氮气气提回收废机油工艺的研究
2020-10-19郑永丽赵伟伟孙皓曹卫忠孙娜
郑永丽 赵伟伟 孙皓 曹卫忠 孙娜

摘要:本研究对氮气气提废机油的方法进行了探索,主要考察了废机油氮气提取过程中的控制参数,包括氮气和废机油物料进料的预热温度,塔内温度和压力以及物料和氮气的比值等影响因素。并通过考察最终产品的颜色和收率作为方法评价依据。最终研究结果显示:将蒸汽汽提处理后的原料100kg预热到250℃后,进入塔内压力为5kpa A的氮气气提塔,经过300℃热氮气的气提作用,保持物料和氮气的质量比值为3:1的情况下,提出基础油的收率最高,且质量可接受。
关键词:氮气;废机油;气提;再生
1.前言
随着我国社会经济的发展,交通运输行业得到了发展,交通运输每年产生大量的废机油。目前,在我国的机动车、船舶、飞机、火车以及大型的机械等产生大量的废机油。对于废机油如果不能够进行有效的处理,很容易导致环境的污染,而且导致能源浪费。因此,从环保以及节能的角度来讲,对废机油进行再次的循环利用,能够有效地解决现阶段的废机油处理的问题,同时还能够促进资源的再利用,节约能源,保护环境。
目前,全球范围内最普遍的废机油利用方式为回收再生。废机油的再生技术分为传统再生技术和新型再生技术。传统再生技术包括:硫酸—白土精制工艺、絮凝工艺、常减压蒸馏—溶剂精制、加氢精制工艺;新型再生技术包括:分子蒸馏技术、超临界萃取技术、膜分离技术。
本项目以废机油的基础物理回收操作为主,拟制成利于工业加工的标准化半成品进入市场,因此处理流程主要考虑废机油再生过程的基础油的提取环节。采用加热的氮气气提废机油工艺,破坏废机油中重组分与轻组分的原有平衡,从而从废机油中提取回收沸点较低的基础油,脱除沸点较高的沥青质等重组分,以达到回收基础油的目的。
2.研究材料和方法
本研究对氮气提取废机油的方法进行了探索,主要考察了废机油氮气提取过程中的控制参数,包括氮气和废机油物料进料的预热温度,塔内温度和压力以及物料和氮气的比值。并通过考察最终产品的颜色和收率作为方法评价依据。
2.1 实验试剂
2.2 实验仪器
主要实验仪器如表2所示
2.3 实验方法
2.3.1 操作方法
废机油原料经过原料泵输送,先过滤掉其中的固体颗粒,滤下的废渣作为危险固体废物处理。将过滤完的废机油物料预热后进入蒸汽汽提塔,通过过热蒸汽充分汽提,提走原料中的汽柴油等轻组分,从塔顶排出,冷凝分相,汽柴油收集起来,废水去处理站进行危废处理。
将蒸汽汽提处理后的原料100kg分别预热到一定温度,进入一定压力的氮气气提塔,经过一定温度热氮气的气提作用,保持物料和氮气的质量一定比值的情况下,提出基础油,氮气和基础油混合物冷凝后在分离塔分离,基础油排出至产品罐称重,氮气经循环压缩机增压再次预热进入塔内,循环使用;氮气气提后的重相去危废处理。
2.3.2 提取颜色的对比
使用数码相机拍摄回收基础油的照片。和国标色卡GSB05-1426-2001进行比对,记录颜色进行对比。
3.研究结果及讨论
3.1 物料预热温度的影响
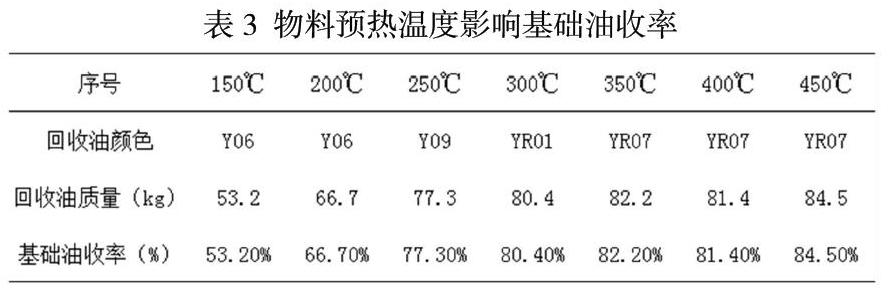
物料分别预热到150、200、250、300、350、400、450℃后,基础油收率实验结果如表3。
根据表3所示,可以得到基础油回收率和物料预热温度之间的关系。从数据关系上可以看出,在低温区间基础油的收率较低,当达到250℃的在高温区间以上时,收率能够达到75%以上,最高是450℃时的84.5%。但是从回收基础油的颜色结果可以看出,基础油的颜色和纯净油相比总是偏深,而且温度越高颜色越深。故此推断,虽然升高物料预热温度有助于基础油的收率提高,但是回收基础油的纯度却随温度的升高而下降。并且在实验过程中发现,如果物料预热温度过高,还会容易致使物料在塔内结焦,造成塔内处理困难。所以按上述分析综合考虑,拟采用250℃作为最佳操作条件,150℃~250℃为实际可操作区间。
3.2 氮气预熱温度的影响
氮气预热150、200、250、300、350、400、450℃温度不同的条件下,基础油收率实验结果如表4。
根据表4所示,可以得到基础油回收率和氮气预热温度之间的关系。从数据关系上可以看出,在低温区间基础油的收率较低,当达到300℃的在高温区间以上时,收率能够达到80%以上,最高是450℃时的86.9%。所以可以推断高温有利于基础油的提取。但是回收基础油的纯度却随温度的升高而下降,而且能源消耗也显著提高。所以从收率、质量、能耗等几方面综合考虑,拟采用300℃作为最佳操作条件,250℃~350℃为实际可操作区间。
3.3 塔内压力的影响
气提塔内压力在1、3、5、10、15、20、25、30、35、40kpa(A)不同的条件下,基础油收率实验结果如表5。
根据表5所示,可以得到基础油回收率和气提塔内压力之间的关系。从数据关系上可以看出,在低压区间基础油的收率较高,当达到10kpa以下的低压区间时,收率能够达到70%以上,最高是1kpa时的83.5%。所以可以推断低压有利于基础油的提取,但是随着收率的增高回收基础油的颜色也变深,说明杂质在一定程度上也被提取出来。所以为了在可接受的质量前提下,尽量提高回收油的收率,考虑拟采用5kpa作为最佳操作条件,1kpa~10kpa为实际可操作区间。
3.4 物料和氮气的比值的影响
物料和氮气比值为7:1、6:1、5:1、4:1、3:1、2:1、1:1的条件下,基础油收率实验结果如表6。
根据表6所示,可以得到基础油回收率和物料和氮气比值之间的关系。从数据关系上可以看出,随着物料比中,氮气使用量的增大,基础油的收率也随之增高,当达到4:1以上的比值区间时,收率能够达到70%以上,最高是2:1时的87.4%。但是可以发现当物料比为2:1、1:1时回收基础油的纯度却产生下降,估计为随着氮气用量的增加,将物料中的杂质一起带出,而且氮气用量过多的话系统能耗太大,经济价值显著下降。所以综合考虑收率、质量和经济价值,拟采用3:1作为最佳操作条件,4:1~1:1为实际可操作区间。
4.结论
综上所述,经过前述对四个操作影响因素的研究,可以确定废机油氮气汽提回收再生技术的最佳操作条件如下:将蒸汽汽提处理后的原料100kg预热到250℃后,进入塔内压力为5kpa A的氮气气提塔,经过300℃热氮气的气提作用,保持物料和氮气的质量比值为3:1的情况下,提出基础油,氮气和基础油混合物冷凝后在分离塔分离,基础油排出至产品罐称重,氮气经循环压缩机增压再次预热进入塔内,循环使用;氮气气提后的重相去危废处理。
