铝合金氧化膜对短周期拉弧螺柱焊质量的影响
2020-10-22林相远杨振东林传冬
林相远,杨振东,林传冬,邓 鑫,刘 欢
(辽宁忠旺集团有限公司,辽宁 辽阳 111003)
短周期拉弧式螺柱焊是汽车行业中常用的一种螺柱焊接方法[1]。近年来,随着汽车轻量化的持续升温,铝合金短周期拉弧式螺柱焊的应用也变得逐渐广泛。铝合金熔点在660℃左右,而铝合金氧化膜熔点在2050℃左右。因此,在进行铝合金焊接前,铝合金氧化膜对焊接质量的影响是必须要考虑的问题。有论文称在进行铝合金短周期拉弧式螺柱焊时,焊前母材表面无需进行处理[2],但并未给出具体试验细节及具体影响程度。因此,本文针对铝合金氧化膜对螺柱焊接头质量的影响进行了具体研究,旨在为焊接工艺人员进行螺柱焊的质量控制提供数据参考。
1 实验材料与方法
实验母材为6111-T4轧制板材,母材规格为300mm×150mm×2mm,母材化学成分(质量分数,%)为,Si 0.6~1.1,Mg 0.5~1.0,Fe 0.4,Cu 0.5~0.9,Mn 0.10~0.45,Cr 0.1,Ti 0.1,Zn 0.15,Al及其它为余量;母材力学性能为,抗拉强度255MPa,屈服强度131MPa,延伸率24.0%。
焊接方法为短周期拉弧式螺柱焊,焊接设备为Taylor i12逆变式螺柱焊机以及DA8-A3螺柱焊枪。焊钉为M6-AlMg5短周期拉弧式螺柱焊钉。实验时,控制“焊前是否打磨氧化膜”为变量,其余焊接条件相同。焊前打磨氧化膜与焊前未打磨氧化膜的焊接工艺参数为,焊接电流650A,通电时间50ms,伸出长度2.5mm,提升高度3mm,通气时间1000ms,气体流量15L/min;焊接保护气体为99.99%Ar。其中,母材的氧化膜用碗刷机去除,且去除4h内进行螺柱焊接。
焊接完成后依次进行目视观察、弯曲试验以及金相观察,通过结果数据对比焊前打磨氧化膜与焊前未打磨氧化膜对短周期拉弧式螺柱焊接头质量影响的差异。
2 实验结果及分析
2.1 目视观察
依据ISO 14555-2017标准要求,对螺柱焊接头的外观质量进行检测。焊前打磨氧化膜与焊前未打磨氧化膜的焊钉接头目视观察如图1所示,在焊钉的四周有均匀的溅出环包裹,满足ISO 14555-2017标准要求。同时,无论焊前是否打磨氧化膜,焊后的黑灰现象均存在,且无明显减弱效果。因此,焊前是否打磨氧化膜对焊后的外观质量无明显影响。
2.2 弯曲试验
对焊前打磨氧化膜与焊前未打磨氧化膜的试件分别进行60°弯曲试验,弯曲试验按照ISO 14555-2017标准进行。弯曲试验结果显示(图2),焊前表面打磨氧化膜和焊前表面未打磨氧化膜的接头,其60°弯曲合格数量均为10个,不合格数量均为0,合格率均为100%。其中,弯曲合格的接头均在钉体处断裂,满足ISO 14555-2017标准要求。因此,焊前打磨氧化膜与焊前未打磨氧化膜的接头均能满足焊后60°弯曲性能要求。
2.3 金相组织观察
使用光学金相显微镜对弯曲合格的螺柱焊接头横断面分别进行金相组织观察,结果数据处理如图3所示,金相结果如图4和图5所示,数据结果如表1所示。由表1可知,若焊前打磨氧化膜后进行螺柱焊焊接,接头熔深的平均值为0.7mm;有效连接直径平均值为8.3mm,大于焊钉的公称直径;气孔宽度的平均值为0.7mm,气孔宽度占比为8.4%,小于20%,满足ISO 14555-2017标准要求。若焊前未打磨氧化膜后进行螺柱焊接,则接头熔深的平均值为0.6mm;有效连接直径平均值为6.9mm,亦大于焊钉的公称直径;气孔宽度的平均值为0.4mm,气孔宽度占比为5.8%,小于20%,满足ISO 14555-2017标准要求。因此,焊前打磨氧化膜可以在一定程度上增加有效连接直径,而对于熔深并无明显影响。同时,焊前打磨氧化膜在一定程度上规避了氧化膜中水分对焊接质量的影响,因此减少了大气孔的出现概率,使气孔尺寸占比远低于20%的要求。
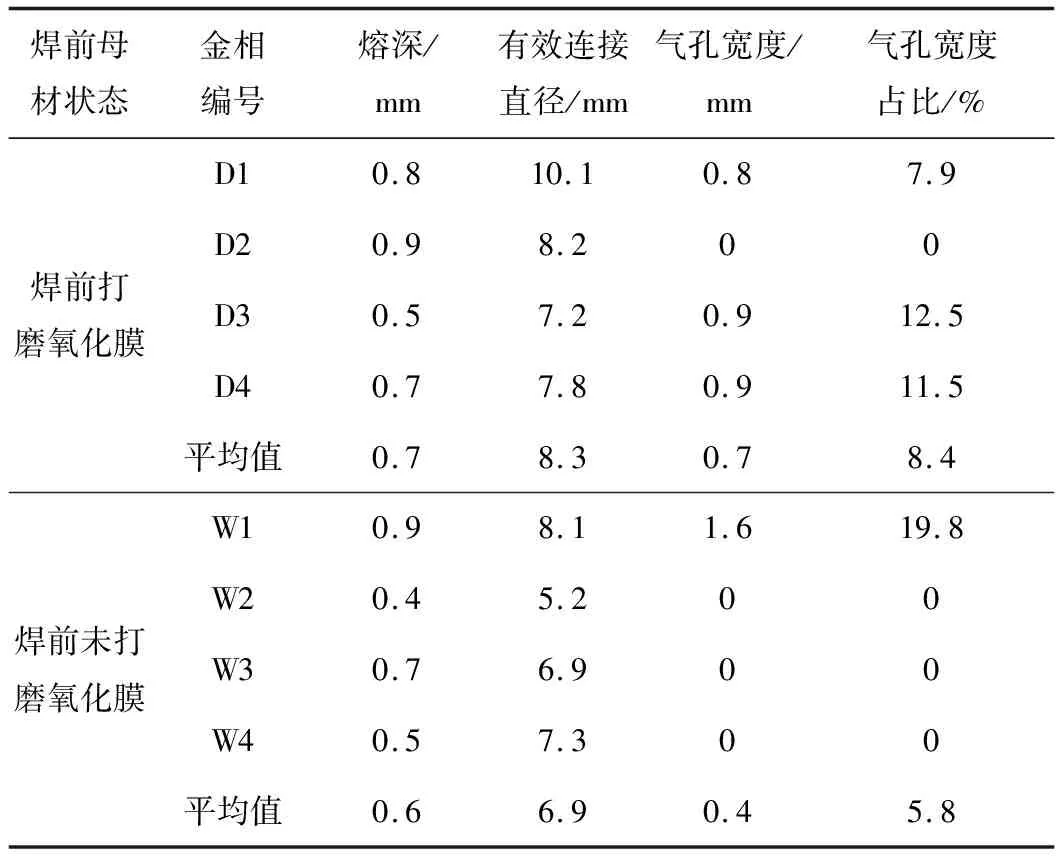
表1 金相观察结果汇总
铝合金的熔点为660℃左右,而铝合金氧化膜的熔点为2050℃左右。对存在氧化膜的铝合金母材进行螺柱焊接时,一部分焊接热输入用于熔化高熔点的铝合金氧化膜,剩余部分的焊接热输入才作用于铝合金母材。这也是导致焊前打磨氧化膜时的有效连接直径要大于焊前未打磨氧化膜时的有效连接直径的原因。
3 结论
(1)焊前是否对母材进行氧化膜的打磨,对焊后接头的外观质量、60°弯曲性能以及接头的熔深均无明显影响,且均能满足ISO 14555-2017标准要求;
(2)焊前对母材进行氧化膜的打磨,可以在一定程度上增加接头的有效连接直径,同时减少大气孔出现的风险。因此,为追求更高的接头质量,建议焊前进行氧化膜的打磨。
