胶辊硬度对环锭纱质量的影响
2020-10-15ChaudharyJoshiShivankar
V. Chaudhary, M. Joshi, V.S. Shivankar
纺织功能中心 MPSTME NMIMS(印度)
在环锭细纱机3/3牵伸系统中,研究安装有9种不同硬度胶辊的上罗拉牵伸的棉纱的质量问题。试验通过改变罗拉胶辊的硬度对纱线试样进行牵伸,然后采用AFIS和UT-3测试仪评估纱线质量的变化。试验结果表明,在环锭细纱机牵伸系统中,上罗拉胶辊硬度的变化会对纱线的缺陷(细节、粗节和棉结)、强度和毛羽造成影响,可在纺纱机装置中增加对硬度适中的罗拉胶辊的使用。
1 材料
以含有99.93%的MCU-5棉为试验材料,采用环锭纺纱工艺制备线密度为9 tex的精梳棉。
1.1 大容量纤维测试仪(HVI)测试
采用HVI的测试结果如表1所示。

表1 HVI测试结果
1.2 胶辊的安装和抛光
试验为细纱机牵伸区的上下罗拉配备了Alufit型胶辊。在垂直气动m/c系统的辅助下,首先为8个上罗拉安装了一定邵氏硬度的胶辊(每次试验共用16个胶辊),然后为下罗拉安装了邵氏硬度为80°的胶辊。胶辊安装好后,使用半自动双宽磨床对其进行打磨。磨石网格为80目,孔隙率为14%。打磨前需调整磨床的工作参数,如切割深度和总接触时间(s),从而使不同邵氏硬度的胶辊在打磨后都具有良好的表面光洁度和合适的粗糙度(Ra)。在抛光硬度较小的胶辊的过程中,需额外注意抛光速度和总接触时间,以获得最佳表面光洁度和Ra。硬度较高的胶辊通常具有良好的耐磨性。抛光后,所有胶辊的外径(FOD)都保持在30.00 mm。
2 结果与分析
在环锭细纱机牵伸区,经不同邵氏硬度上罗拉胶辊牵伸的棉纱的均匀度测试结果如表2所示。前罗拉胶辊的邵氏硬度为55°~90°,后罗拉胶辊的硬度为80°,制备线密度为 9tex的粗梳棉纱。
2.1 乌斯特测试结果
随着罗拉胶辊硬度的增加, 纱条细度不匀率Um值(%)有所增加。在牵伸过程中,胶辊硬度的增加会降低棉纱条中纤维的滑动几率和长纤维的数量,因此,纱线中纤维的损伤和断裂率增加。长纤维的断裂影响纱线条干不匀率。而采用较小的胶辊硬度可改善棉纱条干的均匀度。
随着罗拉胶辊硬度的增加,牵伸过程中纱线对其内部纤维的控制减少,从而直接影响纱线的不匀率(IPI)和粗细度指标。较小的胶辊硬度可在纱条牵伸的过程中有效控制纱条中的纤维。随着罗拉硬度的增加,纱线中的浮游纤维也增加,这些浮游纤维将缠绕或附着在可纺纤维上,其他纤维则易黏附在一些短小或断裂的纤维上,而浮游纤维和断裂纤维的增加会影响纤维的成条指标,导致纱条中棉结增多,从而影响纱条的输送和质量。因此,牵伸区域应选用适宜或硬度较低的罗拉。
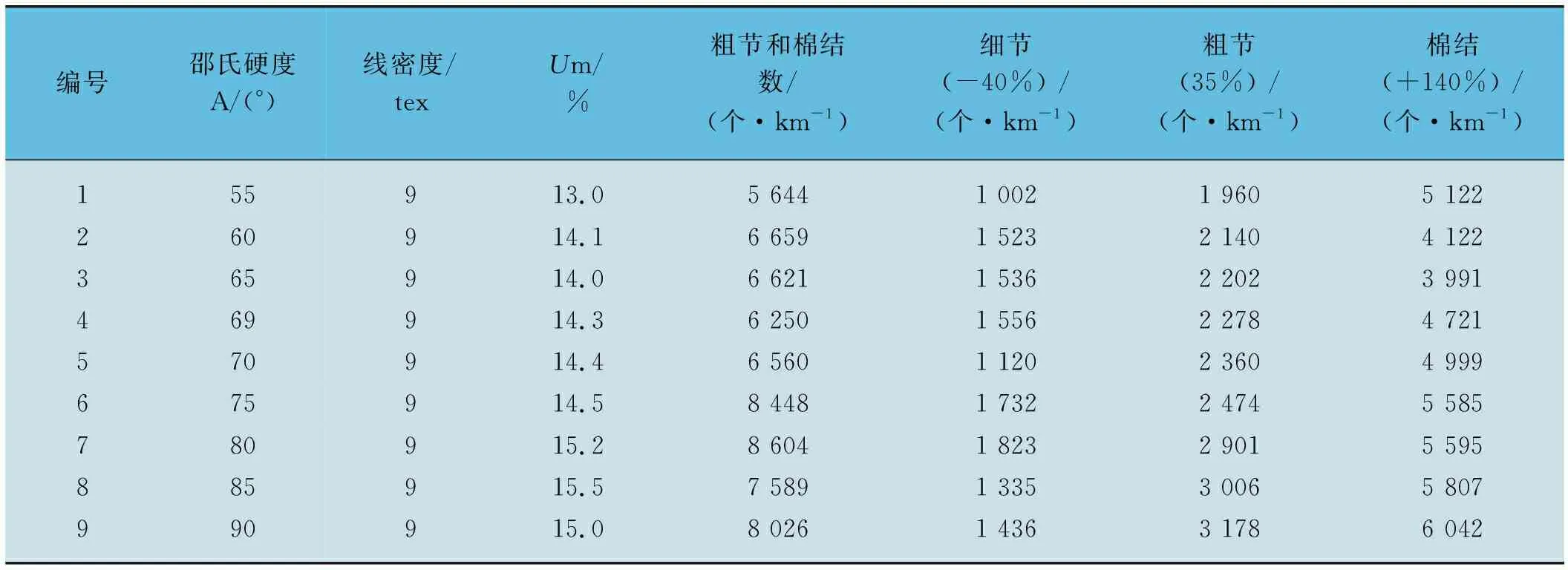
表2 胶辊硬度与棉纱的均匀度
最佳硬度的罗拉胶辊可产生最佳的牵伸力。随着胶辊硬度的增加,顶臂牵伸压力降低。较低的牵伸压力使浮游纤维和牵伸纤维受到不平衡的控制,易在纱条的条干中形成棉结,最终影响纱线的质量。因此,细纱机的牵伸系统应采用合适或较低硬度的罗拉。如前所述,牵伸系统中使用高硬度罗拉会增加浮游纤维和受损纤维的数量,最终降低纱线的质量。
2.2 结果分析
本文在3/3环锭细纱机牵伸系统中采用9种不同邵氏硬度的上罗拉胶辊(55°、60°、65°、69°、70°、75°、80°、85°和90°),制备线密度为9 tex的精梳棉纱,并测试了该纱条的性能。因牵伸系统中上罗拉胶辊的硬度有较大的变化,因此,制备的棉纱的性能也发生变化,如纱线均匀度指数、纱线不匀率和纱线疵点水平,说明罗拉胶辊的硬度对纱线质量有一定的影响。由试验结果可得出下述结论。
——当上罗拉胶辊的邵氏硬度从55°增至90°时,棉纱的Um(%)值增加2.00%。
——从棉纱质量和细纱机的运行状况来看,使用硬度为65°~ 70°的胶辊有利于制备质量较好的棉纱。在加工混纺纱时,使用硬度较低的胶辊会减小罗拉的破损和更换周期。