口罩机关键结构部件研究进展
2020-11-27兰格瑶张智雷王成勇郑李娟袁志山
兰格瑶,张智雷,王成勇,赵 倩,郑李娟,袁志山
(广东工业大学机电工程学院,广州 510006)
0 引言

图1 不同形状口罩
随着2020年春节前夕新冠疫情的爆发,口罩作为重要的防护资源,面临着紧迫的供需矛盾,也催生了口罩机设备的需求。口罩外形的差异(图1)决定了口罩机设备的多样性,市场上口罩机种类繁多、功能各异、良莠不齐,严重制约着口罩的生产效率。本文根据口罩生产工艺,对市场上口罩机的供放料装置、鼻梁条固定装置、耳带焊接装置、呼吸阀焊接装置和检测系统等关键结构部件进行分析,总结现有机构部件的功能和技术特点,以期对未来口罩机结构功能的研发提供指导。
口罩机是一个小众行业,目前国外已基本不生产口罩设备。中国原有的棉纱口罩主要用缝纫机人工完成,在21世纪初期才开始仿制无纺布口罩自动生产设备,主要以中国台湾技术为模板[1]。本文在中国知网检索口罩相关的专利,获得1 256 篇有关口罩生产设备的专利文献,数据结果分析如图2~3 所示,数据检索截止日期为2020 年7 月6 日公开的专利文献。从图中可以看出,2002 年SARS 流行后10 年间,中国有关口罩生产设备的专利增长平稳,2013 年雾霾使相关专利迅速增长,2020 年新型冠状病毒爆发使之达到新的高峰。中国是世界上重要的口罩生产和出口国,年产量占全球的50%,疫情爆发后,中国出口大量口罩和口罩机设备到日本、美国等地,但相关核心技术少,高端产品仍相对紧缺[2]。

图2 专利申请总体趋势图
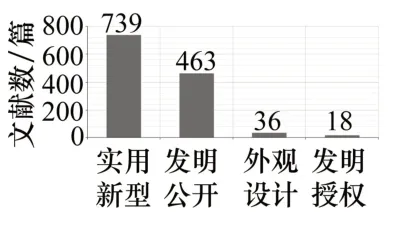
图3 专利申请类别分布
1 放料装置
口罩机的放料装置有布料放料装置、鼻梁条放料装置和耳带放料装置,用于放置和输送口罩生产所需物料,放料卷有水平或竖直设置,结构简单。放料卷由最开始的被动放料发展到后来的主动放料,还添加了物料张紧装置和缺料自停装置,保证供料的平稳。
1.1 布料放料装置
图4所示为程争卿等[3]发明的一种全自动折叠口罩机放料装置。后来曾俊福等[4]在布料放卷杆后设置了电机通过齿轮传动的方式驱动,改从动为主动放料,消除了从动放料时造成布料张力不一致的缺点,提高了成品的良品率以及整机工作的稳定性。其发明的一种全自动折叠口罩机[5]也延用了此主动放料装置。张伟[6]在现有技术上进行改进,用5个不同高度的放料轴、放料调节单元和传动单元一一对应,用于5层口罩的生产,避免了无纺布料输送过程中的折弯现象,但结构较复杂。
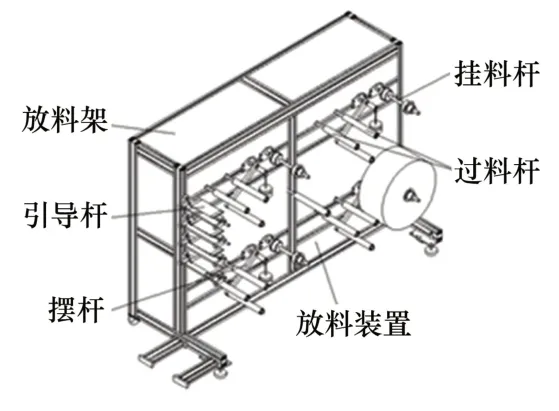
图4 上料装置
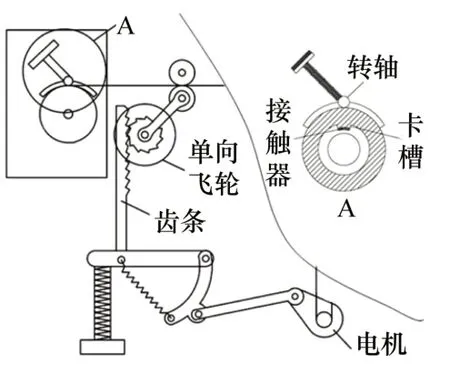
图5 布料输送机构
韩立涛等[7]设计的功能口罩机用于杯型口罩的全自动生产,其布料的输送机构如图5所示,电机带动齿条上下运动,单向飞轮正转时驱动布料前进,反转时停止不动,实现布料输送和停止的切换,配合后续工位工作。提醒机构的转轴会在布料用完后落入卡槽与接触器接触发出信号关闭电机,给使用者带来很大方便。
陈育龙[8]发明了一种全自动立体口罩制造装置,如图6所示,可根据纱布厚度改变挤压程度,避免尾部输送时出现混乱或折叠的问题,且料辊拆卸方便。更换料辊时,可向外拉动左右两侧的竖板,使竖杆通过横杆带动竖板向外移动,同时拉伸弹簧,然后将具有纱布的料辊放置在与横杆同一水平的高度,松开第一竖板,使弹簧的弹力带动横杆和卡块向内移动,使卡块插进料辊的内部,实现对料辊的支撑。使用者可转动转盘,通过螺杆带动滑块进行移动,调整压辊对纱布的挤压程度,以此来获得不同程度的口罩,斜块可将折叠的纱布重新铺平。
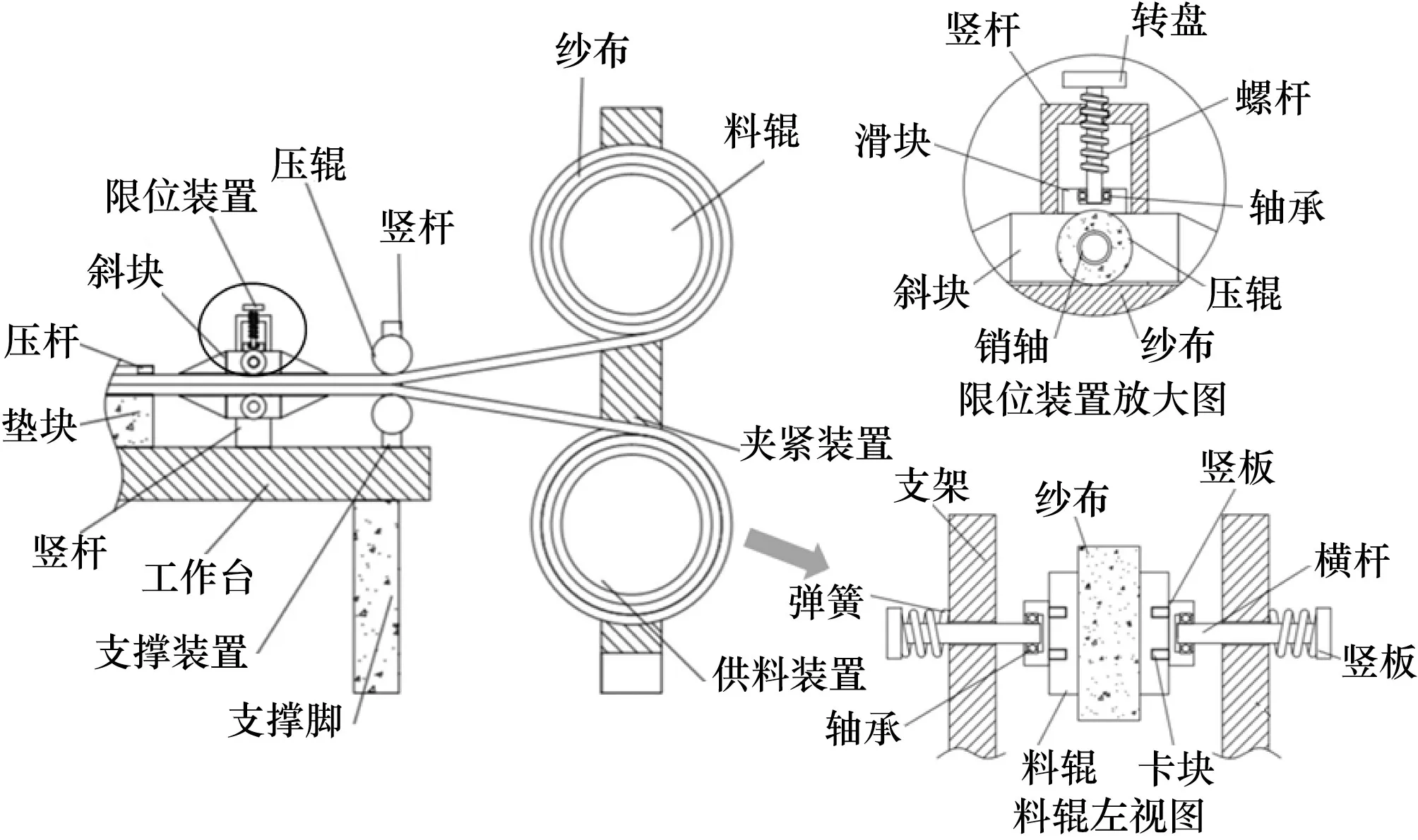
图6 布料输送压合装置
1.2 鼻梁条放料装置
鼻梁条放料装置用于口罩鼻梁条的放置和运输。图7 所示为一种全自动杯型口罩机[9]的鼻梁条放料装置,通过张力浮动杆和张力传感器的配合可以控制放料电机实现鼻梁条的自动停放料,但是输送过程不够平稳。专利一种高速折叠口罩机[4]和一种全自动折叠口罩机[5]也提到了一种鼻梁条放料装置,此装置通过张紧轮调节鼻梁条在供料过程中的张紧程度,没有使用传感器来自动停放料,在使用过程中是连续放料状态,通过PLC 控制系统手动停止工作,在快速、高产量的生产线上更为实用。

图7 鼻梁条放料装置
1.3 耳带放料装置
最初的口罩生产需要人工取定长的带子并弯成一定形状,按一定方向粘结在口罩本体上。图8 所示的专利锥形口罩送带机[10]采用定长造型和微张力变形光电控制,实现耳带自动弯曲成形,无螺旋扭曲并能确定焊接的位置、方向和角度。但是成型工艺复杂,增加困难,不利于高速生产[11]。图9 所示的耳带输送装置,通过输送电机驱动主动轮转动向前送料,用耳带张力浮动轮调节耳带的张紧程度。此耳带输送装置对鼻梁条放置装置无要求,应用较广,专利具有包装与运输功能的口罩加工装置[12]、一种高速折叠口罩机[4]和一种全自动折叠口罩机[5]也采用这一耳带输送装置。
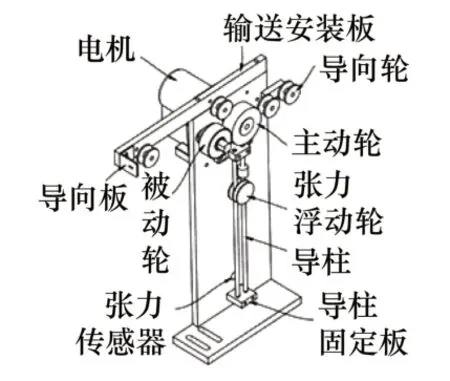
图9 耳带输送装置
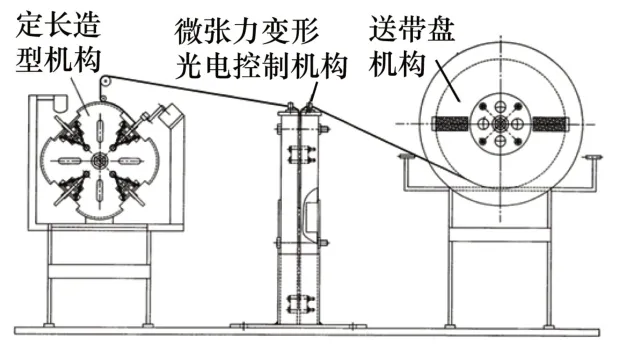
图8 锥形口罩送带机
2 鼻梁条固定装置
为了增加口罩的包覆性,常在口罩的接触鼻梁位置加入鼻梁条,使用时可以捏塑符合个人鼻梁形状的曲度以贴合脸部表面达到减少缝隙的效果。一般一次性医用口罩使用的是全塑鼻梁条,KN95口罩一般使用热熔胶鼻梁条,也就是经常见到的铝条鼻梁条。有的口罩还会安置一软垫或海绵条于口罩布贴近鼻梁的接触面上,以增加口罩的舒适度。鼻梁条固定由最初的胶条粘合方式发展为超声波焊接方式,剪切的鼻梁条长度也由压辊直径决定到后来的手动可调,各机构都在朝着清洁化、方便化方向改进。
2.1 鼻梁条安装装置
图10 所示为专利柳叶型口罩生产设备[13]提到的一种柳叶形口罩与定型钢丝组装装置,定型钢丝经装置裁切适当长度并包覆于口罩布内,后经焊接装置将包覆钢丝的口罩布折边封合,送到裁切装置切成特定的形状与尺寸。专利立体型口罩生产设备[14]中也使用了此结构。
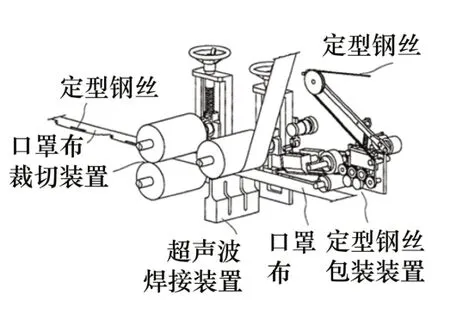
图10 口罩与定型钢丝组装机结构图
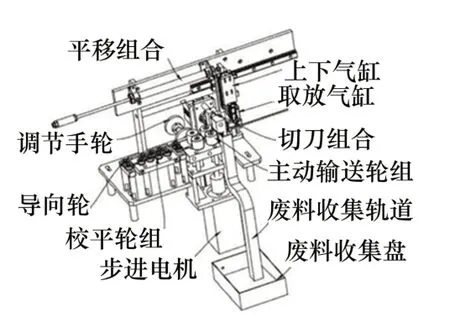
图11 鼻梁条输放剪切装置
图11 所示为一种全自动杯型口罩机[9]的鼻梁条输放剪切和焊接装置。曲折的鼻梁条经过导向轮和校平轮组进行校平压正,后经输送轮组送至鼻梁条切刀组合切断成形,切下来的废料经轨道进入废料收集盘储存。剪切之后的成品鼻梁条被气缸夹住由平移装置送至热熔装置的导热板上。热熔装置的加热板可持续加热并将热量传至导热板加热鼻梁条,气缸推动导热板与口罩贴合将鼻梁条焊接在口罩上。
李锋[15]研制了一种精度高、加工范围大且易于调整的口罩鼻梁条送料装置。如图12所示,新型鼻梁条装置增加了一套作为鼻梁条导向、送料、切断装置(装置I)动力源的间歇装置(装置II),机构I 中的鼻梁条送料轮与间歇机构从动轮1 通过齿轮相联并驱动机构I 同步送料,同时通过齿轮使刀轮2 同步转动,刀轮转动一周便将固定长度的鼻梁条切断,并通过鼻夹导向座3 将梁条送至口罩的相应位置。调整相互重叠的两凸轮张角,可以改变送入鼻梁条的长度。何立[16]发明的一种口罩机滚切传动装置也是采用刀轮与切刀地辊轮转动接触时实现鼻梁条的切断,但是其需要通过刀轮的直径大小来控制鼻梁条的长度。其还设计了一种用于口罩机的鼻梁条长度调节装置[17],通过偏心结构的主辅鼻梁条调试轮的旋转实现调节鼻梁条长度的目的。高尚容等[18]则是在鼻线输送装置端连接时间继电器,通过设定送料时间来控制鼻夹料送入长度。
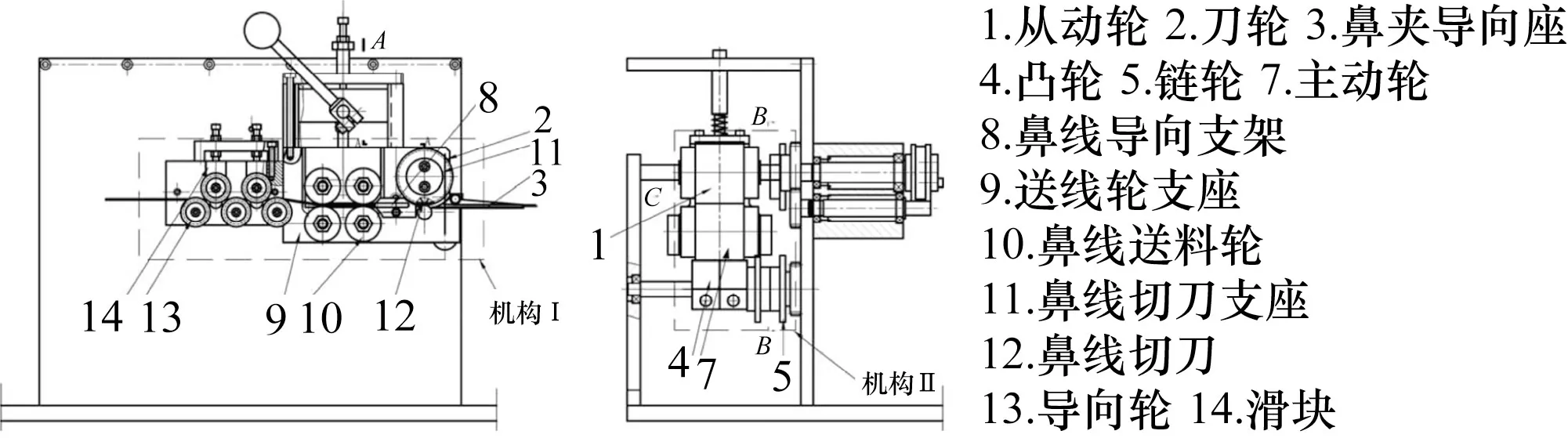
图12 新型自动鼻梁条装置装配图
图13 所示为吴仁杰[19]发明的口罩鼻线贴合装置,应用于鼻线为铝片、铁片或其他金属片,口罩为无纺布的口罩。送料机构将鼻线输送至切线机构将鼻线切成小段,成型贴合机构将切断的鼻线成型为鼻夹并黏贴在口罩上,此机构的刮胶装置位于送料机构的侧面,是将热熔胶涂覆在鼻线上用于之后的鼻线黏贴,不够环保洁净。胡廉[20]设计的口罩外鼻线焊接装置与图13整体结构较为相似,鼻线也是先经切线机构后被取线夹夹取吸附于预焊座上,预焊座上设有用于吸住鼻线的磁性部件,避免了热熔胶的使用,使工作台更为整洁。

图13 口罩鼻线贴合装置
胡廉等[21]还设计了一种专用于折叠口罩的鼻线焊接装置,通过槽来固定鼻梁条位置。如图14所示,鼻线自放线盘上放出,经过放线导辊组引导矫正后穿过送线滑座上的限位槽,穿过焊头安装板上的通线槽后伸出于通槽上方,焊接时,压线气缸驱动压线头向下移动将鼻线压紧于通线槽内,下压气缸驱动焊接头向下移动,焊接头上的切刀与通槽配合将伸出于通槽上方的鼻线切断,下压气缸驱动焊接头继续下压将被切断的鼻线压于口罩上,并与超声波焊座配合将鼻线焊接于口罩上。
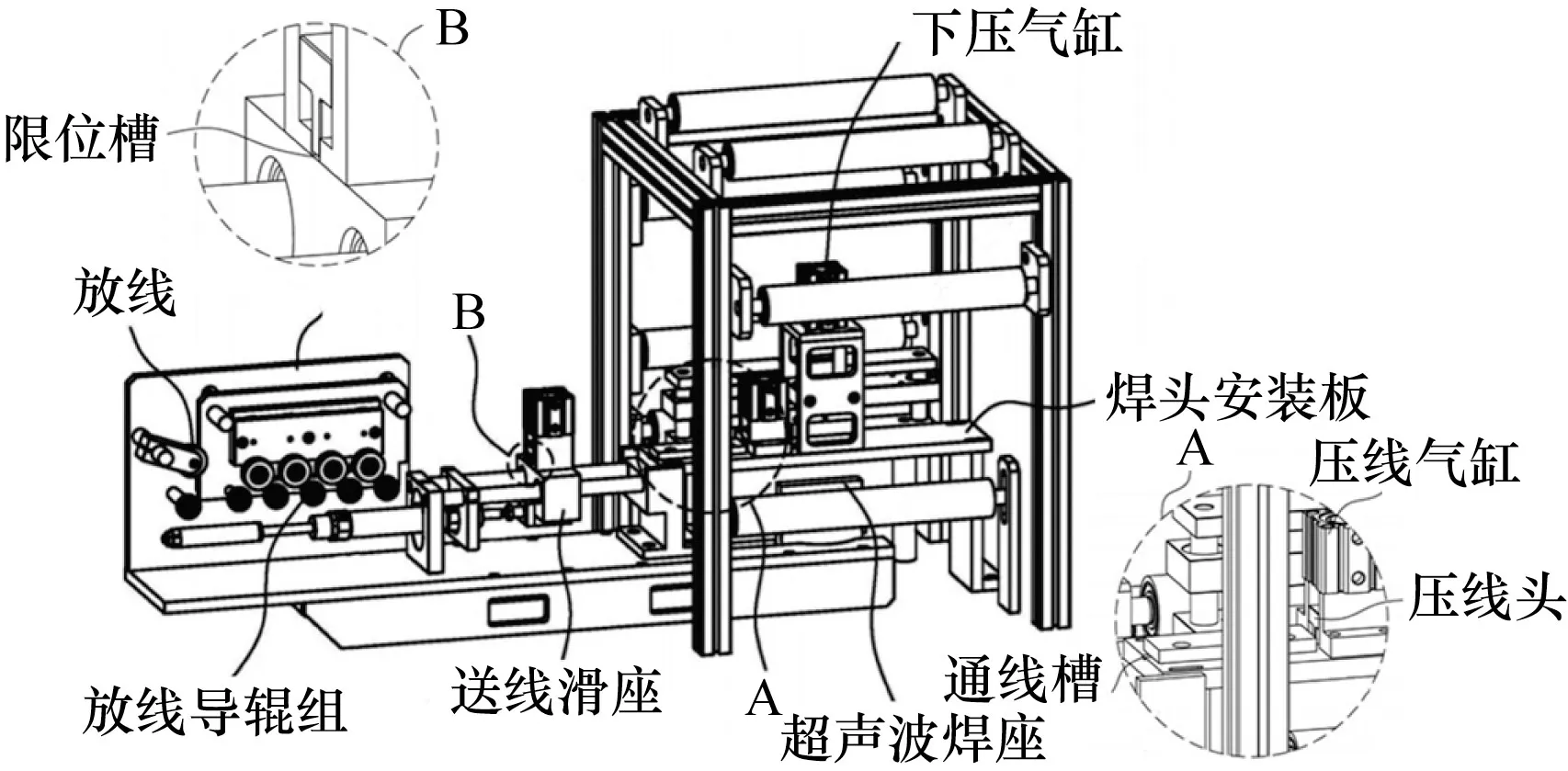
图14 折叠口罩鼻线焊接装置
图15 所示为专利自动折叠鱼型口罩机[22]的上鼻梁条装置。为了将鼻梁条设置在鱼型口罩面料上,压辊上设置有与鼻梁条相匹配宽度和厚度的压槽。底层口罩面料从输送辊上输送至鼻梁条传送轮组的下方,鼻梁条从鼻梁条输送块通过鼻梁条传送轮输送至底层口罩面料的上面,顶层口罩面料从输送辊输送至压辊的前端,与含有鼻梁条的底层口罩面料一起输送至压辊上,并通过压槽将鼻梁条设置在所述口罩面料中再输送至下一工序的焊接装置。曾俊福等[23]发明的鱼型口罩一拖二自动折叠机也提到了此上鼻梁条装置。
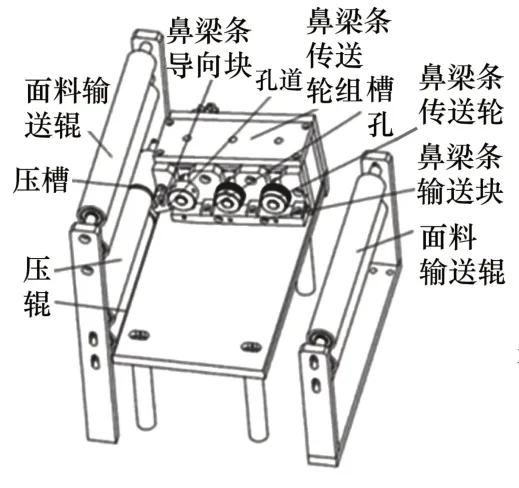
图15 鱼型口罩机上鼻梁条装置

图16 鼻梁条安装焊接装置
图16 所示为一种高速折叠口罩机[4]的鼻梁条安装焊接装置。多层口罩布料分别从布料导向装置1和2中通过,鼻梁条从鼻梁条放料装置放出,后被切断装置切成相等长度。推送装置将鼻梁条推入多层布料之间,然后被拉料轮装置拉进焊接装置,并通过超声波焊接成整体。该装置也能够通过手轮调节焊接轮和拉料轮的位置而适用于各种厚度的布料,并便于工人生产调试。专利一种全自动折叠口罩机[5]也使用了此鼻梁条安装焊接装置。
目前C 型口罩鼻梁条的供给基本都采用双排等速凸轮结构来驱动,以满足鼻梁条长度可调的需求,但是凸轮结构的刚性冲击对传动系统的稳定有一定的影响。图17 所示为一种用于C 型全自动口罩机[24]的鼻梁条组装置,该装置将凸轮驱动由主动改为从动,主动轮通过链轮带动凸轮旋转,链轮安装在固定轴上减少了凸轮运动产生的冲击,降低了系统的整体误差。送线轮旋转一圈就是鼻梁条所需的长度,鼻梁条送到夹紧刀座时由鼻梁条切刀切断,后经推送板推进布料内,流程简单流畅。陈伟斌[25]的另一专利一种C型本体口罩成型机也采用了此鼻梁条组结构。

图17 全自动口罩机鼻梁条组装置

图18 布料折边熔接装置
无纺布口罩生产过程中,鼻梁条在口罩布料的带动下移动,其与口罩布料的相对位置容易发生偏移,造成熔接装置无法对口罩布料的折边部位进行顺利熔接,影响口罩的封边质量。郑汉杰[26]设计了一种全自动口罩生产线的口罩布料封边装置,能确保将鼻梁条准确地加入口罩布料的折边部位,如图18所示,鼻梁条上料装置将已剪切好的单个鼻梁条经料管送入口罩布料的折边部位中,口罩布料含有鼻梁条一侧的熔接轮上有条状凹槽,能够对该折边部位中的鼻梁条进行限位,确保熔接轮能够对口罩布料的折边部位顺利熔接。
图19 所示为易永祥[27]发明的一种全自动口罩生产线上的送鼻梁条装置,目前广泛应用于平面口罩的生产。鼻梁条在送鼻梁辊和滚轮的作用下向前移动,在鼻梁条分切辊处被分切成所需的长度,然后进入卷边器,在卷边器的出口处和无纺布重合,鼻梁条和无纺布重合后,无纺布在卷边器的作用下,边缘卷起将鼻梁条包起。此装置结构简单、工作连续,但是裁切鼻梁条的长度由分切辊的直径决定。游质兵[28]发明的口罩打片机也采用了此送鼻梁条装置,周檬[29]认为此装置生产出来的口罩容易落上灰尘和异物,不够卫生,便在口罩布料压合成型后增加了一个擦拭消毒装置,酒精喷头经软管连接酒精液罐将酒精喷洒在布料上,之后进入上下两个反方向转动的海绵擦拭辊之间。
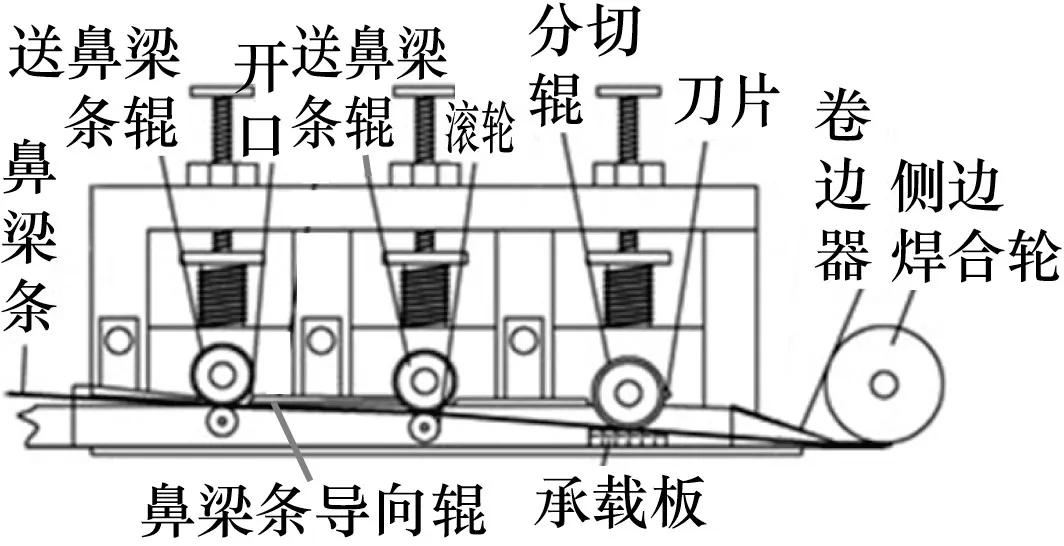
图19 送鼻梁条装置
2.2 软垫/海绵条黏贴装置
陈洪和[13]提到了柳叶型口罩机的一种软垫贴合装置,如图20 所示,该装置是在口罩布包藏定型钢丝的位置黏贴一软垫在贴近鼻梁的接触面上。切断轮将软垫切为适当的长度后以凸轮输入软垫,背光纸去除轮将软垫的背光纸除去使其贴合于口罩布上,增加了口罩的佩戴舒适度。专利立体型口罩生产设备[14]中也使用了此结构。
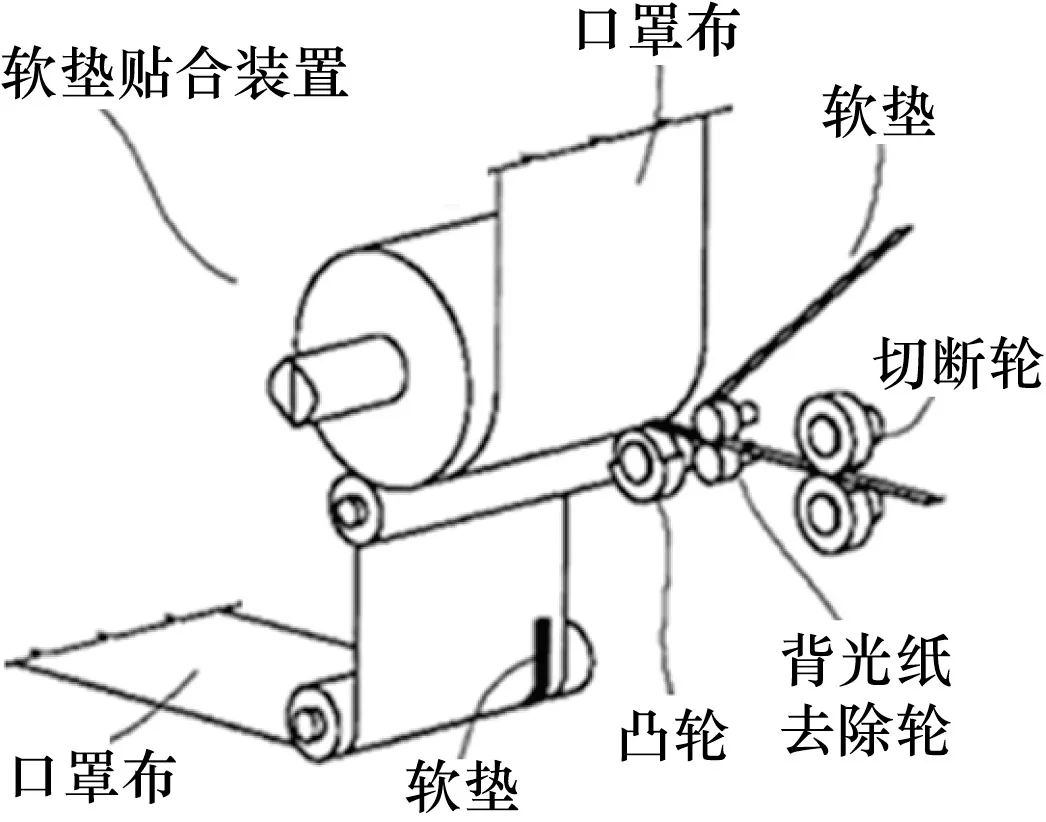
图20 软垫贴合装置
陈伟斌[30]也发明了一种海绵条自动黏贴装置,用于C 型口罩生产。如图21所示,口罩布料被设置了2~3 个拐点,形成一定角度;卷料伺服电机拉动海绵条前行,海绵条分离装置每次会剥离一个海绵条宽度的底纸使海绵条贴合在对应位置的口罩布料上,如此循环往复。海绵条的贴合位置由伺服电机根据口罩布料的运行速度匹配,与人工和半自动设备相比效率大幅提高,减少了物流成本,可与高速自动口罩设备同步生产。

图21 海绵条自动黏贴装置
图22所示为专利一种全自动折叠口罩机[5]中应用的海绵条安装装置,带有呼吸阀的布料通过避阀辊装置后依次进入压紧装置1 和2。电机驱动海绵条送料装置放卷,海绵条的一面具有黏性,有底纸粘合在上面。海绵料通过海绵料导辊输送至海绵条托板上,当激光传感器检测到海绵条到位后,压板压紧海绵料,夹爪气缸驱动两个海绵夹爪夹起海绵条,上料电机通过上料旋转轴驱动旋转安装座转动,夹有海绵条的夹爪气缸翻转下方,压板下压压紧海绵条,夹爪气缸驱动两个海绵夹爪松开海绵条,海绵条黏附在布料的底面上。图23所示为上海绵条装置和废料回收装置[5]。
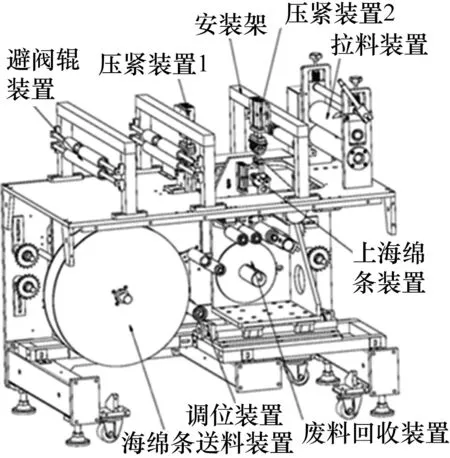
图22 海绵条安装装置

图23 上海绵条装置和废料回收装置
3 耳带焊接装置
口罩机切片完成后通过输送到耳带机进行耳带的焊接,然后就可以进去质检和消毒环节,最后包装入库等。耳带机是提高生产效率,减少人力焊接耳带的重要设备,包括耳带剪切、焊接装置,内耳带口罩还需要配合翻边系统,异形口罩和折叠口罩焊接完耳带后还会设置一个对折装置将口罩布料沿自身长度方向对折起来方便后续的成型焊接和成品裁切。
3.1 耳带剪切装置
图24 所示为一种全自动杯型口罩[9]的耳带长度调节剪切装置。夹耳带气缸夹住耳带后在电机带动下沿导轨前进,达到合适的耳带长度后剪刀便会进行剪切动作。然后固定长度的耳带被抓取装置抓走用于焊接。曾俊福等[23]人发明的鱼型口罩一拖二自动折叠机耳带裁切装置和耳带夹取装置也是利用限位传感器的方法剪切特定长度的耳带。
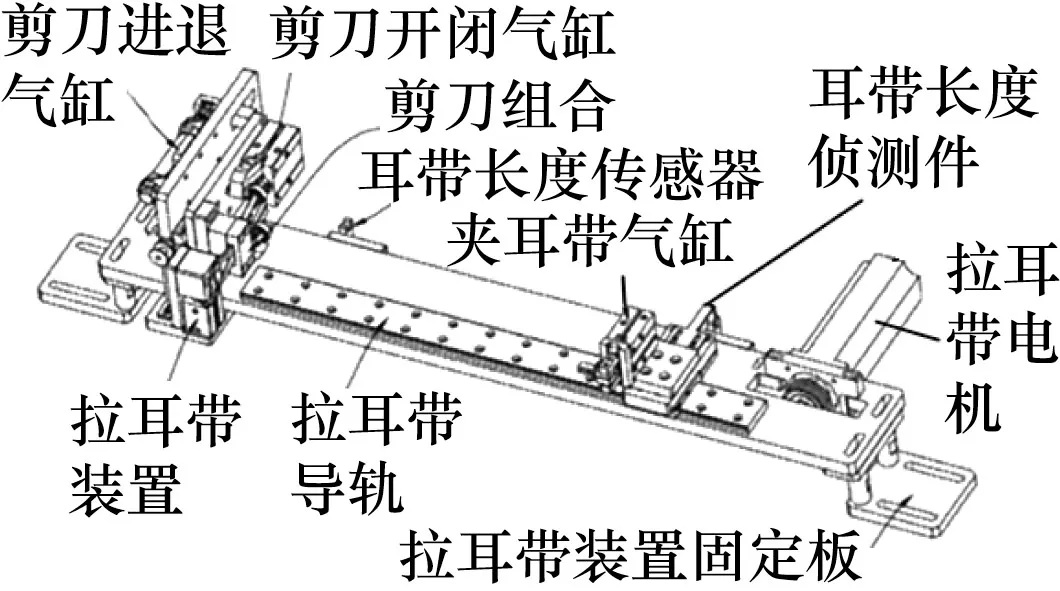
图24 耳带长度调节剪切装置
3.2 自动翻边装置
对于内耳带焊接的口罩,在焊接耳带前需要有一个翻边机构将前面工序输出的口罩本体进行翻边,方便把耳带焊接在口罩内测。
陈伟斌[31]发明了一种C型口罩用自动上带翻边焊接机,如图25 所示,人工把口罩本体放在工位1,踩下脚踏开关,闭夹1、2 同时夹紧口罩,料盘走到工位2,夹带拉带装置已将耳带拉好剪短呈U型,料盘走到工位3,下模上升,压带气缸下压压住带子,翻边装置翻边,上模下降完成焊接,料盘走到工位4时出料装置将成品取出,料盘循环至工位1。该装置自动化程度高,提高生产效率同时降低了生产成本。

图25 自动上带翻边焊接装置
许永炫[32]也发明了一种全自动翻转口罩机用于耳带内焊接的口罩生产,其翻转装置如图26 所示,口罩本体经皮带传送装置2 输送到翻转装置的翻转杆上,光纤感应装置检查到口罩输送到位后,步进电机驱动翻转带装置进行180°翻转,再由皮带传送装置2 输出。此装置可以提高效率、提升产品美观度,有利于使产品品质更稳定。胡廉等[33]在翻转装置的下方设计了一个升降气缸,通过PLC 控制器控制升降气缸、翻转电机和输送马达的工作,此装置更加灵活,可以根据用户需求生产耳带正面或反面焊接的口罩。相比图26 所示的翻转机构,王嘉锡[34]发明的翻片机构效率更高,此机构通过两个翻片架将传送到A 位置的口罩片体间错地翻转至B和C 的位置,通过气缸推动翻转后的口罩片体到输送带上进入下一个工序。
图26所示的口罩机翻转装置容易使口罩布缠在一起,影响后续的工作,彭春晖[35]提出了一种不会造成口罩布缠在一起,并且提高工作效率的全自动口罩机的翻转机构。如图27所示,连接轴1、2 非水平设置,口罩布头端从连接轴1 底端穿过,紧贴辅助构件辊轴的表面,完成90°翻转。然后口罩布由从连接轴2 穿到连接轴3,再次完成90°翻转。此过程无需电力驱动,口罩布只需沿着3 个翻转构件的连接轴(1、2、3)构成的既定轨线走,就能完成翻转,不会造成口罩布缠在一起,影响工作效率。
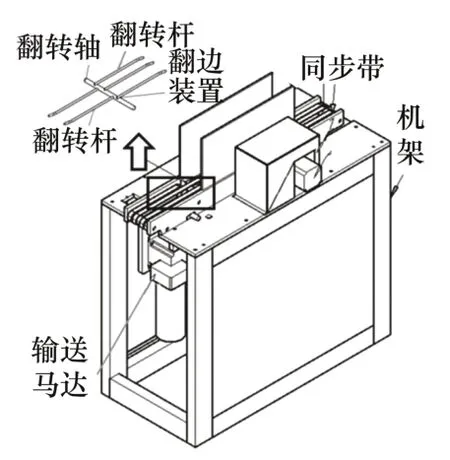
图26 全自动翻转口罩机结构
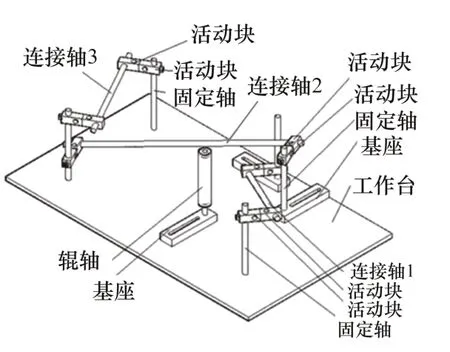
图27 一种全自动口罩机的翻转机构
3.3 耳带焊接装置
早些时候的平面口罩耳带是捆绑式的,如图28所示的口罩,其焊接装置是独立的半自动或自动装置,结构简单。图中是陈洪和[36]发明的水平绑带口罩机,将口罩半成品置于输送装置的输入端,口罩半成品较短的两侧边条已包覆融合,鼻线输出装置将鼻线输出至口罩半成品的一长侧边的表面与口罩半成品贴齐,再经绑带输出融合装置将口罩两侧长边包覆融合绑带,并将一侧边的鼻线包覆于内,最后经裁切装置将绑带裁断成适当长度,获得成品口罩由输送装置的输出端输出。此种4 根开口式绑带口罩穿戴不便,逐渐被市场淘汰。
早期采用人工超声波焊接或钉书钉连接无纺布锥形口罩耳带与本体,焊接质量因人而异,费时费力。2004 年尚无无纺布锥形口罩的自动化耳带焊接机构,王安敏等[37]发明了无纺布锥形口罩耳带焊接方法及操作机械手,采用模拟人工的机械手方式,用机械手手臂分别夹持并裁断耳带,然后送到焊接位置。但是该焊接机构复杂,速度较慢[11]。之后对于锥型口罩的耳带焊接,还是延续了机械手焊接的形式。王安敏等[38]设计了一种定位准确、连接效果好、自动化程度高的无纺布锥形口罩耳带自动焊接工作台,如图29所示,焊接工作台面上有两个口罩模对应两个焊接工作位置,每个口罩模的两个焊接点,焊接气缸与口罩本体上焊接点相对应与工作台底面成45°角。整个生产过程不再需要人工参与,有效保证了产品质量的一致性,提高了焊接效率。李军英[39]还为此焊接工作台设计了控制系统,采用状态编程法消除了障碍信号。张庆爱等[9]设计的一种杯型口罩耳带抓取和焊接装置如图30 所示,此焊接装置竖直设置,配合耳带抓取装置实现杯型口罩耳带的焊接。吴仁杰[40]也发明了一种杯型口罩耳带焊接装置,包括夹紧旋转机构、超声波焊接装置、备线机构等,其备线机构设计类似于图24,夹线旋转机构类似于图30的耳带抓取装置,其超声波焊接装置有两个对称设于夹线机构的两侧,用于耳带焊接。

图28 水平绑带口罩机

图29 焊接工作台示意图

图30 耳带抓取装置和焊接装置
初期的异型口罩焊接耳带的装置和工艺同样复杂,如图31~32所示为陈洪和[41]发明的立体型口罩耳带接合设备。取料夹从输送带上取下口罩袋再通过撑开夹将口罩袋撑开,机械手臂夹持型钻放入口罩袋内固定其外形,两个机械手臂以定长支架连接,一手臂做夹取型钻动作时,另一手臂将夹取的型钻做放入口罩袋动作。口罩袋角点固定机负责将口罩袋的边角向下压平再向上折起压合,利用接合机予以固定。耳带从取料夹1进入,被虚夹、取料夹2靠近1夹紧耳带向另一侧移动,耳带被拉开适当距离,回转手臂1和2分别夹住耳带两端,截断器将耳带从取料夹1和回转手臂1间剪短,两回转手臂向下将耳带贴合在口罩袋外侧,耳带焊接器(同结合机)将耳带固定。之后取出型钻,成品异型口罩输出。此机构在当时有效地提高了异型口罩生产效率。
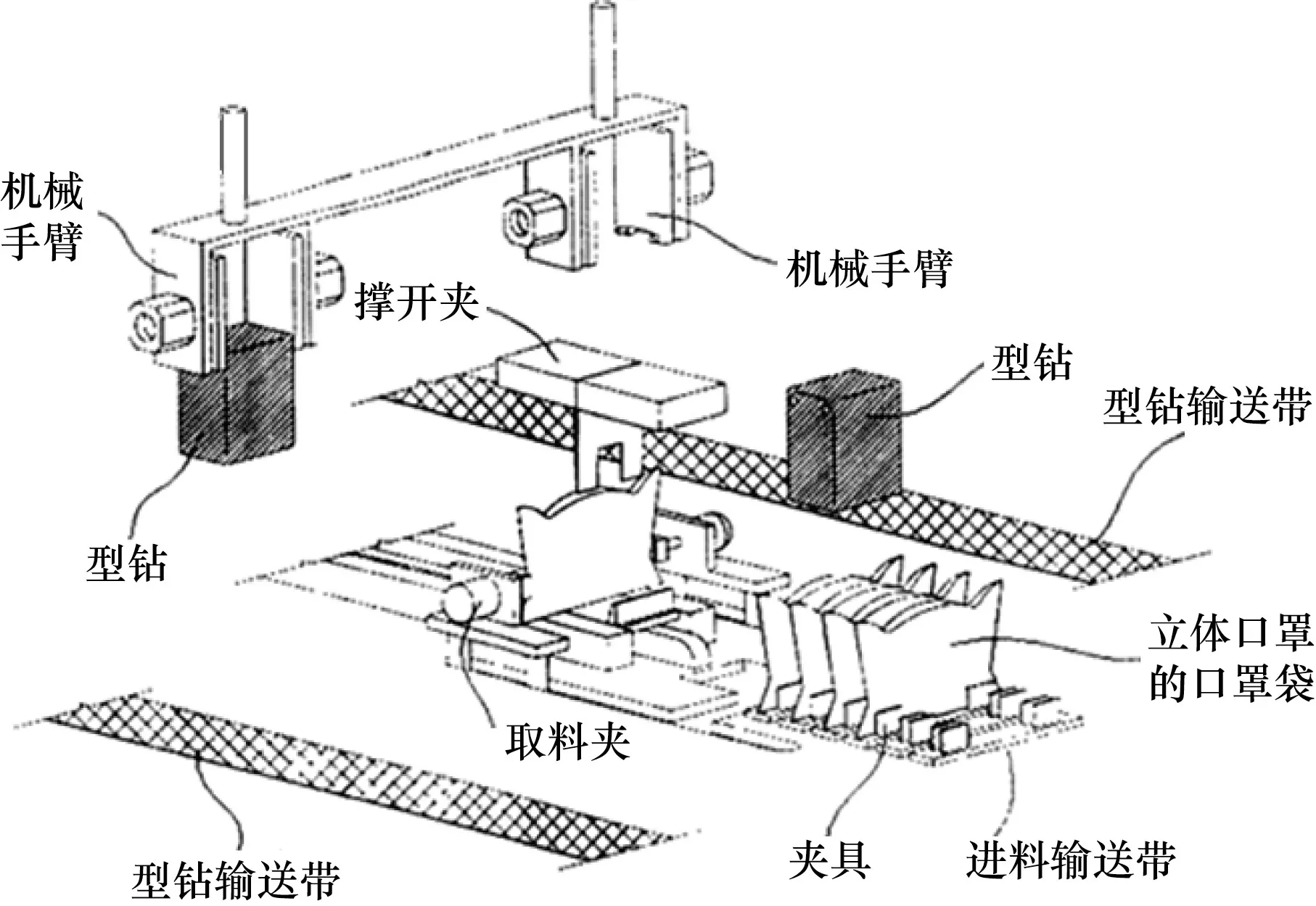
图31 进料输送及型钻置入机结构
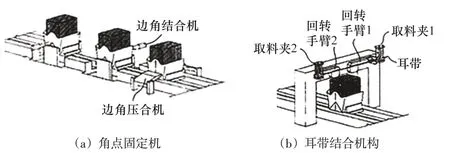
图32 角点固定机和耳带结合机构
针对市场上现有无纺布平面口罩生产设备效率低,上耳带工序不连续问题,陈水胜等[11]发明了仿形式平面口罩上耳带方法及设备(图33)。滚筒式上带装置包含耳带仿形装置、焊接滚轮、配气盘及耳带输送装置。工作时,耳带随着导向块轨迹弯成所需曲线被负气压吸(正气压使分离)在沟槽内,滚轮转动通过凸肋将耳带焊接在口罩本体上。该设备无需光或电传感器,产能达200 pcs/min。

图33 仿形式平面口罩上带设备
李锋[1]设计了一种高速稳定型口罩耳带焊接机械手,如图34所示,机械手将口罩本体片的180°旋转动作由机械刹车棘轮间歇运动改为步进电机用同步齿形皮带传动,通过光电传感器检测步进电机的旋转角度进行精确定位,定位误差精确到0.1°~0.2°,后经旋转盘输送装置将耳带送到平面口罩本体片上,再通过气动装置让耳带与超音波焊头接触完成一个口罩的耳带焊接工作。该机械手动作合理、机械故障少、噪声小,改进后的机器效率提高了1.6~1.8 倍,并使废品率下降到1%以下。
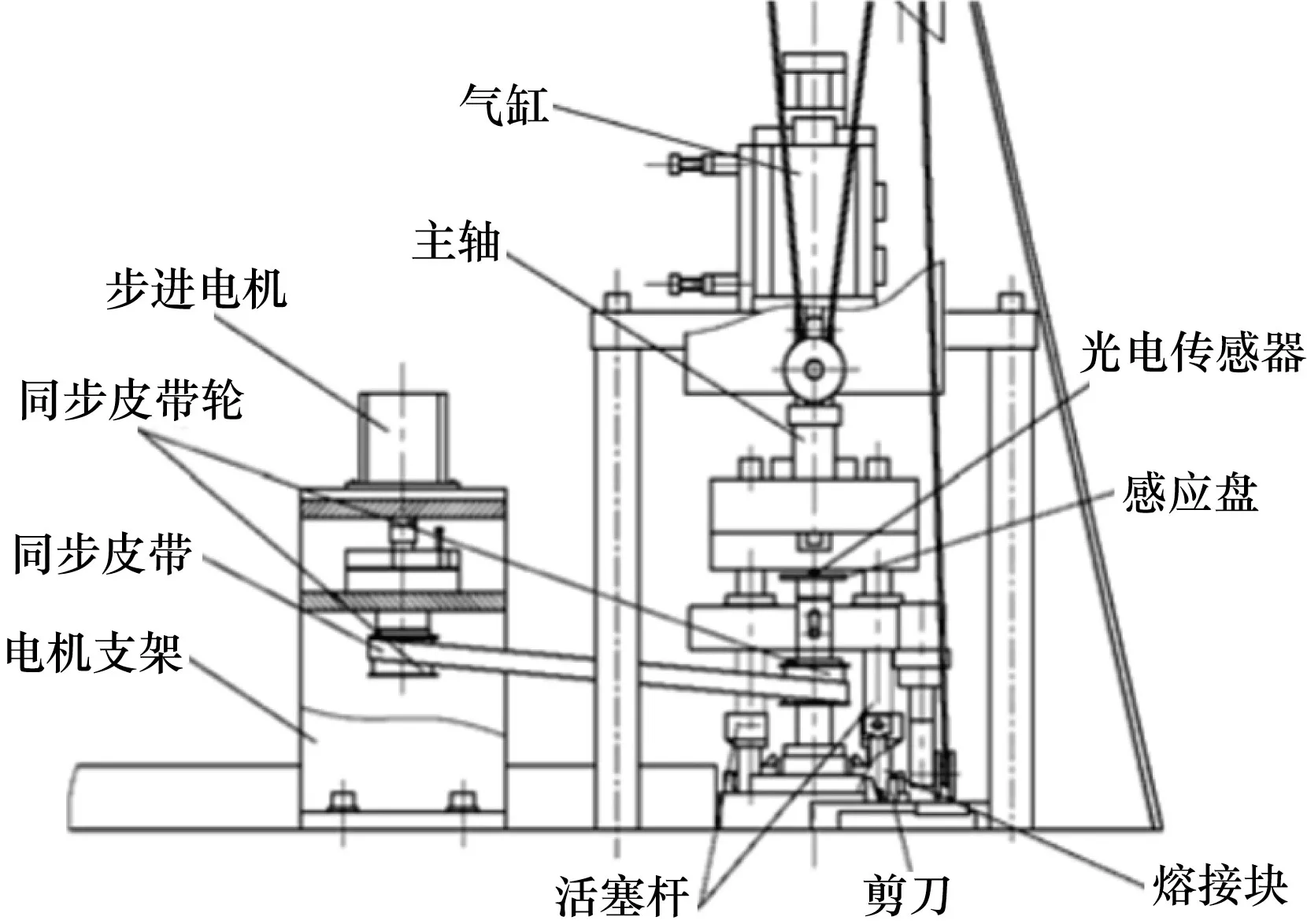
图34 机械手装配主视图
针对传统焊接机使用及维护繁琐不便,而且不能够根据焊接需求,对口罩及耳带进行固定,不能够对焊接点位置的进行微调的问题,李伟宏[42]设计了一种用于口罩生产的高效耳带焊接装置。如图35所示,通过伸缩杆的伸缩程度及T型滑块在T型滑槽中的滑动,实现对焊接点位置的微调,调节最佳位置后,液压泵运转驱动下活塞杆下压,焊接机的焊接头穿过圆型通孔将耳带焊接在口罩边缘,同时实现4个焊接点的焊接操作。此机构的微调装置可实现不同规格口罩的焊接,如成人和儿童口罩。
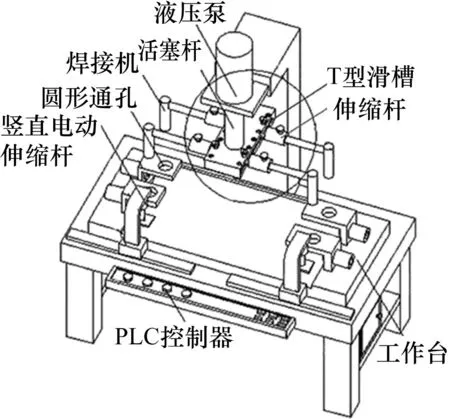
图35 高效耳带焊接装置
现有的口罩一般都是两端焊接有耳带,每一条耳带都是两头分别焊接在口罩的上下两端,在某些使用场合,需要用到可以活动的环形耳带,即耳带形成一个圆环,耳带需要能够活动。因此,胡裕正等[43]发明了一种环形耳带焊接装置,图36所示装置是将裁切成定长的耳带自动焊接成环形,气缸齿条啮合齿轮通过转轴驱动旋转耳带夹夹住耳带并且旋转180°,使耳带的两个端头位于耳带焊接座上被超声焊接装置焊接成一个圆环,耳带移动夹将焊接形成的环形耳带移动送到口罩焊接工位,如图37所示,口罩头顶推块的前端具有倾斜面并垂直口罩传送轨道设置,当其由外向里推时,恰好可以将口罩的口罩头推起并实现内折,内折后的口罩头通过口罩焊接座和口罩焊接头配合而焊接于口罩本体上,从而使口罩的口罩头包裹住环形耳带。此装置实现了环形耳带口罩的自动化连续生产,提高了生产效率。

图36 耳带焊接成环形装置

图37 环形耳带与口罩本体焊接装置
郑汉杰[44]发明了一种全自动口罩生产线的口罩耳带焊接装置,广泛应用于平面口罩的耳带焊接工序。如图38 所示,口罩本体处在两个旋转盘的正下方,耳带通过耳带输料辊、耳带导槽输送到旋转盘的一端耳带夹持器处,将耳带夹住,旋转盘带着耳带做180°转动,配合气动剪刀将耳带剪断,而后耳带被超声波焊接熔接在口罩本体上。易永祥[27]发明的专利一种全自动口罩生产线也用到了类似的耳带焊接装置。
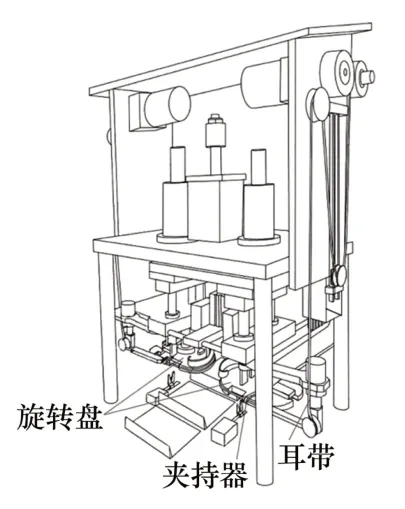
图38 耳带焊接装置

图39 一次性口罩胶合机构
张荣娜[45]发明的一种一次性口罩自动制造设备中的耳带使用的是胶合的方法将耳带固定在口罩片体上。如图39 所示,面罩布料在输送辊的驱动下经过胶合台面,耳挂绳经输出后被气动夹头拉向前方(此时内外拨杆分布在耳挂绳两侧),然后外拨杆向内移动使耳挂绳折成图中形状,上夹板和下夹板相互靠近将外拨杆和内拨杆之间的耳挂绳夹住。然后内拨杆和外拨杆相继撤出复位,上夹板和下夹板夹住耳挂绳并向面罩布料靠近。靠近面罩布料的耳挂绳被下降的压条压住并对胶合区位置进行点胶,点胶后耳挂绳粘到面罩布料上,随后在输送辊的驱动下移向横切台面进行切割。此装置可以对一组耳带进行胶合固定,但是胶合的方法不够环保。
4 呼吸阀焊接装置
呼吸阀口罩是为了人们的健康而设计的,用于对空气中对人体有害的可见或不可见的物质进行过滤,从而不会给人体带来不好的影响。在湿热或通风较差或劳动量较大的工作环境,使用具有呼吸阀的口罩可帮助佩戴者在呼气时更感舒适。呼吸阀一般采用超声波焊接,包括冲孔、安装等工序。
图40所示为专利一种全自动折叠口罩机[5]提到的呼吸阀焊接装置。呼吸阀焊接装置用于在布料上焊接呼吸阀,拉料轮装置将布料向前输送至焊边装置,将布料上的阀孔的边缘焊接预熔合,冲孔装置将布料上阀孔焊接部位冲切分离,废料通过出料管排除。布料继续输送至焊阀托板上,经超声波将呼吸阀焊接在布料上。此装置的呼吸阀上料是通过振动盘将呼吸阀排列输出至呼吸阀输送槽,通过摄像装置拍摄呼吸阀输送情况。张庆爱等[9]发明的全自动杯型口罩机中的冲孔装置也采用超声波的方式融掉焊接呼吸阀位置的口罩布料,由呼吸阀抓取与焊接装置完成呼吸阀的焊接,结构更简单。

图40 呼吸阀焊接装置
5 检测系统
随着口罩机智能化的发展,口罩机的控制系统不断改进,越来越稳定可靠,显著提升了口罩的生产效率。在线监测系统也逐渐应用到口罩生产过程中,对口罩产品的质量进行实时监控并严格筛选,提高了口罩产品的合格率。
戴安娜等[46]发明了一种口罩检品机对口罩质量进行检测,如图41所示,口罩依次通过5个工位,工位1、2、3通过相机拍照、视觉检测检查口罩的外形尺寸、反面污渍、正面污渍,工位4上的气缸对不良品进行剔除,工位5对合格品通过气缸进行筛选。此口罩检品机仅对口罩本体的尺寸及污渍进行检测,对于耳带、鼻梁条等尺寸及焊接质量没有有效的检测和筛选。

图41 口罩检品机结构图
曾庆好等[47]发明一种无纺布口罩缺陷视觉检测系统及方法。工作时图像采集装置采集无纺布口罩图像并传送至工控机,工控机将图片转换为灰度图,并计算灰度图与预设标准的偏差,然后依据定位信息判断无纺布口罩是否存在缺陷,控制NG 处理装置按照预设程序处理。该系统可检测脏污缺陷、耳带缺陷、产品重叠缺陷、鼻梁条缺陷,平均检测精度达到98%以上,符合实际工业生产的应用。

图42 无纺布口罩缺陷视觉检测系统结构和方法流程图
黄仙智[48]提供了一种口罩生产设备。其设备是在陈洪和[13]设计的柳叶型口罩生产设备上进行改进的,如图43所示,用防尘罩罩住了整个设备,内部设置有吸尘装置,能够吸收工作产生的灰尘,避免影响产品质量。防尘罩顶部设有监测摄像头,能够对加工的口罩质量进行观察,LED 灯能够提高监测效果,照明设备是为了方便操作设备。
肖标[49]基于机器视觉和深度学习的原理方法设计了一套完整的无纺布口罩自动在线检测系统,针对在口罩生产过程中出现的很多缺陷, 比如白丝、 虫子、 污渍、 头发、 破洞、鼻梁条缺陷、耳绳缺陷等进行自动在线检测。肖标结合对抗式生成网络和卷积神经网络对无纺布缺陷进行在线检测,基于霍夫变换对口罩进行定位和提取,利用分区域OTSU 进行区域分割,然后利用Canny 算子进行边缘检测, 提取出耳绳,利用灰度值统计以及口罩位置等先验知识对口罩的耳绳缺陷、鼻梁条缺陷、其他缺陷进行检测,使得系统对口罩缺陷的平均检测检测率达到了99.2%, 误报率0.2%;还提出了一套完整的硬件系统来对无纺布口罩缺陷进行检测。该检测系统的硬件软件半年内都可平稳运行,各方面指标都良好。
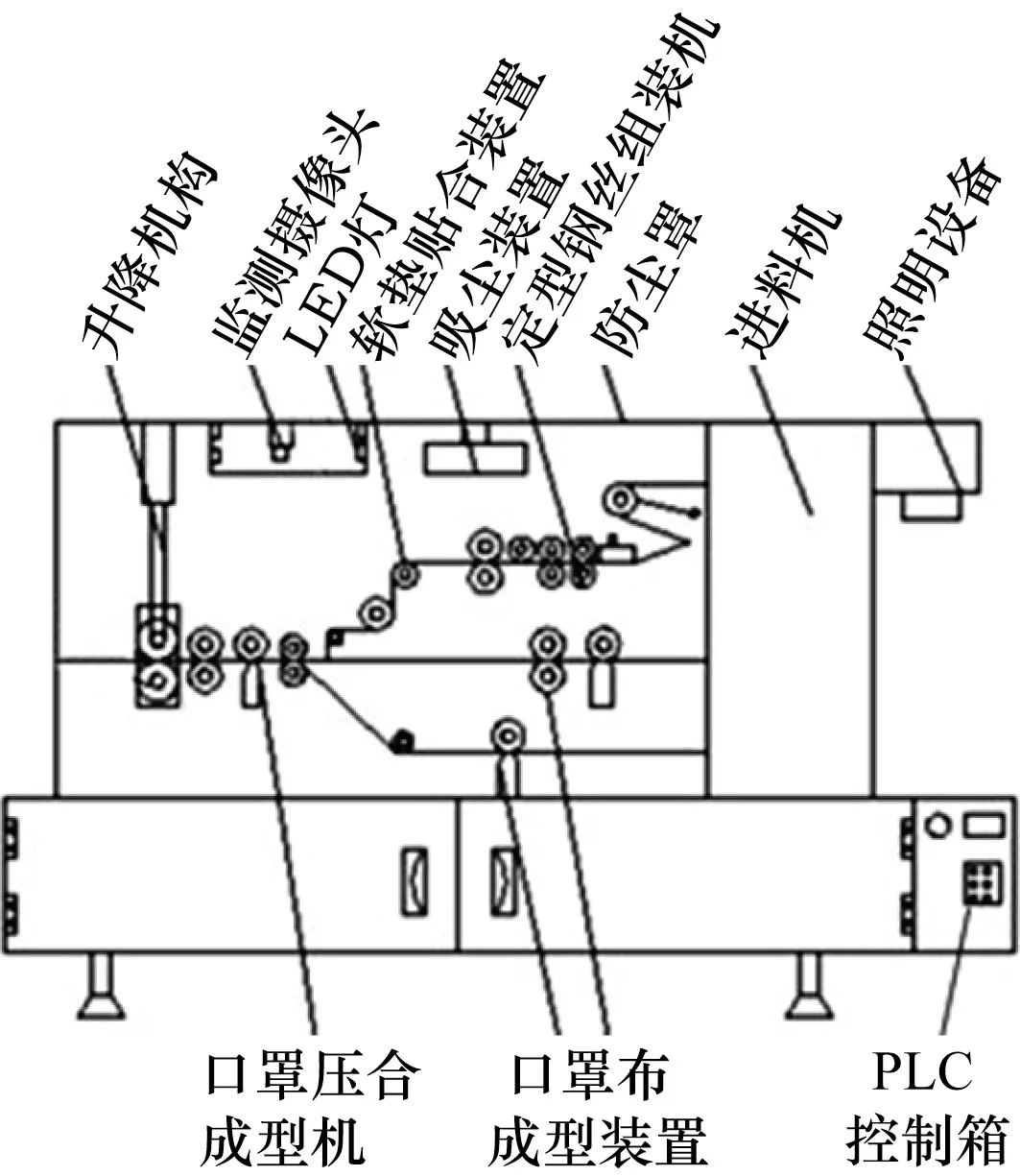
图43 具有监测系统的口罩生产设备
6 结束语
本文按照口罩生产工艺,对涉及到的口罩机结构进行了详细的研究对比,包括平面口罩机、杯型口罩(又称锥形口罩)机、C型口罩(又称折叠口罩)机、异形口罩(鸭嘴型口罩、鱼型口罩又称柳叶型口罩)机等。口罩的生产经历了人工手动缝制到分散加工,再到全自动化生产线的过程,口罩机的结构也向着简单化、智能化、高产能的方向发展。2020新冠疫情爆发后,国内口罩和口罩设备生产产能急速提升,但是口罩和口罩机设备都面临产能过剩的风险,高端产品仍相对紧缺。未来口罩机将实现放料、生产、包装一体化,生产过程更加稳定连贯;对口罩的生产质量进行实时监控,及时发现并剔除这些不合格产品;生产过程清洁消毒保持干净卫生;口罩机更加兼容,一台口罩机可以生产两种甚至多种类型的口罩,以满足市场需求。
