论钢结构焊接变形及控制措施
2020-11-16张平
张平
摘要:钢结构焊接在很多领域、工艺产品都有用到,随着应用的越来越广泛,钢结构产生的焊接变形也越来越受到人们的重视,本文针对焊接过程中由于焊接环境、焊接方法、人为因素等原因而产生变形,提出了防止焊接变形的控制措施。
关键词:钢结构;焊接变形;应力;控制措施
1前言
钢结构在焊接操作时,由于快速产生的热量,使得焊缝及焊缝附近的温度变得很高,而离焊较远的部分又温度较低,阻碍了焊缝附近处的热膨胀,因此焊缝就产生了不同程度纵向和横向收缩及内应力,直接导致了焊件的变形。同时,金属在焊接受热时材质内部晶粒组织转变而引起的体积变化也可能引起焊件的变形。本文针对钢结构焊接变形,详细介绍了其变形形式及控制方法。
2钢结构焊接变形的常见种类及其原因
2.1 钢结构焊接的变形形式
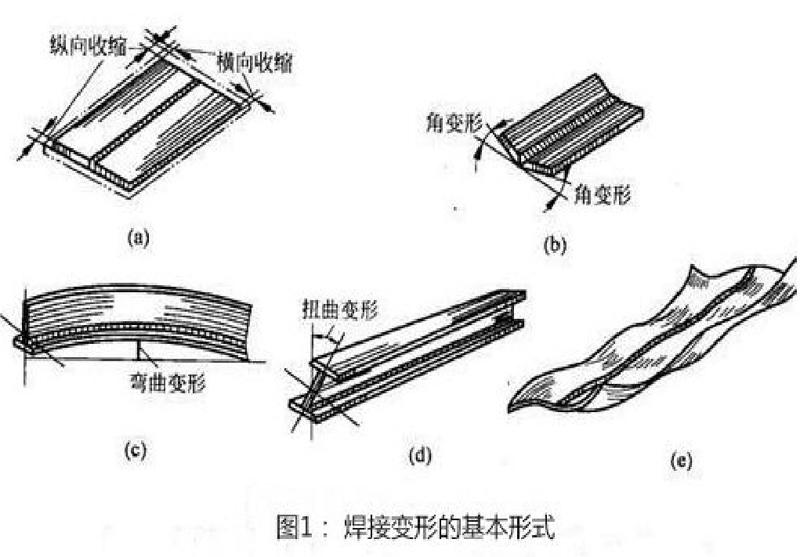
焊接变形的基本形式有:⑴、收缩变形;⑵、角变形;⑶、弯曲变形;⑷、扭曲变形;⑸波浪变形。也有一件结构件同时出现多种变形的情况。具体变形的形式见图1
2.2 钢结构焊接变形的主要原因
造成钢结构焊接后变形的原因有很多,其最主要的因素有焊接时热膨胀不一、各个点的温度不均匀、焊点材质内部发生的晶粒组织转变、人为的因素等。多种因素影响下,钢结构焊接时便会产生各种各样的焊接变形。它们的成因主要有:.
(1) 纵向的焊缝和横向的焊缝在焊接冷却后,收缩所引起的长度缩短和宽度变窄而产生的变形为收缩变形;
(2) 结构件板材坡口对接布置不对称,焊缝受热后冷却收缩量不均所引起的变形为角变形;
(3) 在焊接过程中,由于不合理的焊接方向和焊接顺序所引起的焊接变形为扭曲变形;
(4) 薄板焊接时,母材在受到内部压应力及冷却后焊缝收缩而失稳后,使构件产生的变形为波浪变形;
(5) 焊缝在焊接冷却后,横向的收缩及纵向的收缩与钢结构件的中轴不对称,所造成的工件整体弯曲的变形,我们称为弯曲变形。
3 钢结构焊接变形影响因素
钢结构件焊接变形的因素主要有设计和工艺两个方面,我们总结归纳如下:
(1) 焊缝截面积大小的影响:焊缝截面积是指焊缝熔合线范围内的金属面积。通常情况下,焊缝截面积越大或焊接坡口尺寸越大,焊后冷却时收缩变形量越大。
(2) 焊接电源选择的影响:一般情况下,焊接时接线能量与焊接变形是成正比的。焊接过程中,在热输入大时,造成该区域温度过高,冷却的时间也就相对较慢,使的结构件接头塑性变形区增大。
(3) 层间的温度及预热的影响:层间温度是多道焊缝在焊接下一焊道之前的瞬时温度,也叫道间温度。层间温度过高会引起焊缝热影响区晶粒粗大,而引起的体积变化。因此,我们在焊接之前都要对工件进行预热工作,使钢结构能快速的适应焊接时的温度。对于普通碳钢,层间温度要求低于250℃,普通奥氏体不锈钢,层间温度要求低于150℃。在预热过程中,我们要根据母材的材质及厚薄,掌握好预热的大小和范围。预热的范围一般是在焊缝两侧各100~250mm范围内,最好采用背面加热的方法。
(4)不同焊接方法的影响:对于相同的工件、相同的焊缝,不同的焊接方法,所造成的焊接变形也是不同的。金属焊接方法有40种以上,常用的有CO2保护焊、电弧焊、激光焊接、氧气- 乙炔焊、电渣压力焊等多种,其中电渣压力焊热量输入最大,因此所造成的变形也最大,电弧焊热量输入居中,CO2保护焊则最小,所造成的变形量也就较小。
(5) 焊缝的位置的影响:在钢结构件设计中,焊缝位置的选择,要综合考虑工件结构、板材材质、厚薄、工作环境等因素。位置不同、分布点不同,施焊过程中方法、角度都会有所不同,所造成的变形也会有所不同。
(6) 结构刚性的影响:结构刚性的大小,也就是钢结构的形状和截面积的大小,通常情况下,钢结构的形状大、截面积大,焊接变形就小,钢结构的形状小、截面积小,焊接变形就大。
(7) 焊接顺序和装配的影响:在实际焊接操作中,我们会遇到一边装配、一边施焊的情况,这种焊接变形量较大。也会整体装配完后,再进行焊接,这种焊接变形量就相对较小。
4 防止和减少钢结构变形的方法
到目前为止,焊接产生变形是不可避免的,这已成为焊接工艺的一大难点。我们在了解焊接变形的主要原因及影响因素后,就可优化设计及工艺,最大限度的降低各种焊接变形。具体方法如下:
(1) 在焊接作业前,首先应保持焊接环境的清洁、光线良好,湿度要小于80%,温度要大于5℃,冬季或温度过低时,要对工件进行预热。其次要清理干净母材焊缝表面夹渣、氧化皮、飞溅等污物,避免出现焊缝质量不佳、不连贯,一点多焊的情况。
(2) 根据结构件外形,合理地设计焊缝的位置及尺寸;我们可参照AWS(设计计算手册)标准,优选尺寸较小,但能达到工件承载要求的焊缝,尽量减少焊缝截面积。焊缝的位置尽量与工件中轴线对称或接近,各焊缝也尽量对称布置、避免密集、交叉。无特殊要求,两道焊缝的距离最好不小于100mm,要能避开各焊接残余应力,这样还可以便于观察与施焊。在不影响结构强度前提下,还可采取焊100mm,间隔100mm,在焊100mm的花焊的形式,尽量减少焊接工作量。
(3) 采用适当的焊接方法;在文章前面我们已提到很多焊接方法,每一種焊接方法都有各自的优缺点,但根据实际工作经验来看,CO2气体保护焊是控制焊接变形,较好的一种焊接方法,其角变形量为5‰,而不平度只有3‰。
(4) 焊缝坡口的合理选择;母材厚度不超过6mm时,可以不开焊接坡口,反之必须开坡口。开坡口的原则是:a、坡口加工要方便,有利于焊接操作;b、坡口截面积要最小,尽量减少焊缝金属的熔敷量;c、为使根部焊透,保证焊接强度,减少焊接变形,一般都会在坡口根部预留一定的根部间隙。一般常见的坡口有V型、I型、U型、X型等,我们对于厚板的对接接头应优选X型或U型坡口,对于薄板应优选用V型坡口。
(5) 焊接顺序的选择及方向,要掌握以下基本原则:a、先两端,后中间;先内部,后外部;b、先焊短的焊缝,后焊长的焊缝;c、先焊焊缝少的一面,再焊焊缝多的一面;d、由中间向两侧对称进行焊接。
(6) 针对工件的角变形和弯曲变形;通常采用反变形方法控制焊后的变形。首先要分析工件焊后可能产生的变形量与变形方向,人为的给工件制造一个反向变形,以此来抵消正常施焊时产生的变形。
(7) 预拉伸法;此法主要针对于薄板平面构件。薄板焊接时先将其拉伸与伸长,这时,在张紧的薄板上装配焊接骨架,再去除预拉伸,薄板则恢复拉伸初的状态。
(8) 刚性固定组装法;此法也主要适用于薄板工件,是指在施焊时,将工件固定在有足够刚性的工装上,使工件在焊接时不能移动,待焊接冷却后,再将工件放开,此时工件的变形量要比自由状态下焊接的变形量要小很多。
5钢结构焊接变形的矫正方法
我們在了解了防止变形的种种方法后,只要操作得当,虽然能大大降低焊后变形,能控制在合理的公差范围内,但在实际工作中,总是难免会出现焊后变形超出分差范围的情况,此时,就需要我们进行矫正处理。最常用焊后变形的矫正方法有:机械矫正法、加热矫正法两种。
5.1 机械矫正法
机械矫正法也叫冷矫正法,是利用各种压力机械、千斤顶或人工进行锤打的一种矫正方法,机械矫正法只能用于塑性良好的材料,如低碳钢结构件,因为机械矫正时,矫正金属的容易冷作硬化,强制矫正易使工件产生裂纹;要想矫正合金钢结构件,则必需要先消除其内应力;薄板波浪变形则多采用人工锤打的方法。
5.2 加热矫正法
加热矫正法是利用点状、线状、三角状等不均匀的加热使结构反向变形来补偿或抵消原来的焊接变形。有时也辅以浇水急冷、木锤锤击的方法。加热矫正法加热温度的控制非常重要,普通低碳钢、合金钢的焊接结构,通常采用650~800℃的加热温度,一般不宜超过900℃。
6结束语
综合分析了钢结构焊接变形的种类、原因、影响因素及防止变形的方法,我们在实际操作中,就可以不断改善其设计工艺,最大限度的避免焊接变形带来的危害,从而提高钢结构产品的质量与强度。
参考文献:
[1]吕仲.韩巧珍.钢结构焊接变形控制《.电焊机》.2011年 8期.
