浅析药芯焊丝与焊接生产效率的关系
2020-09-12张艳萍冯兴玺
张艳萍 冯兴玺

摘 要: 焊接技术是现代造船工业中最关键的技术之一,为降低船舶建造成本,缩短建造周期,就需要进一步提高船舶焊接生产效率,各种高效的焊接技术不断的被研发改进。本文通过Φ1.2mm与Φ1.4mm药芯焊丝的综合性熔敷速度对比实验,验证药芯直径对焊接生产效率的影响。实验表明Φ1.4mm药芯焊丝比采用Φ1.2mm药芯焊丝熔敷速度更快,焊接生产效率得到提升。
关键词: 药芯焊丝;熔敷速度;船舶焊接
我国造船业发展迅猛,并且向着大型化、高参数化方向发展,焊接贯穿在整个船舶建造周期,是建造船舶最重要的步骤。在船舶建造周期中,焊接工时约占船舶建造总工时的30%~40%,焊接成本约占船舶建造总成本的30%~50%。先进高效的船舶焊接技术可提高船舶建造效率,降低建造成本。合适的焊接材料在提高焊接生产效率方面占据至关重要的位置,选取合适的焊材可大大提高焊接生产效率,在船舶建造中发挥极其重要的作用。
1 焊接實验
1.1 实验用焊接方法
二氧化碳气体保护焊是二氧化碳气体作为保护气体,依靠与焊丝之间产生的电弧来熔化金属的一种电弧焊接法。二氧化碳气体的密度比空气大,电弧加热分解后体积增大,在保护电弧和焊接熔池避免空气倾入方面效果很好;焊丝自动送进,焊接时焊接电流密度大,焊丝的熔化效率高,生产率比手弧焊高2~3倍;其焊接方法可焊接薄板、厚板以及全位置焊接等。二氧化碳保护焊是应用最广泛的一种熔化极气体保护焊,其焊接成本低,生产效率高且应用范围广。基于其上述特点,本次对比试验采用二氧化碳保护焊的焊接方式。
1.2 焊接实验前准备
为使测试数据具有更好的对比性,实验时同一焊接工人使用同一台焊接设备选用同一药芯焊丝厂家的焊丝。
焊丝型号:RD-YJ502(Q)Φ1.2mm和Φ1.4mm
保护气体:二氧化碳,气体纯度≥99.9%
焊接设备:NBC-500(奥太逆变弧焊电源)
1.3 实验内容
本次实验选取以下四种焊接方式作对比:①平对接焊;②横对接焊;③立向上对接焊;④平角焊。
1.3.1 实验材料
钢板板厚12mm,坡口宽度为15~16mm,间隙取6mm,焊接衬垫。
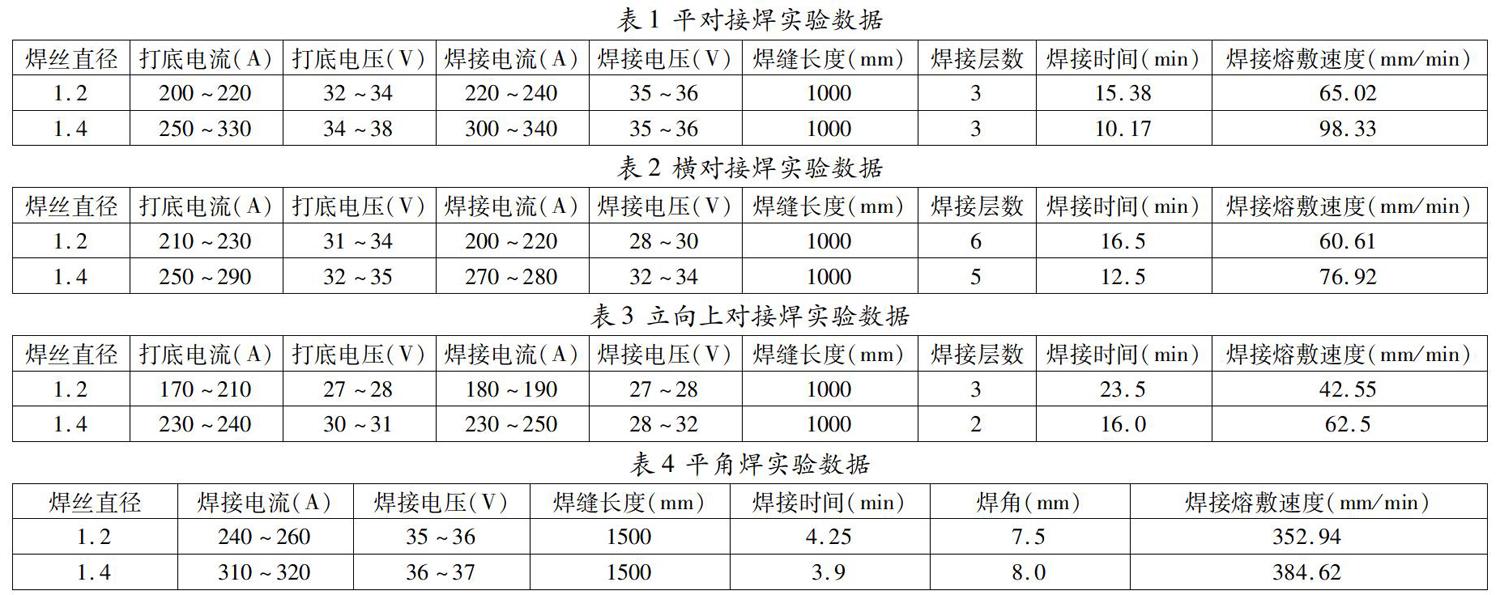
1.3.2 实验数据
四种焊接方式的焊接数据见下表1—4。
1.3.3 实验数据对比
同一焊接工人在使用相同焊接设备的前提下,仅选用不同的焊接材料,通过以上4组对比实验可得出焊接材料对焊接生产效率的影响。四种焊接方式的焊接熔敷速度对比见表5。
1.4 实验数据分析
通过以上数据可得出二者的焊缝数据基本一致,但Φ14mm药芯焊丝可允许通过更大的施焊电流,从而可以获得更高的焊接熔敷速度。
2 结语
综上可以得出,Φ1.2mm与Φ1.4mm药芯焊丝的焊缝数据基本一致,焊接质量均可以得到满足。但是采用Φ1.4mm药芯焊丝比采用Φ1.2mm药芯焊丝的熔敷速度更快,焊接生产效率更高,尤其是体现在平对接焊和立向上对接焊这两种焊接方式上。Φ1.4mm药芯焊丝应在12mm厚度左右的钢板焊接中进行推广应用。
