智能化接触网腕臂预配生产线控制系统开发
2020-10-19朱兴华刘海斌
朱兴华, 刘海斌, 张 飞
(常州数控技术研究所, 江苏 常州 213164)
0 引言
随着经济的发展和社会的进步, 快捷舒适的高铁越来越成为众多人中短途优选的交通工具, 高铁不但改变了生活理念和出行方式,也成为国家的一张科技名片。接触网系统作为高铁供电系统的重要组成部分, 其中主要为承力索座和接触线提供支持的腕臂装置至关重要[1]。腕臂结构的工作性能、稳定性与可靠性直接影响接触网系统的稳定性与可靠性; 接触网腕臂结构零件主要包含腕臂底座、腕臂支撑结构、定位装置、定位器和定位卡子等[2],零件较多,涉及工艺复杂,安装要求高。
智能化接触网预配生产线控制系统主要控制生产线完成铝合金腕臂的预配安装,生产线具备自动上料、定长切割、自动对钻定位孔、划线喷码、修磨去毛刺、承力索座自动上料装配、 套管座自动上料装配、 定位环自动上料装配、腕臂自动下料和云平台信息上传等功能,智能化和自动化水平高,装配精度高,生产效率高,运行安全稳定可靠。
1 智能化接触网预配生产线
1.1 腕臂预配生产线设备组成
腕臂预配生产线由9 个部分组成,图1 所示。 ①翻料架,完成12 米铝管的翻料和送料;②成型装置,主要完成铝管的锯切、钻孔和修磨工作;③输送喷码机,完成腕臂信息、 定位信息、 条形码和二维码喷涂和腕臂的过渡移动;④上料装置1,完成承力索座(1#)和套管座(2#)的上料和输送料;⑤装配装置1,完成承力索座和套管座在铝管上的定位和安装;⑥上料装置2,完成定位环(腕臂支撑、单耳、双耳,3#,4#)的上料和输送料;⑦装配装置2,完成定位环(腕臂支撑)在铝管上的定位和安装;⑧下料装置,完成腕臂成品的下料输送;⑨控制系统,完成参数的设置、数据的输送、加工数据的规划和生成、运动装置的驱动和运行信息的监控显示。 其示意图见图1 所示。

图1 预配生产线设备组成示意图
1.2 预配工艺流程
一套腕臂结构一般包含腕臂管(平腕臂、斜腕臂)、承力索座、套管双耳、腕臂支撑上、套管双耳下、定位环、腕臂支撑下等[3]。预配生产线可预配铝合金管材的腕臂(平腕臂、斜腕臂),每次可成套预配(平斜)或单个预配;腕臂装配工艺流程不是一个固定流程, 而是依据每一根腕臂长度、腕臂零件安装位置和生产线铝管定位等条件由上位系统计算生成工艺流程,工艺流程不固定,主要是顺序的不固定,不是工序的增加或者减少。 综合预配工艺流程见图2。

图2 综合预配工艺流程示意图
1.3 组合控制系统
组合控制系统包含上位系统和PLC 控制系统。 上位系统主要功能为:根据预配安装信息数据[4-7],选择优化算法进行套料优化,达到材料利用最大化,减少材料浪费,降低成本; 上位系统不但能确保平斜混合规划材料利用最大,而且能保证平斜成对规划材料利用最大化。PLC 控制系统根据上位控制系统发送的数据, 驱动生产线各个设备运行,并实时收集运行状态自用和与上位系统交互。
1.3.1 PLC 控制系统实现
PLC 控制系统共驱动32 个伺服电机,实现生产线各个设备的既定功能,由于拧螺栓的扭矩比较重要[8],故伺服电机使用扭矩模式控制;AC 伺服驱动器选用安川∑-7系列,机器控制器选用安川MP3300;作为安川电机划时代的新产品,主要有如下特性[9]:①大幅提高设计便利性:无需繁琐的调整作业,大幅缩短启动时间;②替换简便,可确保程序和参数的兼容性;可对产品进行置换,从而轻松提高装置的性能。 MP3300 作为上位系统和PLC控制系统之间的桥梁, 其与各个AC 伺服驱动器通过MECHATROLINK-3 总线进行通信;与上位通过MPScope 进行通信,MPScope 可为在电脑上开发的Windows 应用程序提供MP3300 控制器的支持功能。 针对于工艺繁复,子功能众多,在编程过程中采用了变址寻址功能,能较好的加快程序编译效率和扫描速率,提高程序的层次性、简洁性,体现程序的结构化特性。 PLC 控制系统的运行流程见图3。

图3 PLC 控制系统运行流程图
1.3.2 上位系统实现
上位系统是基于Visual Studio 2015 C# 编程实现的window 应用软件,数据库使用SQL Server 2014。
在C# 中使用YcsMPScope.dll 实现MPScope 的连接,从而与MP3300 控制器之间的通信和数据的读取。 其实现程序如下:
public static string Path = "d:/MP3300.ini";
static AxMPScope axMPScope = new AxMPScope();
axMPScope.CreateControl();
axMPScope.ConnectFilePath = mpiniFilePath;
axMPScope.Open(nConnectNo);
上位与PLC 的数据交互机制为:
(1)PLC 请求传输数据——上位应答请求;
(2)上位发送数据至PLC;
(3)上位传输数据完成——PLC 应答完成;
(4)上位确认数据传输完成(响应应答)。
每次只传输一整根铝管的数据, 且约束每根铝管最多只能规划6 根腕臂;整根铝管发送数据格式如表1。

表1 整根铝管发送数据格式
表1 中,类型定义1-平,2-斜1(3 个装配),3-斜2(4个装配);动作定义1-喷标1(竖线),2-锯切,3-1# 装配,4-2# 装配,5-3# 装配,6-4# 装配,7-修磨,8-打孔,9-喷标2(正三角),10-喷标3(反三角),11-喷标4(条形码或二维码),12-喷标5 (标识码),13-装配1#2#再上料 (斜2),14-装配3#再上料,0-无;喷标包含类型和长度。
上位系统根据参数和预配安装信息数据规划出腕臂的加工过程数据,时刻扫描着PLC 的交互信号,根据交互机制和数据发送格式发送至PLC, 并读取PLC 返回的加工信息和腕臂过程信息,把具体信息上传云平台使用。上位系统的工作流程如图4 所示。

图4 上位系统工作流程图
2 验证实现
某腕臂的预配安装信息数据如表2(a)所示,经过上位系统的规划,得到平腕臂的加工过程信息见表2(b);平腕臂装配位置示意图如图5(a),根据规划的加工过程数据,加工出的某平腕臂成品示意图如5(b)。

表2 腕臂数据信息
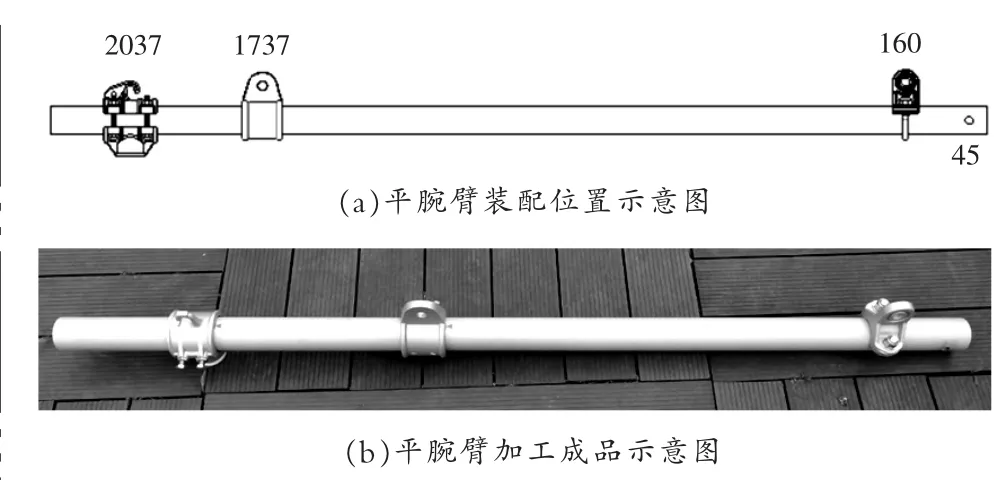
图5 腕臂效果示意图
3 结论
目前接触网铝腕臂的预配工作大部分由人工完成,部分由半自动的设备完成, 较少有成熟的预配生产线来完成整体工作,导致腕臂预配工作效率不高,成本较高。智能化接触网腕臂预配生产线可以完成腕臂预配的整个过程,其控制系统能优化设计数据,规划加工工艺过程,体现出较高的智能化和自动化水平; 目前该生产线已投入使用,实践表明,其装配精度高,生产效率高,运行安全稳定可靠,为后续的钢腕臂的预配工作提供了借鉴。
