基于激光跟踪仪的工业机器人位置重复性测试
2020-11-27陈国培
陈国培
(福建省特种设备检验研究院,福州 350008)
0 引言
目前中国已成为全球第一大机器人应用市场。虽然市面上工业机器人品牌种类繁多,但质量却良莠不齐,直接影响用户的使用效果和人身安全。有效地评估工业机器人质量水平就显得至关重要。
GB/T 12642-2013 规定了14 项工业机器人性能指标和测试方法,其中位置准确度和位置重复性是工业机器人性能的重要指标,受机器人零部件制造及装配误差、传动机构磨损、编码器测量误差、负载变化、温度等多种因素的影响[1-2]。通常工业机器人的重复定位精度很高,但绝对定位精度较低[3]。由于目前工业机器人绝对定位精度没有参考标准,出厂时厂家一般会提供重复定位精度。为此,在工业机器人性能评定中,位置重复性是最主要的一项测试指标[4]。激光跟踪仪的出现,很好地解决了机器人性能测试中测试环境搭建复杂、测试精度不高等问题。本文着重介绍利用激光跟踪仪实现工业机器人位置重复性测试。
1 测试标准及方法
GB/T 12642-2013 标准对位姿重复性给出了明确的定义,即对同一指令位姿从同一方向重复响应n次后实到位姿的一致程度[5]。定义中的位姿包括姿态重复性和位置重复性,本文仅对位置重复性进行讨论。
如图1所示,位置重复性:

其中:

图1 位置重复性

通过分析式(1)~(5)可知,位置重复性的计算不涉及指令位姿所给定的坐标值。这使得位置重复性的测试只需用到测量系统的坐标系,不涉及机器人的机座坐标系,无需进行测量系统坐标系与机器人机座坐标系之间复杂的坐标变换。而如果进行位置准确度的测试,则需要进行坐标变换,因此相对而言位置重复性测试更简单更好操作。
2 测量仪器
近年来,国内外学者及研究机构在工业机器人性能评估领域做了大量研究,探索了很多测试方法,包括拉线式位移传感器测试、相机跟踪测试、超声波测试、三坐标测量法、参考轨迹测量法和激光跟踪仪测试等[6-7]。其中最为常见的测试方法是激光跟踪仪测试[8]。
早在20世纪80年代,国外就开展了激光跟踪仪测量技术的研究,并有相应的产品问世。近年来,随着科技的发展和技术的进步,激光跟踪仪的准确度、稳定性、测量范围、便携性得到极大地提升,在制造、服务、工程、质量控制以及检测等领域得到广泛地应用。2019 年9 月在国家认监委举办的工业机器人位置重复性测试技能竞赛中,来自全国12个省(市)的25 家检验检测机构全部采用激光跟踪仪作为测量设备。激光跟踪仪是工业机器人性能测试领域必不可少的检测仪器。
一套激光跟踪仪测试系统包括激光跟踪仪、靶球、计算机及相关测试软件、工装夹具等,如图2所示。

图2 激光跟踪仪测试系统
3 测试流程
依据GB/T 12642-2013标准要求,基于激光跟踪仪的工业机器人位置重复性测试流程如图3所示。

图3 位置重复度测试流程
3.1 激光跟踪仪测试系统搭建
激光测量头需安装在稳固的支架上,并处于工业机器人作业空间之外,保证测量头在一定偏转角度内就能采集到所有的位置数据。靶球借助工装夹具固定在机器人末端。将控制器与测量头、控制器与气象站、控制器与上位机的可靠连接。
3.2 激光跟踪仪预热及校准
激光跟踪仪测试系统搭建完成后,给系统上电,激光跟踪仪立即开始预热,即进入“热稳定”阶段。在预热过程中,测量头内部轴结构会改变形状,直到所有结构零件的温度达到稳定均匀,以适应工作温度和所需的稳定几何结构。预热结束后,再对激光跟踪仪进行校准。预热和校准皆是为保证激光跟踪仪测量精度所采取的必要措施。
3.3 测量点确定
位置重复度测试需要5个测量点,根据标准要求,这5个测量点需通过工业机器人工作空间中立方体内一平面上的5个合适位置点经过偏移得到。
3.3.1 立方体
立方体应位于工作空间中预期应用最多的那一部分,即工业机器人末端活动最频繁的区域。同时,立方体应具备最大的体积,并且棱边与基座坐标系平行[5]。
3.3.2 选用平面
选用平面在立方体(C1-C2-C3-C4-C5-C6-C7-C8)内部,如图4所示,任意选取其中一个平面即可。

图4 选用平面
3.3.3 示教点与测量点
编程示教过程中,是对机械接口的中心点(即法兰中心点)进行操作示教。而激光跟踪仪在采集坐标位置时,获取的是靶球中心点的坐标值,显然示教点和测量点不同。根据标准要求,5个示教点应位于选用平面的对角线上,其中1个点为对角线的中心点,其他4个点离对角线端点的距离等于对角线长度的10%±2%,如图5所示。为满足位置重复性测试要求,机器人示教时需要通过末端姿态控制,保证每对测量点和示教点之间一样的相对位置关系是一样的,即末端的机械接口姿态相对于选用平面保持不变。
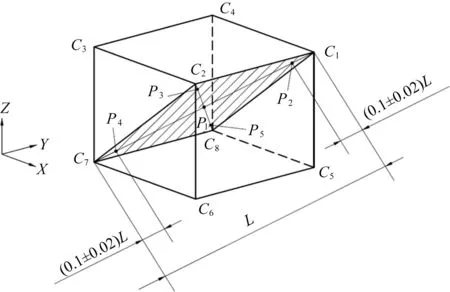
图5 示教点
按照确定的工业机器人工作空间的立方体以及选取的选用平面,可计算出示教点P1、P2、P3、P4、P5在机座坐标系中的坐标值。
3.4 机器人示教
通过计算出来的P1~P5的坐标值,对工业机器人进行示教编程,使得末端的机械接口以P1点为起始点,按顺序移至P5、P4、P3、P2、P1,并且在每一示教点处停顿 3~5 s,以便于激光跟踪仪能够采集准确的坐标值。P5~P1为一个循环,总共设置30个循环。
3.5 测试及数据处理
以上步骤准备完成后,启动激光跟踪仪和机器人开始测试。共采集30 组150 个坐标数据值,导出数据值,按式(1)~(5)进行数据处理,即可得到P5、P4、P3、P2及P1五个位置点的位置重复性测量值。在50%额度速度下,测试结果如表1所示。

表1 位置准确度
4 影响因素
为保证位置重复度的测量准确性,需考虑环境、设备等因素可能产生的影响。环境方面,测量现场须远离振动源,如施工工地、大型起重设备、车流密集的马路、振动试验场所等。最好机器人和激光跟踪仪能安放在隔振地面上。设备方面,测试前机器人和激光跟踪仪要进行充分地预热并达到热稳定状态,靶球与机器人的连接须紧固不松动。此外,激光跟踪仪要进行充分校准,避免因运输、安装等原因对测量设备产生的精度影响。
5 结束语
位置重复性是工业机器人性能测试中的一个基本测试项,是衡量工业机器人质量水平的重要指标之一。本文主要介绍了工业机器人位置重复性测试的方法,以及用激光跟踪仪实现测试的流程。通过搭建激光跟踪仪测试系统,能够高效、准确地实现工业机器人位置重复性测试,极大地降低测试难度并提高测试精度,是当前工业机器人性能测试应用最广泛的测量手段。
