基于灰色关联分析的FDM 工艺参数与制件精度关系研究
2020-11-28白鹤张章刘亚明庞瑞张振庚
白鹤,张章,刘亚明,庞瑞,张振庚
(1.宝鸡职业技术学院机电信息学院,陕西宝鸡 721013; 2.中国石油宝鸡石油钢管有限责任公司钢管研究院,陕西宝鸡 721008;3.宝鸡石油钢管厂职工子弟学校,陕西宝鸡 721008; 4.北京三维博特科技有限公司,北京 100085)
3D 打印技术也可叫增材制造技术或减维制造技术,主要是利用数字模型,将液态材料或固态丝材、粉材通过层层叠加的工艺方式加工生产具有复杂外形和内部结构物体的技术[1–5]。相比传统的减材制造工艺,3D 打印技术可极大程度减少加工过程中的材料浪费[6–7]。随着我国推进智能制造步伐的进一步加快,3D 打印技术已成为当今社会最具有发展潜力的技术之一[8]。
熔融沉积成型简称FDM 成型,是众多3D 打印工艺中发展最成熟,使用最广泛的工艺之一,其特点是成本低、操作简单方便,所使用的聚乳酸(PLA)材料也拥有良好的生物降解性,进一步体现了对环境的友好性,因此,FDM 3D 打印工艺迅速受到了各行业的关注[9–14]。随着我国制造业的不断发展,人们对FDM 3D 打印制品要求越来越高,制品成型精度与材料、加工工艺的关系也成为了目前众多科研工作者的重要研究方向。
笔者采用五因素四水平正交试验设计,使用FDM 3D 打印的PLA 制件,讨论了打印层厚、热床温度、打印温度、填充速度以及填充路径图案对制件成型尺寸精度的影响,并采用灰色关联分析,得出制件的三个方向尺寸精度指标综合最优的工艺参数组合,并通过实验进行验证,为FDM 3D 打印制件成型精度提升和工艺优化提供参考。
1 试验部分
1.1 主要原材料
PLA:丝状耗材,直径1.75 mm,北京三维博特科技有限公司。
1.2 主要设备及仪器
3D 打印机:CANVBOT T800–II 型,北京三维博特科技有限公司;
游 标 卡 尺:Eee 3V 数 显 游 标 卡 尺(0~200 mm),台湾数控工具有限公司。
1.3 试样制备
笔者采用长方体形制件,其结构和尺寸如图1所示。

图1 制件形状及尺寸
其中长度(X 方向) L=50 mm,宽度(Y 方向)W=30 mm,高度(Z 方向)H=8 mm。首先,根据制件形状和尺寸要求进行三维建模,并保存成STL 格式文件输出,随后采用专用切片软件Cura 进行模型切片和打印参数设置,其中打印头直径0.4 mm,填充密度设置为35%,外壳厚度0.8 mm,制件顶层和底层厚度为1 mm。试样大面水平放置。打印层厚(A)、热床温度(B)、打印温度(C)、填充速度(D)以及填充路径图案(E)按照L16(45)正交试验方法进行设定,具体数据详见表1[15]。根据L16(45)正交试验要求,笔者共制作16 组试样,所采用的填充路径图案如图2 所示。
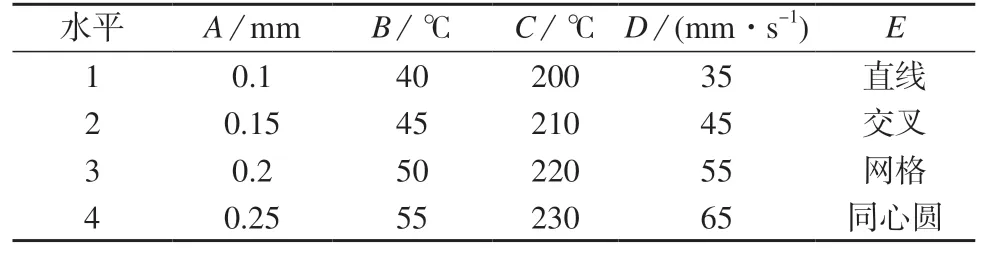
表1 正交试验因素水平表
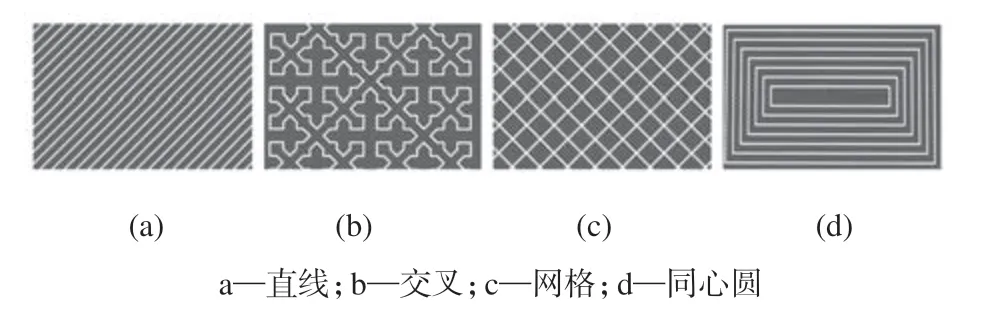
图2 制件填充路径图案示意图
1.4 尺寸精度测量方法
成型试件尺寸精度测量主要采用高精度数显游标卡尺分别对X,Y,Z 三个方向尺寸值进行测量,每个方向均测量三次,求其平均值后计算该平均值与对应方向理论值之差的绝对值,以此值代表三个方向的尺寸误差。
2 结果与讨论
2.1 正交试验结果
制件X,Y,Z 三方向的尺寸误差分别记为:ΔX,ΔY,ΔZ,测量结果见表2。
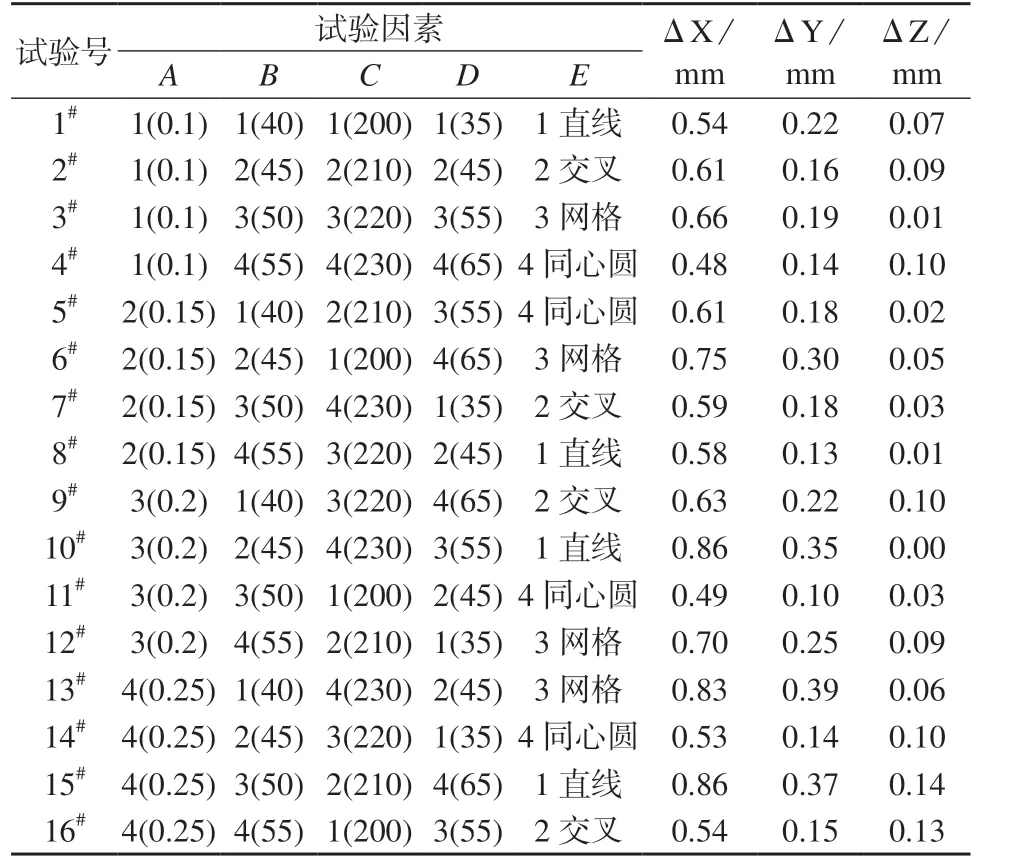
表2 正交试验结果
由 表2 可 知,10#,15#试 样 在X 方 向 误 差 最大,为0.86 mm,4#试样在X 方向误差最小,为0.48 mm;13#试样在Y 向误差最大,0.39 mm,Y向误差最小的试样为11#试样,误差值为0.1 mm;15#试样在Z 方向误差最大,为0.14 mm,而10#试样Z 向误差为0,为所有试样中Z 方向误差最小的。
2.2 极差分析
对试验数据进行极差分析,其结果如图3 所示,由于分析对象为尺寸误差,其值越小则说明制件精度越高,因此,对于制件X 方向尺寸精度来说,最佳工艺方案为A1B4C1D1E4,五个因素的极差值分别为0.118,0.113,0.115,0.09,0.208;填充路径图案影响最为显著,其次是打印层厚、打印温度和热床温度,填充速度影响最小;在制件Y 方向,五个因素极差值为0.085,0.085,0.095,0.063,0.143,填充路径图案依然为影响最显著的因素,打印层厚、打印温度和热床温度影响显著性相当,填充速度影响最小;最佳工艺方案为A1B4C3D2E4;保证Z 方向尺寸精度的最佳方案为A2B3C4D3E3,五个因素的极差值分别为0.08,0.03,0.038,0.058,0.035。打印层厚是最显著因素,填充速度次之,其余三因素极差值相近,显著性较低。通过数据分析,发现各因素在影响制件X,Y,Z 三个方向尺寸精度方面,显著性各不同,且每个方向的最佳工艺方案也不同,因此,要获得制件综合精度最佳的工艺方案,可采用灰色关联分析法。

图3 各因素不同水平时制件X,Y,Z 三个方向误差值的极差分析
2. 3 灰色关联分析
灰色关联分析是根据因素之间发展趋势的相似或相异程度(灰色关联度),作为衡量因素间关联程度的一种方法[16]。它反映一个对象相对于最优对象关联度的大小,关联度越大越接近于最优,相反则越差,该方法是一种成熟、准确的计算方法[17-18]。灰色关联分析可分为以下三个步骤。
(1)灰生成,其过程就是确定参考和比较数列,并对原始数据进行无量纲数据处理。由于本次试验分析的是制件三个方向实际尺寸和理论尺寸之差的绝对值,该值越小,制件精度越高,因此,采用望小特性的数据处理公式[19]。

上式中xij为生成序列,yij为指标序列,m 为对象数,本次试验取16,n 为指标数,取3。
(2)计算灰关联系数。

式中λ 为灰色关联系数,Δij为x0j与xij差的绝对值,ξ 为分辨系数,一般取值为0.5[20],Δmin为Δij值中的最小值,Δmax为Δij的最大值。
(3)灰关联度,在得到灰关联系数后,采用下式计算灰关联度Г。

其中xi为生成序列,xi=(xi1,xi2,……xij,……xin),Wj为权重系数,由具体问题类型所决定,且在单个对象中所有指标权重系数之和等于1[19],本次实验X,Y,Z 三个方向尺寸误差权重系数均取0.333。表3 为灰关联度计算结果。

表3 灰关联度计算结果
对灰色关联度进行极差分析,并绘制曲线,见图4 所示。从图4 可以看出,A2B4C3D2E4 工艺组合为制件三方向尺寸精度指标综合最优工艺参数。
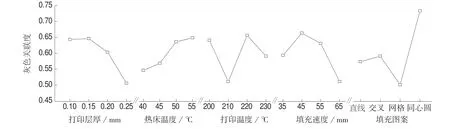
图4 灰色关联度极差分析图
2.4 灰色关联度结果分析
从灰色关联度极差分析结果可以看出,五种因素对FDM 3D 打印的PLA 制件精度均有影响,打印层厚对制件尺寸精度影响呈现先升高后降低的趋势,0.15 mm 层厚制件精度最高,当打印层厚太小时,材料在沉积过程中挤压严重,同时加之温降所产生的收缩,导致制件变形,影响精度,当打印层厚较大时,会导致制件细节部分缺失,从而造成制件精度降低。在40~55℃范围内,随热床温度升高,制件精度呈上升趋势,这是因为热床温度越高,材料在沉积冷却过程中温差越小,内应力越低,使得制件精度提高。打印温度220℃时,制件精度最高,适当的喷嘴温度会使丝材熔融状态良好,材料之间的结合力高,同时还有利于控制材料的应力。如图4 所示,随填充速度升高,制件精度先升后降,在45 mm/s时,制件精度最高,其是由于较低的填充速度使材料堆积冷却时温度梯度大,内应力增加,制件变形,过高的填充速度会使材料加热时间变短,熔融程度低,粘结力差,易被喷嘴拉动产生位移,从而降低制件精度。四种填充图案中,采用交叉和同心圆的填充方式加工的制件精度相对较高,这是因为上述两种填充方式在制件时不存在自相交,同时材料冷却时应力的分布也符合热力学冷却规律。
2.5 验证试验
按照分析得到的最优工艺参数A2B4C3D2E4进行制样,并开展试验验证,与表3 中最佳工艺参数的11#试样相比,试验样件X,Y,Z 三个方向误差分别从0.49,0.10,0.03 mm 降到0.46,0.05,0.02 mm,灰色关联度Г 为0.93,比11#试样高出0.05,因此,通过多目标优化模型所得到的工艺参数组合是所有工艺参数组合中的最佳组合。同时也验证了填充路径图案是影响X,Y 方向误差的显著因素,特别是采用不存在自相交现象的交叉和同心圆填充方式,可有效提升制件X,Y 方向的精度。
3 结论
(1)通过正交试验极差分析,发现五种因素对制件X,Y,Z 三个方向成型精度影响显著性各有不同,最佳工艺方案也不同。X 方向上,填充路径图案为最显著因素,其次是打印层厚、打印温度和热床温度,最佳工艺方案为A1B4C1D1E4;Y 方向最显著影响因素依然是填充路径图案,打印层厚、打印温度和热床温度影响显著性相当,最佳工艺方案为A1B4C3D2E4;保证Z 方向尺寸精度最佳方案为A2B3C4D3E3,打印层厚是最显著因素,填充速度次之。
(2)在正交试验基础上,基于灰色关联分析法和极差计算,建立了制件尺寸精度多目标优化模型,得到制件尺寸精度综合最优的工艺参数组合为A2B4C3D2E4,即为打印层厚0.15 mm,热床温度55℃,打印温度220℃,填充速度45 mm/s 以及同心圆的填充方式。
(3)对建立的模型进行试验验证,结果表明,验证试验制件较正交试验中灰关联度最高的11#制件,X,Y,Z 三个方向误差均有所降低且灰关联度升高,说明该模型有效可靠。
