DT4材料螺纹激光熔覆修复方法研究
2020-09-10王亚军周骋张传勇江怡南
王亚军 周骋 张传勇 江怡南
摘要:燃油电磁阀用于燃油系统中油路的控制,在产品修理过程中经常遇到螺纹倒牙、断扣、滑扣的情况,影响螺纹的连接强度。针对燃油电磁阀的线圈组件用材料DT4,使用激光熔覆的方法进行修复,修复前进行焊接强度论证,修复后进行无损检测及性能检查。结果表明:对于DT4材料,可采用激光熔覆的方法进行焊接修复,修复后的产品强度满足要求;直接在原螺纹上进行焊接修复影响焊接质量,修复时需去除原螺纹,以免出现裂纹、结合面缝隙等情况;降低激光功率可减小或消除焊接气孔。
關键词:燃油电磁阀;螺纹;DT4;激光熔覆
中图分类号:TG456.7 文献标志码:A 文章编号:1001-2303(2020)12-0074-05
DOI:10.7512/j.issn.1001-2303.2020.12.15
0 前言
电磁阀是一种在电磁力作用下动作的执行机构,电磁阀工作时,给线圈加上额定电压使线圈带电励磁,铁心带动阀芯克服弹簧力动作,打开或关闭阀门,控制介质流动。线圈断电时,磁场力消失,阀芯在弹簧力作用下回到初始状态[1]。DT4是一种碳含量很低的铁基软磁合金,由于其具有饱和磁感应强度高、矫顽力低、磁导率高、冷热加工性能好、价格便宜等优点[2],在电磁领域和航空工业中得到了广泛应用[3]。
某型飞机燃油电磁阀的线圈组件采用DT4材料,在电磁阀修理过程中出现线圈组件螺纹倒牙、断扣、滑扣等损伤情况,导致螺纹的连接强度下降。
螺纹损伤是一种常见的故障模式,一般情况下额外摩擦力和装配过程中产生的热量是导致螺纹副损伤、咬死的主要原因,相似材料的使用、螺纹副表面粗糙度及多余物都能增加螺纹副损伤及咬死的风险。目前对螺纹损伤的应力分析、检测评判研究较多,对螺纹损伤的焊接修复方法研究较少。李文顶等人[4]对不锈钢螺纹联接副损伤及咬死现象进行了分析,并提出了润滑、涂覆、热控制等改进措施。李广明[5]对动车组转向架构架螺纹孔损伤机理进行了研究,得出环境因素、结构因素、过程管控为损伤的主要原因,提出了控制洁净度、检查螺纹孔状态、喷涂缓释剂、避免强行拆卸等对策。余作长等人[6]对轻微损伤小升角内螺纹的螺纹副应力进行了分析并对轻微损伤提出了打磨、抛光等处理方法。沈烨超等人[7]利用电火花沉积的方法对损伤的半轴套管螺纹进行了修复,并使用渗透、磁粉等方法对修复区进行无损检测。
激光熔覆是采用激光作为热源,将粉末或丝材等材料熔覆在基体材料之上,并形成冶金结合的熔覆工艺,堆积材料可通过送粉或送丝的形式预置于基体上。激光熔覆具有热影响区小、熔覆速率快、覆层稀释率低、与基体结合强度高、覆层裂纹倾向低、熔覆厚度大、成型精度高、耐磨损等特点,广泛应用于再制造领域。孟氢钡等人[8]利用激光熔覆方法对轴类部件损伤部位进行修复,恢复了轴类部件的力学性能。邓苹等人[9]研究了微变形激光熔覆焊接工艺并完成了安装座板的焊接修复。闫晓玲等人[10]对激光熔覆再制造涂层应力的无损评价方法进行了研究,提高了检测的可靠性。黄勇[11]等人对激光熔覆的再制造可视化损伤修复区域进行了研究,提出了一种损伤边界识别及关键尺寸提取方法,并进行了相关试验验证。
文中采用激光熔覆的焊接方式对损伤的螺纹进行修复,之后重新加工螺纹,保证了产品的使用性能。
1 概述
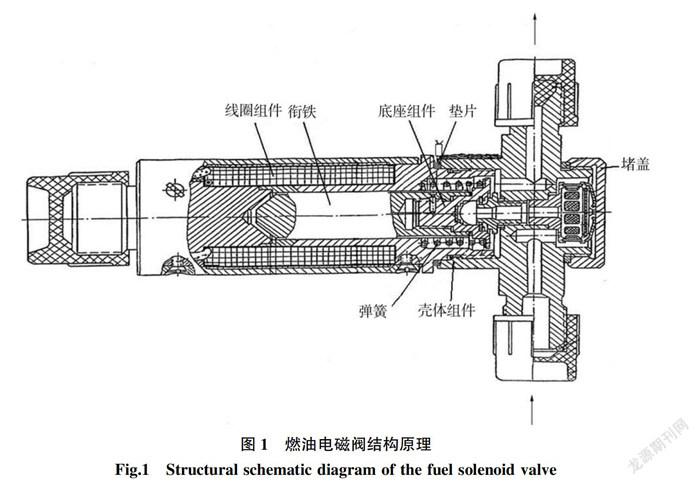
某型飞机燃油电磁阀用于燃油系统中控制燃油的接通与断开。燃油电磁阀的结构原理如图1所示,主要由线圈组件、衔铁、底座组件、壳体组件、弹簧、堵盖、垫片等零部件组成。燃油通过进口进入产品中,在线圈组件断电的情况下,底座组件受到弹簧的弹力作用,阻断燃油流向出口;在线圈组件通电的情况下,底座组件在衔铁的作用下克服弹簧的弹力,使得燃油顺利流向出口。
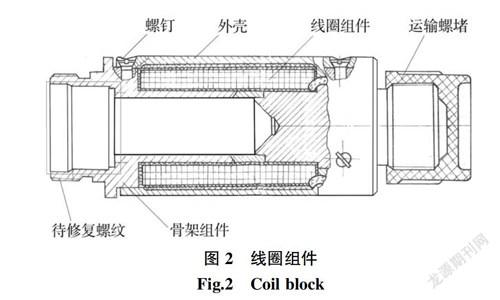
线圈组件和壳体组件使用螺纹连接并通过垫片密封,在燃油电磁阀修理过程中,需要将线圈组件从壳体组件上分解下来,但是由于连接螺纹严重咬合导致分解后线圈组件上的螺纹出现损伤,如图2所示。
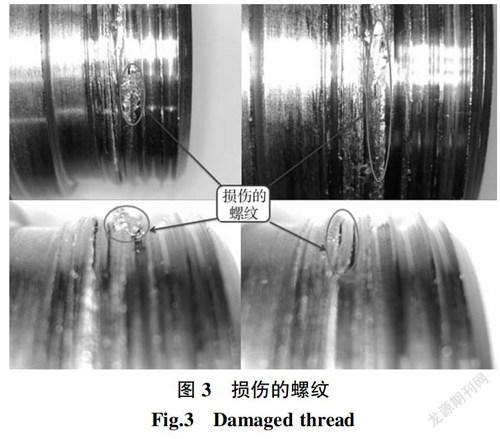
在电磁阀修理过程中易出现线圈组件螺纹倒牙、断扣、滑扣等损伤情况,导致螺纹的连接强度下降,无法保证燃油电磁阀的正常工作性能,损伤的螺纹如图3所示。
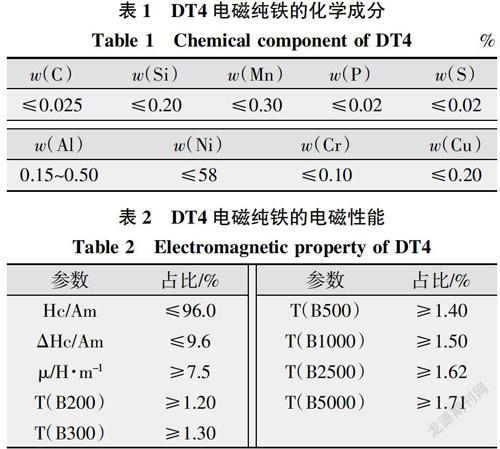
线圈组件的待修复螺纹为DT4材料,其化学成分如表1所示,电磁性能如表2所示。
DT4材料含碳量极低,无淬硬倾向,焊接性能良好,适用于各种方法的焊接。因激光熔覆具有热影响区小、结合强度高、焊接精度高等特点,故采用激光熔覆的焊接方式对损伤的螺纹进行修复。
2 修复方案
2.1 焊接强度论证
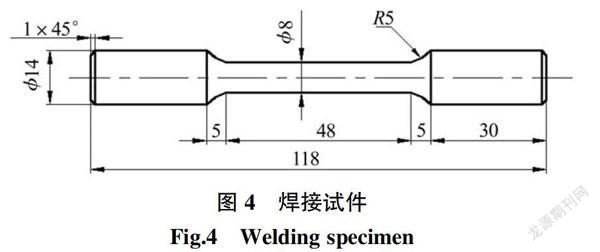
对DT4材料进行激光熔覆粉末匹配并进行激光熔覆试验,以验证激光熔覆后试样的力学性能是否满足该产品的使用性能。由于目前激光熔覆领域无DT4粉末,因此按等强度原则选取了强度相近的BLT-G01粉末进行激光熔覆。设计专用的焊接试件,结构尺寸如图4所示。用电子试验机对试件进行拉伸试验,结果发现试件抗拉强度为289 MPa,而DT4材料的抗拉强度在76~274 MPa,满足产品强度要求。
2.2 设计焊接工装
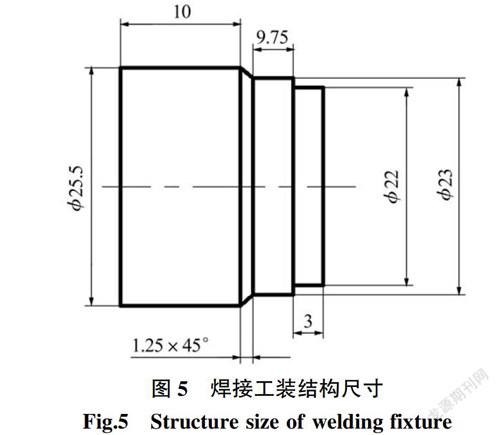
根据线圈组件螺纹部分的内部结构尺寸设计专用的焊接工装,结构尺寸如图5所示,工装与线圈组件内孔的配合间隙按0.1 mm进行设计,材料为铜,焊接时将焊接工装置于图2的虚线框中,用于激光熔覆时热量传递,并阻止线圈组件孔径发生变形。
2.3 焊接工艺参数
激光熔覆粉末选用BLT-G01,激光功率800~1 200 W,扫描速度0.01 m/s,载粉气380~400 L/h,搭接率40%~50%,光斑直径2 mm;单道熔覆层高度不大于0.5 mm。
2.4 焊接方案
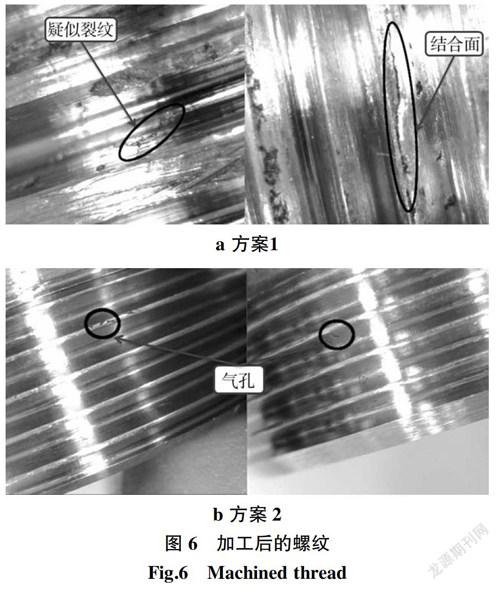
根据螺纹损伤形态制定两种焊接方案:一种是将毛刺去除后直接在损伤的螺纹上进行激光熔覆,焊后车制螺纹;另一种是将现有的螺纹全部车修去除,然后在光杆上进行激光熔覆,焊后车制螺纹,两种方案加工后的螺纹如图6所示。
由图6可知,方案1加工的螺纹焊接质量较差,表面存在疑似裂纹且焊接部分与原螺纹的结合面存在狭长的缝隙,方案2加工的螺纹表面质量明显好于方案1,仅存在部分气孔,因此选择方案2。
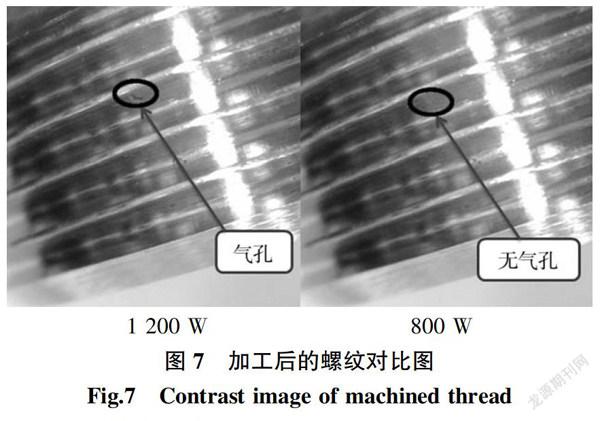
为消除焊接气孔,对激光功率、光斑直径、熔覆速度等焊接工艺参数进行研究。实验表明,激光功率越大,熔化的熔覆金属量越多,产生气孔的概率越大,适当地降低激光功率,可减小或消除焊接气孔。将激光功率由1 200 W降低至800 W,修復后的螺纹对比如图7所示,可以看出,降低激光功率后,气孔消除。
2.5 无损检测
由于激光熔覆粉末选用的BLT-G01粉末(奥氏体不锈钢),不含有磁性,无法使用磁粉探伤进行判定,X射线检测原理为投影检测,因螺纹交替相互干扰无法进行X射线检查内部情况,因此选用与磁粉探伤灵敏度和探伤区域相近的着色进行检测,无损检测结果为“无裂纹”。
2.6 性能检查
(1)电阻检查:对线圈组件电阻进行测量,应符合要求。
(2)强度试验:给产品进口加压,保持10 min,不允许外部渗漏。
(3)抗电强度试验:用500 V、50 Hz交流电压检查导电零件和壳体之间的电绝缘强度,1 min内不允许击穿。
(4)绝缘强度检测:用500 V兆欧表测量线圈绝缘电阻,应符合要求。
(5)工作电流检测:对电磁阀进行通电检查,经过线圈组件的电流应符合要求。
(6)起动电压检测:给电磁阀进口输入压力,由零缓慢提高线圈组件的输入电压,检查电磁阀第一次接通时的起动电压,应符合要求。
(7)工作性能检查:给电磁阀进口输入压力,在不同的压力下设置不同的电压,产品应正常工作。
(8)释放电压检测:给电磁阀进口输入压力,给线圈组件输入电压,缓慢降低输入电压,线圈组件释放、电磁阀关闭时的电压应符合要求。
(9)密封性试验:堵塞电磁阀出口,给电磁阀进口输入压力,给线圈组件输入电压,保持5 min,不允许外部渗漏。
(10)内漏检测:线圈组件断电,给电磁阀进口输入压力,保持5 min,出口泄漏应符合要求。
(11)流量检测:给电磁阀进口和出口之间设置输入压力,线圈组件输入电压,测量出口流量应符合要求。
3 结论
线圈组件经过焊接强度论证、车修去除螺纹、激光熔覆修复,车修加工螺纹、无损检测、性能检查等步骤完成了螺纹的再制造修复,满足了电磁阀的使用要求。
(1)可采用激光熔覆的方法对DT4材料进行焊接修复,修复后的产品强度满足要求。
(2)直接在原螺纹上进行焊接修复影响焊接质量,使用激光熔覆的方法对螺纹进行焊接修复时需要将原螺纹去除,以免出现裂纹、结合面缝隙等情况。
(3)适当地降低激光功率,可减小或消除焊接气孔。
参考文献:
[1] 蒋道福. 电磁阀的失效模式及维修策略[J]. 核科学与工程,2012,32(1):4-8.
[2] 李宏胜. 机床数控技术及应用[D]. 北京:高等教育出版社,2001.
[3] 肖虎,李亮,赵威. 液态二氧化碳冷却切削系统的研制与DT4切削中的应用[J]. 工具技术,2016,51(6):20-25.
[4] 李文顶,孔鸣杰,江文达. 不锈钢螺纹联接副损伤及咬死现象分析与解决措施[J]. 机电工程技术,2013,42(1):97-99.
[5] 李广明. 关于动车组转向架构架螺纹孔损伤机理及对策[J]. 工艺与装备,2019,266(1):131-134.
[6] 余作长,郭轶波,叶茂,等. 轻微损伤小升角内螺纹的螺纹副应力分析[A]. 中国核科学技术进展报告(第四卷)中国核学会2015年学术年会论文集第2册(核能动力分卷上)[C]. 2015(9):293-302.
[7] 沈晔超,刘天琪. 面向半轴套管螺纹损伤的电火花沉积再制造技术研究[J]. 汽车制造技术,2016(4):133-136.
[8] 孟氢钡,覃恩伟,黄弋力,等. 轴类部件表面镍基合金激光熔覆修复层力学性能研究[J]. 电焊机,2019,49(11):17-19.
[9] 邓苹,曾美扬. 微变形激光熔敷焊接工艺和焊接残余应力研究[J]. 电焊机,2014,44(1):63-67.
[10] 闫晓玲,曹勇,董世运. 激光熔覆再制造涂层应力超声无损评价[J]. 材料工程,2018,46(10):96-103.
[11] 黄勇,孙文磊,周超军,等. 基于激光熔覆的再制造零件可视化损伤修复区域规划[J]. 焊接学报,2017,38(11):51-56.
收稿日期:2020-07-10;修回日期:2020-08-31
基金项目:装备预研领域基金项目(61409230509)
作者简介:王亚军(1988— ),男,硕士,工程师,主要从事航空产品再制造技术研究。E-mail:wangyajun366@163.com。
