为10 d、接种量为5%、振荡温度为35℃、振荡速率为160 r/min、初始pH=1.5、初始硫酸亚铁为45 g/L、固液比为3%的最佳条件下,钴浸出率为37.5%,此时溶液中钴离子浓度达最大,为5.46 g/L[56].
Zeng等研究表明向微生物浸出体系添加铜离子和银离子作催化剂可大幅提高金属浸出率,加催化剂后钴的回收率高达98.4%和99.9%[57, 58].
辛亚云采用生物淋滤的方法回收废旧废旧锂电池中的有价金属Li、Ni、Co和Mn,结果表明Li在硫-氧化硫杆菌体系中浸出率最高,而混合能源底物-混合菌体系中Ni、Co和Mn的浸出率最高,调酸后细菌加速生长,极大提高了生物浸出效率,三元材料中4种金属的平均浸出率都超过95%,其中Co和Ni的浸出率分别提高了52.6%和58.9%[59].
生物回收法具有成本低,污染小,能耗低,可重复利用等优点,但特定微生物菌类选育驯养困难,生化反应所需周期长.
2.5 电极材料直接修复技术
Lee等采用凝胶-溶胶工艺制备正极材料LiCoO2,在硝酸浸出液中加入LiNO3溶液调整锂、钴离子的比例,然后加入柠檬酸生成前驱体,并在950℃温度下煅烧24 h得到的LiCoO2,实验表明产品具有很好的充放电容量和循环性能[60].
张飞等用柠檬酸为螯合剂,采用溶胶-凝胶法从浸出液直接再生得到LiCoO2凝胶,然后在700℃下进行煅烧,得到的LiCoO2电化学性能优越,在1C下经50次循环后可逆放电比容量可达118.7 mAoh/g,容量保持率为93%[44].
陈亮等采用草酸铵沉淀浸出液中的钴,然后将CoC2O4和过量5%的Li2CO3在850℃下焙烧12h,最后获得的LiCoO2的首次充放电比容量为143.8 mAh/g、140.0 mAh/g,且充放电10次后的容量可以保持率为96%[61].
Toma等利用高频超声在溶液中引起空泡,搅动液体,通过气泡破裂产生的力可以将钴酸锂活性物质从基板上分离出来,通过扫描电镜观察到晶体结构仍保持完整[62].
电极直接修复法极大地缩短了钴酸锂回收的工艺路线,工艺简单,易于操作,但该工艺产量较低低,且需对回收产品的性能进行测定[45].
2.6 不同工艺的优缺点分析
不同工艺的优缺点分析如表1
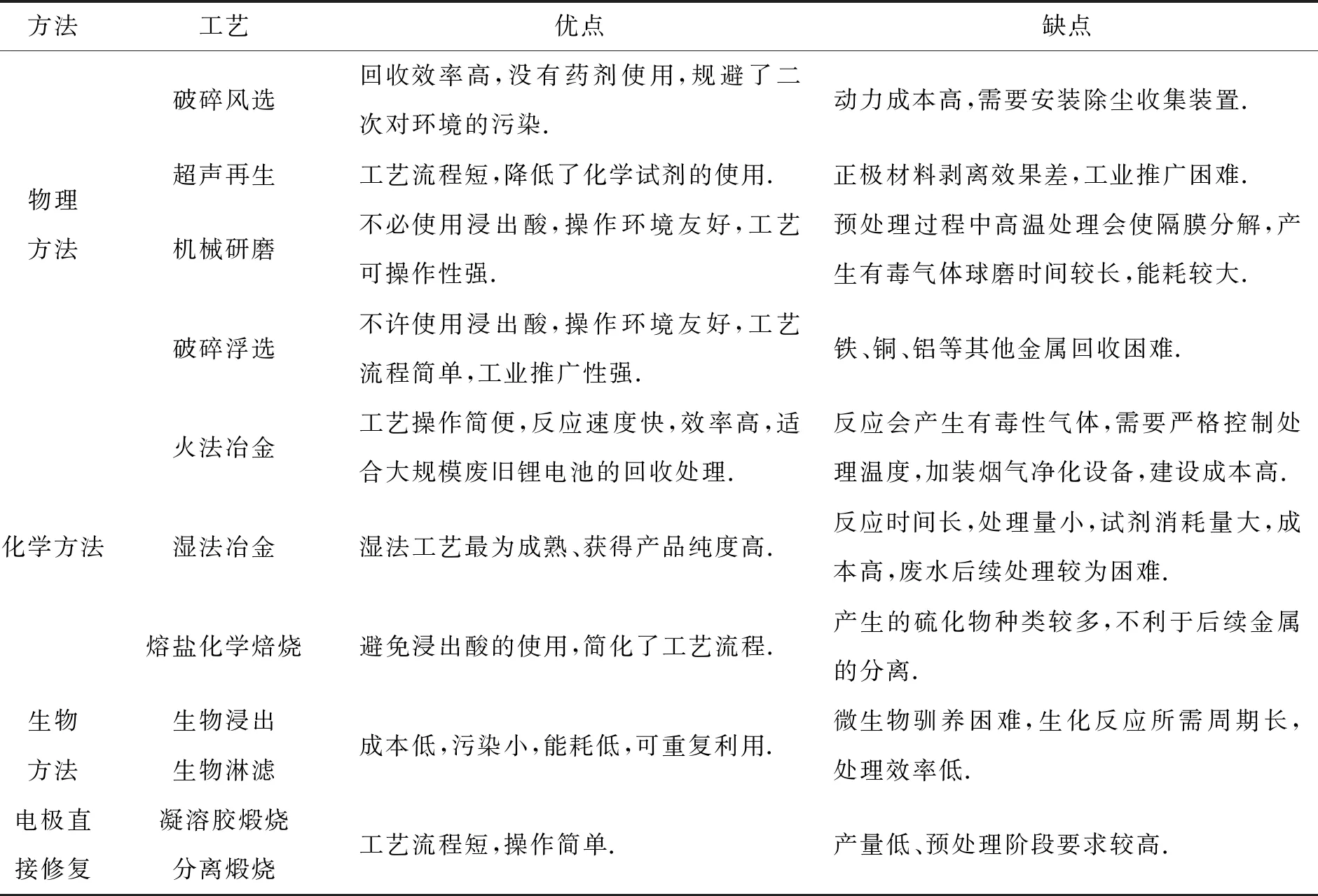
表1 不同工艺的优缺点
3 结语与展望
目前废旧锂电池的处理技术日渐成熟,多种工艺设备的结合使用以及正极材料的直接再生将成为未来锂电池处理的发展趋势,而低能耗、少污染、易操作的复合型处理技术会成为主要的发展方向.
随着我国对废旧电池问题的日益重视,以及垃圾分类试点城市的推广,锂电池的回收体系将得以完善,从而快速推进锂电池的阶梯利用和资源化处理.相信未来不久,在成熟的废旧电池回收技术和完善回收体系的助推之下,废旧电池可以真正做到变废为宝,从而加速我国能源转型升级和新能源汽车的发展.
