飞机钣金零件的冲压加工工艺设计
2020-09-29由博
由博
(吉林化工学院 航空工程学院,吉林 吉林132021)
1 概述
对于飞机零件而言,数量最多的就是钣金零件,这类零件的制造普遍采用冲压加工方法,因此冲压加工就成为了飞机钣金零件的主要加工方法。对飞机钣金零件的加工要求是尺寸精度适中,但表面质量好。冲压加工能达到的精度等级在IT9 级到IT6 级之间,能够满足飞机钣金零件的尺寸精度要求。冲压加工所用模具凸凹模的工作部分表面质量很高,可以保证制件的表面质量。因此,本文通过分析某型飞机托架的冲压加工工艺性,并进行必要的工艺计算,从而制定最终工艺方案,为最终实现该零件的冲压加工提供理论基础。
2 托架的冲压加工工艺性分析
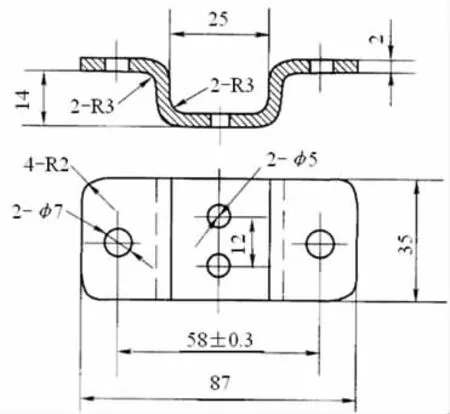
图1 托架
托架的结构尺寸如图所示,其厚度为2mm,所用材料为08钢,生产批量为大批量,要求零件表面不能有划痕、孔不能严重变形。
零件图是制定零件冲压工艺的重要依据,在制定工艺前要对零件图进行详细分析,该分析主要从技术和经济两个方面判断零件的工艺性。经济分析指的是分析冲压零件的生产批量和冲压加工经济性之间的关系。技术分析指的是分析冲压零件加工的难易程度。通过对托架零件图进行分析可知,该零件生产批量足够,所需材料的种类、厚度、尺寸及表面质量要求皆适合冲压加工。
在对零件图进行详细分析的基础上,选择相应的冲压工序。可选冲压工序有很多,但其中最基本的冲压工序包括冲裁、弯曲、拉深,之所以称它们为最基本的冲压工序,是因为每个冲压零件在加工过程中,至少会用到其中一种。根据托架结构可知,托架的加工需要用到的冲压工序主要有剪切、冲孔、落料和弯曲。
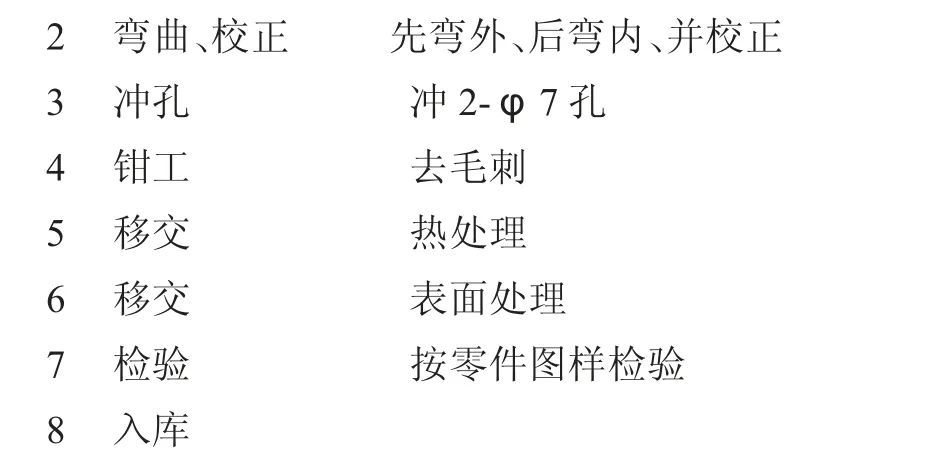
在确定零件的冲压工序后,需要确定冲压工序顺序。托架的冲压工序顺序是先下料、再冲孔和落料、后弯曲和校正、再次冲孔。
由于大部分冲压零件通常需要多道工序加工才能完成,因此在确定工艺方案时需考虑工序组合问题。在综合考虑零件结构形状、模具性价比的基础上,确定托架的工序组合程度如下:下料采用单工序模完成、冲两个φ5 孔和获得托架外形尺寸应采用冲孔落料复合模完成、弯曲和校正采用单工序模完成、两个φ7 孔采用单工序模完成。
在确定主要工序之后,需确定托架冲压辅助工序。托架需要的辅助工序包括去毛刺、热处理和表面处理。
3 托架冲压加工工艺计算
托架冲压加工工艺计算主要包括坯料尺寸计算、排样和冲压力计算。坯料尺寸计算具体过程如下:
坯料尺寸L=2×26+2×6+19+4×π/2×4=108.12mm。
根据零件的外形,确定托架的排样为单排。取长度方向搭边值为2.8mm,宽度方向搭边值为2.4mm,则侧条料宽度和步距的具体计算过程如下:
侧条料宽度B=108.12+2×2.8=113.72mm;
步距s=35+2.4=37.4mm。
根据上述计算结果,确定板料尺寸为2mm×950mm×2000mm。
托架采用单排方式排样时,可选用纵向单排或横向单排,两种单排方法各自的材料利用率计算如下:
纵排:
每板条料数n1=2000/113.72=17 条,余66.76mm;
每条制件数n2=950/37.4=25 件;
余料制件数n3=66.76×25/113.72=14 件;
总制件数n= n1×n2+ n3=439 件;
材料利用率η=439×(35×108.12-2π×2.52-2π×3.52)/(950×2000)=85.34%。
横排:
每板条料数n1=950/113.72=8 条,余40.24mm;
每条制件数n2=2000/37.4=53 件;
余料制件数n3=41.2×53/113.72=18 件;
总制件数n= n1×n2+ n3=442 件;
材料利用率η=442×(35×108.12-2π×2.52-2π×3.52)/(950×2000)=84.75%。
由上述计算可知,纵排时材料利用率相对较高,但横排时板料的弯曲性能更好,由于托架材料为08 钢,可塑性强,因此为进一步降低成本,选择纵排。
根据托架冲压加工所需工序可知,托架的冲压力主要包括冲裁力、卸料力、推件力、弯曲力,各力的具体计算过程如下:
冲2-φ5 孔和落料复合:
冲 裁 力 F=1.3Ltτ=1.3 ×(2 ×35+2 ×102+4π) ×2 ×260=193715N
卸料力F卸=K卸×F=0.05×193715=9686N
推件力F推= nk推×F=3×0.055×193715=31963N
钣金冲压力 F总= (F+ F卸+ F推)=(193715+9686+31963)=235364N
根据上述计算结果选用300kN 的压力机。
弯曲和校正:
自由弯曲力 F自=0.7Kbt2/ (r+t) ×σb=0.7×1.3×35×22/(3+2) ×338=8612
校正弯曲力F校=Ap=(87×35)×80=243600N
弯曲和校正冲压力 F总= ( F自+ F校)=(8612+243600)=252212N
根据上述计算结果选用300kN 的压力机。
冲2-φ7 孔:
冲裁力F=1.3Ltτ=1.3×2×7π×2×260=29717N
推件力F推= Nk推×F=3×0.05×50943=4458N
钣金冲压力F总=F+ F推=29717+4458=34175N
根据上述计算结果选用100kN 的压力机。
4 结论
托架的完整工艺方案如下:
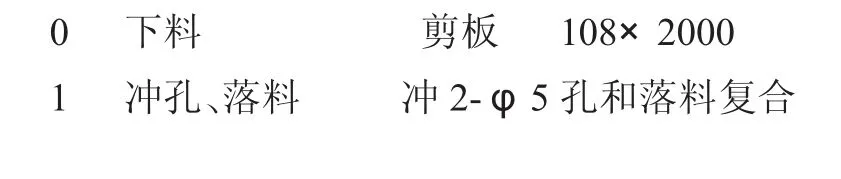
通过制定托架的冲压工艺方案,可知飞机钣金零件冲压加工工艺的流程包括分析零件图、确定冲压工序的种类和顺序、模具类型的选择及最终工艺方案的确定。这是飞机钣金零件冲压加工工艺制定的基本方法。在实际应用中,上述方法应根据工作需要灵活运用,使飞机钣金零件满足加工要求。
