酸性废水绝热蒸发浓缩减排技术的研究及应用
2020-09-28程华花迟栈洋张曦文
程华花,谢 成,宋 莹,迟栈洋,张曦文
(金川集团有限公司镍冶炼厂,甘肃金昌 737100)
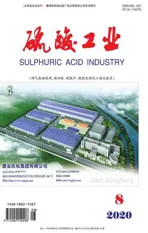
某公司冶炼烟气制酸系统配套治理镍富氧顶吹炉烟气,设计处理烟气量为2.81×105m3/h,φ(SO2)为9.01%,硫酸产量640 kt/a。该制酸系统采用湿法净化洗涤工艺,酸性废水主要含有镍、铜、砷、铅等有害物质,排放量为25 m3/h,酸度(w)(以H2SO4计)约5%。酸性废水直接排放至公司内的污水处理站,治理成本高。废水治理,各方法存在的优缺点见表1。
目前,酸性废水治理较为成熟的是中和沉淀法和硫化沉淀法。结合公司酸性废水杂质含量高、排放量大及硫酸质量浓度约为5%的特点,选择硫化沉淀法进行废水处理。为了缩小酸性废水处理设备设施的规模、节省投资,对制酸系统酸性废水浓缩减排技术进行了研发。
1 酸性废水治理方法比较及选择
目前,国内外主要采用中和沉淀法、硫化沉淀法、混凝共沉淀法、生物法和物理吸附法进行酸性
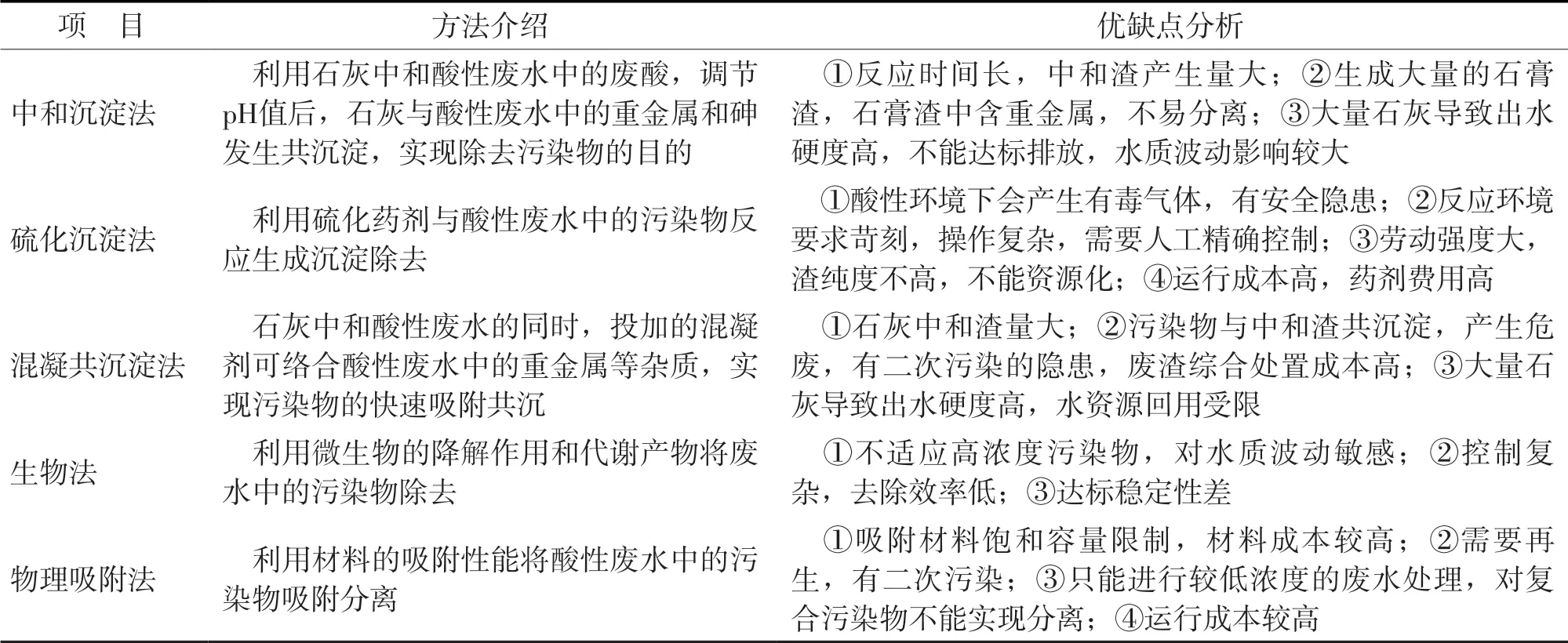
表1 冶炼烟气制酸系统酸性废水治理技术比较
2 酸性废水浓缩减排技术的研究
2.1 二吸塔出口烟气的主要成分
冶炼烟气制酸系统二吸塔出口烟气成分见表2。

表2 二吸塔出口烟气成分
2.2 工艺原理
在冶炼烟气制酸的生产过程中,蕴藏着非常丰富的热能资源,其中二吸塔出口体积流量为2.1×105m3/h、约65 ℃不含水的绝干低温位烟气直接随尾气排空。该酸性废水浓缩减排技术即是使用二吸塔出口的绝干低温位烟气绝热蒸发酸性废水中过多的水分,在热烟气带走水分的同时,也降低了烟气的温度;携带了水分并经过降温的烟气进入尾吸塔,没有给尾吸塔增加额外的负担,达到了以废治废的效果。
2.3 工艺流程
利用低温位余热烟气绝热蒸发酸性废水的工艺流程见图1。
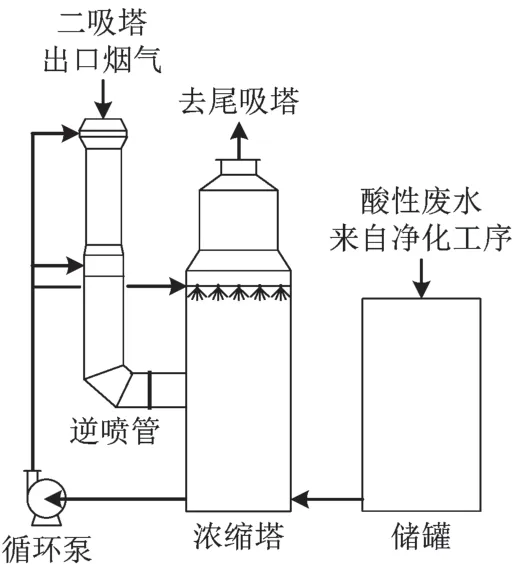
图1 酸性废水浓缩试验工艺流程
制酸系统二吸塔出口约65 ℃的尾气分出一支进入酸性废水浓缩装置逆喷管,尾气先与自下而上的酸性废水逆流接触被洗涤降温,后与浓缩塔内自上而下的酸性废水再次逆流接触,被进一步洗涤降温后进入尾吸塔。喷淋用循环稀酸来源于制酸系统净化工序悬浮过滤器的上清液,上清液一次性打入酸性废水储罐,通过平衡管定期给酸性废水浓缩塔补充液位。
二吸塔至尾吸塔的烟道直径为DN 2 600 mm,浓缩塔出口烟道直径为DN 350 mm,进入浓缩装置的烟气量约4 271 m3/h、温度约65 ℃,净化循环稀酸温度约50 ℃。
2.4 工业化试验
2.4.1 试验过程
第一阶段,打开浓缩塔逆喷管喷头和塔体喷淋喷头对酸性废水进行绝热蒸发浓缩;第二阶段,关闭逆喷管喷头,仅打开塔体喷淋喷头对酸性废水进行绝热蒸发浓缩。
将制酸系统净化工序过滤得到的酸性废水输送至酸性废水储罐,再通过酸性废水储罐自压进入酸性废水浓缩塔。试验开始时,酸性废水浓缩塔液位为1.82 m。试验中,由于酸性废水中水分被烟气绝热蒸发带走,浓缩塔液位逐渐下降。当液位下降至1 m 左右时,原液不排,打开酸性废水储槽与浓缩塔间平衡管上的阀门。浓缩塔液位上升至2 m 时,继续进行循环浓缩。如此反复。
试验期间,制酸系统净化工序往酸性废水储罐共注液4 次,酸性废水储罐向浓缩塔注液37 次,约96 m3。浓缩塔内循环液的温度在注液时上涨,停止注液后逐步下降。
2.4.2 结果与讨论
2.4.2.1 温度
第一阶段,逆喷管阀门打开时,净化稀酸温度50.8 ℃,绝热蒸发后液温度29.4 ℃,温度降低21.4 ℃;第二阶段,逆喷管阀门关闭时,净化稀酸温度52.0 ℃,绝热蒸发后液温度32.7 ℃,温度降低19.3 ℃。由此说明:①净化酸性废水与硫酸尾气逆流接触的绝热蒸发过程中,浓缩塔循环稀酸温度下降幅度较大,起到了绝干烟气绝热蒸发酸性废水降低循环稀酸温度的目的;②逆喷管开启前后,浓缩塔降温效果差别不大。
2.4.2.2 浓缩塔液位
考虑设备设施运行的经济性,后续试验关闭了逆喷管喷淋装置。为跟踪绝热蒸发水量,对浓缩塔液位进行统计分析,浓缩塔液位下降速度为0.015 m/h,蒸发减少水量为0.047 m3/h。采用绝干烟气绝热蒸发可带走循环稀酸中的水分,起到浓缩酸性废水的目的。
2.4.2.3 浓缩酸性废水的酸度、氟和氯含量
在酸性废水浓缩的过程中,酸性废水的酸度、氟和氯含量变化趋势见图2。
由图2 可见:①酸度逐渐升高,在制酸系统现有烟气条件下酸度最高可浓缩至27%,但耗费时间较长;②随着酸性废水浓缩试验的进行,酸性废水中氟离子浓度先缓慢上升,后逐渐下降并稳定在0.5~2 g/L,后期并未随硫酸浓度的升高而上升,ρ(F-)基本维持在0.6~1.6 g/L;③酸性废水中氯离子浓度呈震荡逐渐上升的趋势,最终稳定在18~28 g/L 范围内波动。由此可以推断:酸性废水浓缩至w(H2SO4)约8%后,大量氟离子被尾气带走;浓缩至w(H2SO4)约20%后,氯离子含量并未随着硫酸浓度的增加同步上升,随着酸性废水浓缩的进行大量氯离子被尾气带走。
图2 浓缩酸性废水的酸度、氟和氯含量变化趋势
2.4.2.4 浓缩塔进出口SO2含量、尾吸塔耗碱量
检测浓缩塔前和塔后尾气中SO2含量,数据见表3。
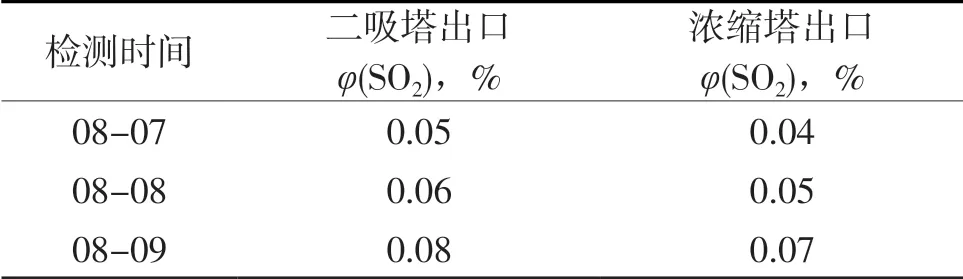
表3 浓缩塔前和塔后尾气中SO2含量
由表3 可见:二吸塔出口尾气经过浓缩塔净化稀酸洗涤后,进入尾吸塔的气体中SO2含量不会增加。
尾吸塔的耗碱量原为5.7 t/d,二吸塔出口的尾气经过浓缩塔对酸性废水进行绝热蒸发浓缩后,尾吸耗碱量相应减少至4.9 t/d,这说明尾气经过浓缩塔有利于降低尾吸耗碱量。
3 酸性废水绝热蒸发浓缩减排技术的应用
3.1 工艺设备
根据试验情况,研发复合式浓缩塔,整体采用玻璃钢材质,内部由上至下依次包括捕沫器、喷淋装置、上层栅板、喷淋装置、下层栅板、多孔截流布气罩等结构。酸性废水绝热蒸发浓缩工艺流程见图3。
来自制酸系统二吸塔出口的干燥烟气,与来自洗涤塔的酸性废水在浓缩塔内气液接触。其中,酸性废水被循环泵加压后送至浓缩塔顶,在塔体填料层上部多层喷淋而下;来自二吸塔低温位的干燥烟气自塔体填料层下部送入。在绝热环境下,低温位干燥烟气和多层喷淋而下的酸性废水逆向接触,同时利用填料层增加接触面积、加强传质效果。逆流接触后的干燥烟气被绝热增湿,将酸性废水中的水分以气态形式带走,从而实现了酸性废水的浓缩减量。增湿后的烟气进入尾吸塔处理,浓缩后的酸性废水在达到一定浓度后被循环泵送至酸性废水硫化工序。
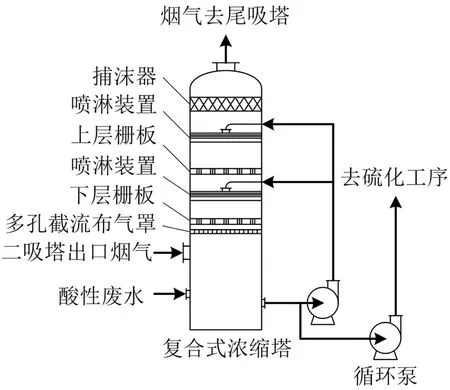
图3 酸性废水绝热蒸发浓缩工艺流程
3.2 应用效果
低温位烟气绝热蒸发酸性废水技术应用于制酸系统后,对绝热蒸发装置内酸性废水浓缩的效果进行了检测。浓缩前酸性废水总量约为480 m3/d,浓缩后酸性废水总量为348 m3/d,绝热蒸发量约5.5 m3/h,酸性废水排放量减少了27.5%,同时酸性废水的浓度及各类杂质含量也得到了进一步浓缩,可缩小后续酸性废水处理装置的建设规模,减少硫化除镍、铜、砷、铅等重金属、压滤除硫化渣及三效蒸发浓缩和氟氯吹脱等工序的投资费用和运行费用,提高三效蒸发和氟氯吹脱工序的运行效率。经绝热蒸发装置浓缩后的酸性废水主要成分见表4。
由表4 可见:酸性废水经二吸塔出口尾气绝热蒸发后,酸水中的镍、铜、砷、铅等金属元素均得到富集,硫酸酸度升高,酸水含氟量略有下降、含氯量略有升高。

表4 浓缩前和浓缩后酸性废水的主要成分
4 结语
通过长期试验和技术创新,该公司在利用冶炼系统低温位干燥烟气特性的基础上,摸索出一套利用绝热蒸发浓缩酸性废水的工艺技术,实现了工业化应用,并推广至该公司内部其他制酸系统,实现了酸性废水的浓缩减排,缩小了后续酸性废水处理装置的规模,节省了建设投资和运行费用,对同行业具有借鉴意义,值得推广。