废旧锂离子电池浸出液中钴离子的P204 萃取试验研究
2020-10-19汪年结
徐 军, 彭 玲, 汪年结, 王 翔
(1.四川长虹电器股份有限公司, 四川 绵阳 621000; 2.清华大学 机械工程系, 北京 100084)
0 引言
金属钴是废旧锂离子电池中重要的有价金属, 钴离子萃取的研究对废旧锂离子电池的再资源化和环境保护都具有重要意义。 溶剂萃取作为湿法冶金中最有效的分离技术之一,具有萃取平衡速度快、操作简单方便、安全性高、产量大、回收率高、产物纯、成本低等优点。
P204 对于分离铁、铝、锰、铜等离子效果理想,其中铁、铝、锰等杂质的萃取率达到99%以上。李强[1]等研究了湿法炼锌净化钴渣酸浸液的萃取除杂,王成彦[2]等研究了P204 萃取分离Co、Mn、Fe 的影响因素。 本文主要研究用P204 萃取剂除去废旧锂离子电池破碎浸取液中的锰、铜等高含量金属离子,从而萃取金属钴,重点分析pH 值、皂化率及萃取次数在P204 萃取金属钴过程中的影响。
1 钴离子P204 萃取试验原理及方案
为了分离废旧锂离子电池浸出液中钴离子和其它杂质离子,可在锂离子浸出液中加入萃取剂P204,首先除去铁、锌、钙、锰、铜和铝等杂质金属离子,然后再利用P507萃取剂分离钴和镍, 最后测定钴的纯度。 具体试验原理和方案如下。
不同pH 条件下,P204 萃取金属离子的顺序不同,因此可利用经过皂化的P204 与磺化煤油形成不同配比的萃取剂,将铁、锌、钙、锰、铜和铝等金属离子萃取至油相中,钴离子保留在水相中。 其中各金属萃取回收率如图1所示。

图1 不同pH 条件下P204 的萃取率
由于P204 萃取剂在pH 为3 时不能除去Ni、Mg 等离子,为得到纯净的金属钴离子,需要进一步利用P507 萃取剂萃取。图2 为P507 萃取剂在不同pH 条件下的萃取率。利用P507 与磺化煤油的配比及P507 的不同皂化程度,将杂质金属离子萃取至水相中,钴离子保留在油相中。

图2 不同pH 条件下P507 的萃取率
为了评价试验过程中的萃取效果, 首先在废弃锂离子电池破碎浸取液中取样并稀释1000 倍,测得钴离子平均浓度为8.701μg/ml。 本文萃取试验均以稀释前的原浸出液进行萃取,萃取结果可与8.701μg/ml 进行比较。
2 初探pH 值对萃取效果的影响
为了研究pH 值对P204 及P507 萃取效果的影响,设计两次试验如下。
试验1:将原浸出液调节pH 至2.50,用25%的P2O4分别进行三次萃取,按O/A 比1:1 摇匀3min,分离得下层水相和上层萃取剂油相,然后利用0.4mol/L H2SO4对第一次萃取油相进行反萃, 分离测定下层水相中钴离子浓度; 调节第三次萃取的水相pH 至4.00, 用25%的P507萃取剂进行萃取,按O/A 比1:1 摇匀3min。
试验2:将原浸出液调节pH 至3.00,其他过程均与试验1 一致。
测定两次试验各过程水相钴含量如表1 所示, 其中钴含量均为稀释1000 倍后的结果。

表1 P204、P507 萃取试验结果(μg/ml)
测试结果表明:试验1 中三次P204 萃取过程的金属钴损失率分别为1.21%和0.42%,试验2 分别为5.15%和5.86%,数据表明分离效果与pH 值密切相关;用0.4mol/L的H2SO4反萃第一次P204 萃取油相,下层水相中钴离子含量较高, 可见在P204 萃取过程中调节萃取pH 对金属离子回收效果影响显著,可通过逐次反萃P204 萃取剂相来提高回收率。
3 P204 皂化率影响
皂化率对萃取过程中pH 调节至关重要,适当皂化率能够使得萃取过程中pH 值保持平稳,对萃取特定离子十分有效; 为满足浸出液经过P204 萃取后pH 稳定在3.00左右,同时保证整个萃取过程中pH 变化不大,同时需要对P204 进行恰当皂化。
3.1 P204 皂化率10%试验
试验条件如表2 所示,稀释1000 倍,测试结果如表3所示。

表2 P204 10%皂化率试验条件

表3 P204 10%皂化率萃取试验结果
原始浸出液浓度为8.701μg/ml, 萃取后浓度为3.994μg/ml,钴离子损失率为54.1%,损失率超过一半,说明10%皂化率存在问题,还需对P204 的皂化率进行进一步调节。
3.2 P204 皂化率20%试验
针对上面P204 一次萃取损失率较大, 将P204 皂化率进一步提高到20%进行试验。 萃取试验条件如表4 所示,稀释1000 倍,测试结果如表5 所示。
表4 20%皂化率试验条件

表5 P204 20%皂化率萃取试验结果
在萃取后液相pH 从3.03 变化到1.96 的过程中,液相中钴的量逐渐增大,杂质离子铜、锰也在增加。 通过多次萃取可实现钴离子在液相中含量较大的同时, 保证除杂效果较好,因此,20%皂化率的P204 萃取后pH 值2.70左右能够保证液相中的钴离子含量较高且除杂效果较好,进行二次除杂效果会更好。
4 P204 萃取次数的影响
萃取试验条件如表6 所示,稀释1000 倍,测试结果如表7 所示。

表6 P204 20%皂化率二次萃取试验条件
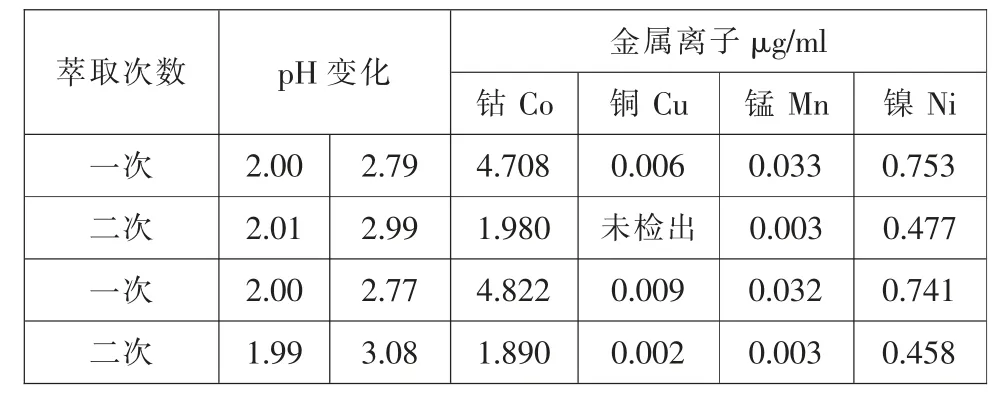
表7 P204 20%皂化率二次萃取试验结果
结果表明: 萃取剂P204 20%皂化率萃取两次除杂,对于铜及锰离子的除去效果十分明显, 在二次萃取过程中, 一次萃取结束pH 在2.70 左右萃取后液相的钴离子损失较小, 二次萃取后pH 控制在3.00 左右时钴离子损失率较大,损失率已超过50%以上,为了使得钴离子的损失降低,因此在二次萃取后的pH 还需要适当的下降。
鉴于以上P204 萃取剂皂化率20%二次萃取pH 在3.00 钴损失较大,需要降低二次萃取后pH 值。萃取试验条件如表8 所示,稀释1000 倍,测试结果如表9 和10 所示。
试验结果表明: P204 20%皂化率二次萃取后pH 控制在2.50 左右时液相中的钴离子含量较高,损失率较小,液相中铜、锰离子含量较低,尤其是第二次萃取铜离子、锰离子的含量为0.006 接近ICP 的检出限,是比较理想的效果。

表8 P204 20%皂化率二次萃取试验条件

表9 电池浸出液原液pH 调节变化0.72~3.65 过滤后浓度

表10 P204 20%皂化率二次萃取试验结果
根据以上试验可以确定P204 的理想萃取效果条件是:20%皂化率; 第一次萃取pH 控制在2.70; 二次萃取pH 控制在2.50,既保证了钴离子损失率较小且达到了分离钴离子中铜离子与锰离子的效果。
5 结论
通过对P204 萃取过程中pH 值、 皂化率及萃取次数的试验研究,得出如下结论:
原浸出液pH 值为2.5 时,P204 三次萃取的钴离子损失率在1%左右, 而原浸出液pH 值为3 时的钴离子损失率在5%左右,说明P204 萃取过程中,钴离子的萃取效果效果与pH 值密切相关; 用酸对P204 萃取油相溶液进行反萃有利于钴离子的回收,可通过逐次反萃P204 萃取剂相来提高回收率。
P204 皂化率对萃取效果有显著影响,20%皂化率的P204 萃取后,pH 值2.70 左右能够保证液相中的钴离子含量较高且除杂效果较好。
P204 的理想萃取效果条件是:20%皂化率;第一次萃取pH 控制在2.70;二次萃取pH 控制在2.50,既保证了钴离子损失率较小且达到了分离钴离子中铜离子与锰离子的效果。
