基于标准时间数据系统STDS的发动机装配线平衡
2020-11-16叶范波宁龙
叶范波 宁龙


摘要:针对汽车发动机装配线手动工位装配的不平衡损失率较高的问题,提出了基于标准时间数据系统的装配线平衡方法,运用标准动作分析法建立标准动作模型,开发了发动机装配的标准工时分析软件STDS,采用该软件分析出手动工位标准工时节拍,然后对工位进行线平衡,减少了工位和操作人员,降低了不平衡损失率,提升了效率。
关键词:标准工时分析;发动机车间;线平衡
1引言
汽车发动机装配线由手动工位与自动工位组成,采用辊道连接成为流水线,由于手动工位的节拍不同,存在不平衡性,影响了装配线的人员利用率。要提高装配线人员利用率,降低成本,需要进行生产线平衡分析,重新合理分配各工位工序,制定各工序的标准工时是线平衡的基础。
标准工时是衡量生产制造科学管理的基础,其重要性主要体现在:工时标准化,数据更客观,评估产能,规划生产,发现现状问题,改善作业,调整线平衡,对各种研究提供优劣评估比较基准,提供人工成本核算的基础。
汽车发动机制造企业常见的标准工时分析方法见表1,根据各标准工时方法对比分析,预定时间标准法以各种动作的标准时间值为基础,根据各种操作需要的动作计算得出标准工时,该方法精度好,费时少,且消除了人为因素,优势明显。标准时间数据系统STDS(Standard Time Data Sys-tem)是基于预定时间标准法的开发的汽车发动机专用的分析标准工时软件工具。
本文运用STDS预定时间数据系统,对发动机X装配线进行标准工时分析,根据标准工时进行线平衡分析,减少了工位和操作人员,降低了装配线不平衡损失率,提升了效率。
2STDS分析
STDS预定时间数据系统对发动机装配中的动作进行合理定义,对各个动作进行建模,根据大量的秒表法测量的工作经验统计分析,确定合理的动作时间值。该系统的特点:根据标准动作时间测量,剔除了个人主观因素;工时标准公平合理,数据客观且可复验;考虑了疲劳、人为延迟不可避免的延迟,在1000次以上的动作秒表测量数据研究基础上建立的标准工时;可帮助设计正确的工作方式和工作流以消除浪费。因此该工具可以对比、证实和潜在的提高工作、工序、工位操作的效率。
动作的标准工时Mi=fi(V1,V2,……Vn)
每种动作的标准工时Mi由n个决策Decision变量Vi的值决定,fi是根据每个动作Mi根据变量变化的关系函数。
STDS软件总结了汽车发动机装配中所有常用动作时间的影响Deci-sion因素和受Decision因素影响的变化规律,形成了标准动作模型。
工位的STDS标准工时CT=
工位的标准工时为一系列动作的STDS标准工时之和。
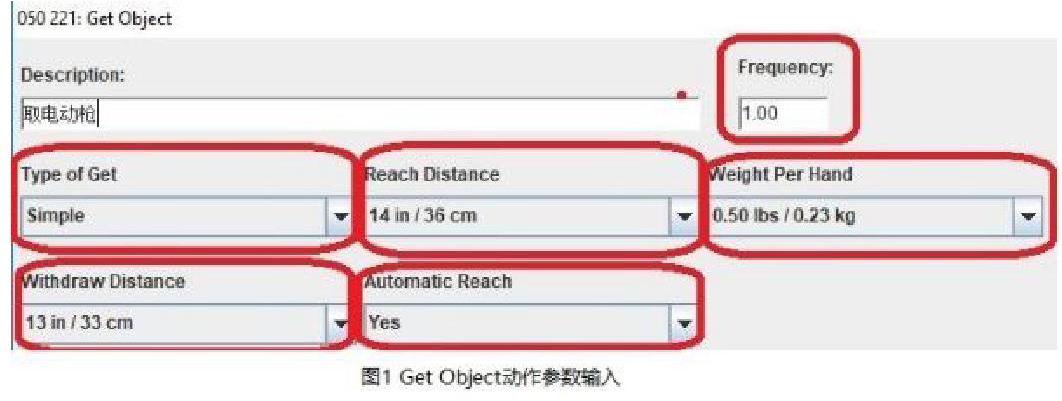
如图1,动作“Get Object”的工时由Frequency(频率)、Type of Ge(t伸手方式)、Reach Distance(伸手的距离)、Withdraw distance(收缩距离)、Weight
per hand(单手抓取的重量)、Automatic Reach(是否自动到达)这6 个Deci-sion变量决定(Description为Get Object的具体描述,不影响动作时间)。“取 电动 枪” 的6 个Decision因素 的参 数为(1,simple,36cm,0.23kg,33cm,yes),在这6 个decision参数决定下标准工时为0.9s,如图2 所示。
将每个工位分解为一系列动作,每个动作都有不同的的Decision因素,图3 为“电动拧紧”的动作Decision参数输入(Frequency,),依次输入每一个动作Decision因素的参数,得到每个动作标准工时,标准工时之和即为工位的标准工时如图2,某工位的所有动作连起来,标准工时为63.7s。
3发动机装配线平衡
装配线平衡率MPU=∑各工序时间STDS/(工位数*ATT);ATT为整线实际节拍;
装配线平衡损失率LPU=∑各工序损失时间/ (工位数*ATT)=1—MPU;
X发动机车车间装配线各工位布局如图4 所示,通过对主线上40个手动工位STDS标准工时分析,得到表2 所示的节拍数据。working pace=STDS/CT,working pace越小,说明秒表测量偏差越大或操作越不熟练,working pace大于1,说明操作完全熟练。MPU=STDS/ATT,MPU越低,说明利用率越低,线平衡前,working pace为98.2%,平均MPU为87.1%,存在改善的空间。
如图5 所示,通过STDS分析的各工位工时进行线平衡,取消工位EA1390,对EA1140等 11各工位的工序内容重新分配,得到平衡后的新工位数据情况。如表3 所示。经过线平衡分析改善,平均人员利用率MPU从87.1%提高到89.2%,working pace从98.2%提高到100.2%,平均操作时间达到标准,减少一个工位人员。
4结束语
在X发动机车间采用STDS标准时间数据系统,分析装配线手工工位工时精确,费时少,改善线平衡,减少人,降本增效具有显著作用,可在汽车发动机行业推广。
参考文献:
[1] 李强,梁工谦,张晶.IE技术在发动机装配线作业改善中的应用[J].机械设计与制造,2012,3(3):79-81
[2] 顾涛,周炳海.动作分析法在缸体生产线平衡改善中的应用[J].机械制造,2009,47(540):54-57
[3] 吕宁,周炳海.发动机装配线平衡改善[J].精密制造与自动化,2017,2:54-57
[4] 沈澐,王勇,俞效燚.发动机装配线平衡改善研究[J].机械设计与制造,2017,1:262-264
作者简介:
叶范波,出生于1979年出生于湖北武汉,男,上海交通大学机械电子专業学士,浙江大学机械制造及其自动化博士,现任上汽通用汽车有限公司武汉分公司动力总成制造工程部工程师,主要研究智能制造、工业大数据分析、精益生产管理。
