汽车模具铸件生产车间浇注除尘工艺的选择
2020-10-01孙明杰董文波张伟鹏
孙明杰,董文波,张伟鹏
(中机第一设计研究院有限公司,安徽合肥 230601)
汽车覆盖件模具铸件形状各异、结构复杂及质量要求高,且属于单件生产模式。所以汽车模具铸件的生产采用实型铸造工艺。国家对污染物排放标准日趋加严,以及铸造需适应绿色铸造可持续发展的行业政策,都需要铸造企业重视先进节能环保技术、工艺和装备的应用。汽车模具铸件的浇注过程主要产生EPS 泡沫高温分解产生的有机气体烟尘,以及树脂砂高温产生的有机废气。由于浇注过程时间短,烟尘瞬时集中排放,采用合适有效的烟尘收集装置及处理工艺,才能起到实质性的效果,做到达标排放。
1 汽车模具铸件的生产工艺
汽车覆盖件模具铸件特点是形状各异、结构复杂、且无一相同。
实型铸造是近净成形工艺,是用泡沫塑料板(EPS)经数控加工制作成与铸件结构、形状完全相同的模样,表面涂刷涂料烘干后,埋入树脂砂型中,待砂型硬化后浇入金属液,EPS 模样受热气化,金属液取而代之凝固成型的铸造方法。
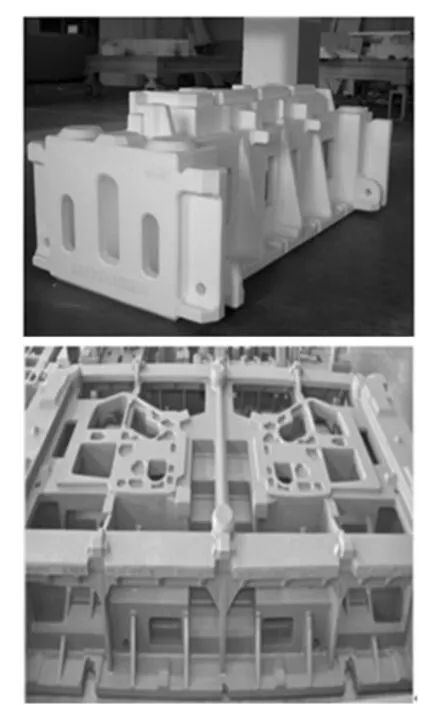
图1 汽车覆盖件模具EPS 模型
采用实型铸造工艺,用EPS 制作模型,成型便捷,适应性极强,造型方便,省去了制芯、烘干、吊芯和卡芯等繁琐的工序,大大缩短了生产周期,具有传统砂型铸造工艺不可比拟的优势,由该工艺生产的铸件无披缝且表面光洁。
由于采用的是EPS 模型和呋喃树脂砂造型,浇注时EPS 泡沫模型高温分解后产生苯乙烯、苯、甲苯等芳香烃类气体,呋喃树脂会释放出含甲醛有机废气。浇注时模型瞬间汽化,烟气大量排放且集中,所以对此过程产生的烟尘的收集和处理成为车间环境治理的关键。
2 环保形势及铸造发展趋势
2.1 环保形势
国家实施打赢蓝天保卫战三年作战计划,以京津冀及周边、长三角、汾渭平原等重点区域为主战场,调整优化产业结构、能源结构、运输结构、用地结构,强化区域联防联控和重污染天气应对,加强工业企业大气污染综合治理,全面整治“散乱污”企业及集群,分类实施关停取缔、整合搬迁、整改提升等措施,强化工业企业无组织排放管理,推进挥发性有机物排放综合整治,到2020 年,挥发性有机物排放总量比2015 年下降10%以上。
《铸造工业大气污染物排放标准》已进入最后审批阶段,标准适用于《国家经济行业分类》(GB/T 4754—2017)中C339 黑色金属铸造和C3392 有色金属铸造;标准除要求熔炼、造型、制芯、浇注、落砂、清理、砂处理、铸件热处理、涂装等工序大气污染物必须进行有组织排放并制定了非常严格的排放限值外,针对颗粒物和VOCs 的无组织排放,也提出了严格的控制措施及排放限值。
浇注过程的颗粒物和VOCs 有组织排放限值为20mg/m3、50mg/m3。
2.2 铸造行业发展趋势
“绿色铸造”可持续发展理念得到强化。节能减排、职业健康安全等“绿色铸造”理念在铸造行业日益得到强化,铸造企业三废达标排放是基础,铸造企业废(旧)砂再生循环利用比例逐年提高,我国铸造行业已出现了一批绿色铸造示范企业。所以汽车模具铸件生产浇注过程的除尘工艺的选择尤为重要。
3 烟尘收集治理工艺
汽车模具铸件的生产工艺采用树脂砂实型铸造,铸件重量每件在2~20t 不等,浇注后铸件需静置1~3h 后方可移动。浇注充型过程模型汽化瞬间产生大量烟气,随后静置的1~3h 也产生少量烟气。整个过程的烟气收集及处理是工艺设计考虑的重点。汽车模具铸件一般采用定点浇注工艺,比较成熟的收集方式有固定罩和移动罩两种形式。
3.1 移动罩收集工艺
移动罩收集工艺是砂型制作完成后位置固定,移动吸尘罩的方式收集烟尘。如下图所示,设计2~3 个吸尘罩,在摆放砂型位置两侧轨道上平移,顺序浇注各砂型,除尘管道沿厂房柱边敷设,并在每个工位设置管接口,达到收集烟尘的效果。
判断矩阵的一致性检验,得到了矩阵偏离一致性指标,判断矩阵的平均随机一致性指标RI值。对于1~9的判断矩阵,RI值分别为1.00,2.00。
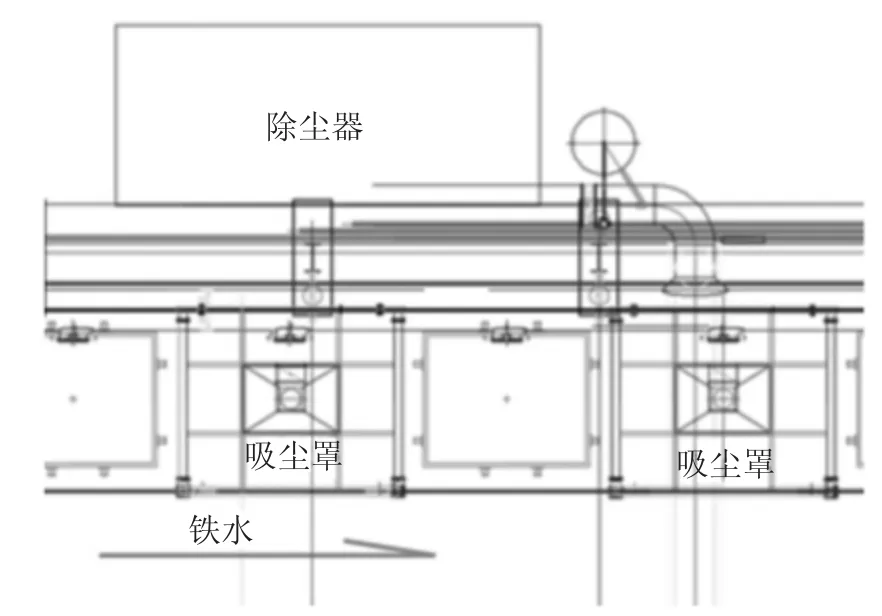
图2 移动罩收集工艺布置图
3.2 固定罩收集工艺
固定罩收集工艺是固定吸尘点的方式,砂型制作完成后放置在固定的吸尘罩内,完成浇注工序及前期凝固过程的烟尘收集。
针对不同产量的企业,设计2~3 个固定吸尘罩,满足生产要求。考虑到每个固定吸尘罩的浇注过程和砂型浇注后前期凝固状态,可采用气动阀门进行吸尘点的切换和抽风量的控制。风量根据产品大小及罩子室体设计。方案及某现场固定罩见图3。
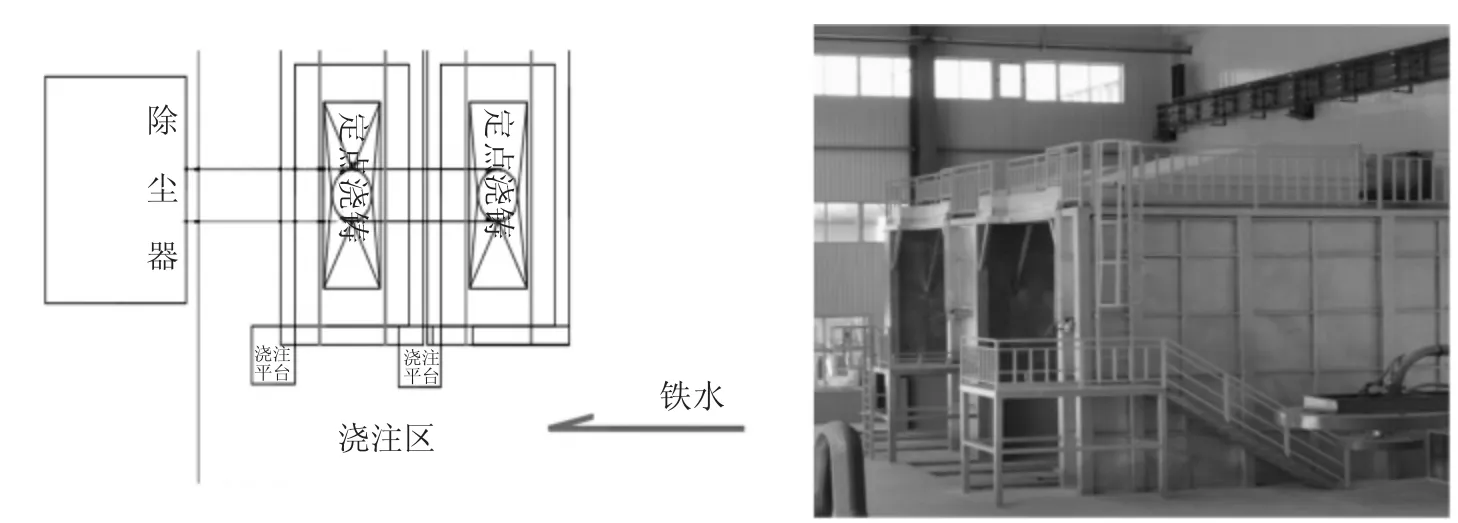
图3 固定罩收集工艺布置图
4 VOCs 治理工艺[2]
汽车模具铸件的浇注过程烟尘的处理是布袋除尘+VOCs 的治理工艺。目前VOCs 治理工艺有以下几种。
4.1 氧化法
氧化法分催化氧化法和热氧化法两种。氧化法的基本原理:VOCs 与O2发生氧化反应,生成CO2和H2O。
热氧化法采用加热使含有VOCs 的有机废气达到反应温度;催化氧化法使用催化剂,如果温度比较低,则氧化反应可在催化剂表面进行。
4.2 吸附法
吸附法主要适用于低浓度、高通量有机废气,且已经相当成熟,能量消耗比较小,但是处理效率却非常高,而且可以彻底净化有害有机废气。
但是这种方法需要的设备体积比较庞大,而且工艺流程比较复杂;当前,多使用活性炭采用吸附法处理有机废气,吸附性比较强。
4.3 生物降解法
生物法净化VOCs 废气是近年发展起来的空气污染控制技术,它比传统工艺投资少,运行费用低,操作简单,应用范围广,是最有望替代燃烧法和吸附净化法的新技术。
4.4 变压吸附分离与净化技术
变压吸附分离与净化技术是利用气体组分可吸附在固体材料上的特性,在有机废气与分离净化装置中,气体的压力会出现一定的变化,通过这种压力变化来处理有机废气。
该技术开始在工业生产中应用,对于气体分离有良好效果。该技术对于回收和处理有一定价值的气体效果良好,能源消耗少、成本比较低、工序操作自动化及分离净化后混合物纯度比较高、环境污染小。
4.5 热破坏法
热破坏法是指直接和辅助燃烧有机气体,也就是VOCs,或利用合适的催化剂加快VOCs 的化学反应,最终达到降低有机物浓度,使其不再具有危害性的一种处理方法,分直接燃烧和催化燃烧两种。
此种方法对于浓度较低的有机废气处理效果比较好,因此,在处理低浓度废气中得到了广泛应用。
4.6 UV 光解净化法
UV 光解技术作为消除VOCs 和恶臭目前比较流行的技术,特别在处理低浓度VOCs 方面有很多的应用。
4.7 低温等离子体技术
低温等离子体降解污染物是利用高能电子、自由基等活性粒子和废气中的污染物作用,使污染物分子在极短的时间内发生分解,并发生后续的各种反应以达到降解污染物的目的。
低温等离子体技术处理效果好,成本虽然偏高,但运行费用极低,无二次污染,运行稳定,操作管理简便,瞬间就可以处理废气,效率高的同时,低温等离子技术对环境的安全系数要求很高。
5 结语
(1)汽车模具铸件生产浇注过程的烟尘收集主要是利用固定罩和移动罩吸尘的工艺。此两种方式均被企业广泛采用。
(2)汽车模具铸件生产浇注过程的烟尘治理为布袋除尘和VOCs 治理结合的工艺。而VOCs 的治理采用一种或者两种工艺相结合的方式处理,均可达标排放。
