普通机床数控化改造
2020-09-10丘宏岳
丘宏岳

摘要:伴随当代社会生产力不断发展,传统的继电器控制系统早已满足不了现在高速发展的社会现代化生产要求,进行数控化的更改后,能够大大地提升进给精度与重复定位,提升劳动效率,提高经济效益。
关键词:数控化;PLC;卧式车床
1 机械部分的改造
为了更好地表现数控系统的性能有优势,确保更改后的机床在数控系统操作环境中无爬行的微机进给,定位精度的精确,长寿命的使用以及机械部都作了如下改动。
普通车床上使用的是手动卡盘。现进行改造,为了达到方便和自动化目的,把卡盘改造成气动卡盘(如图1)。利用气阀控制卡盘的松紧,气动回路有单向阀,达到卡盘能自锁。
传统机床和数控机床的主运动方式都要求有相对宽阔的变速范围(1~16)来确保加工过程中切速的合理选择,进而使表面质量和生产效率得到提升,因此,对主轴变速箱进行改造。
无论是连续控制还是点位控制,拖板运动的灵敏度、精度以及稳定性都将直接影响到被加工零部件的最终坐标精度。所以,要求拖板和配件的精度要高之外,还要满足灵敏度及传动精度的要求。
采取减速齿轮箱来提升传动精度和传动扭矩(分辨率0.01mm)。传动比计算公式为:
式1中:α为伺服电机步距角(度);p为丝杠螺距,mm;δ为脉冲当量。
选取滚珠丝杠替代原滑动丝杠,减少功率输出,提升传动的灵敏性以及减少步进电机力矩损失。
自动刀架不仅可以用于数控机床微机控制元件,还可以替代普通车床手动刀架,选用自动刀架来完成一台机床一次装夹的多工序加工,由于其具有较高的重复定位精度,加上刀架体积小,所以适合用于强力车削且安全性高。
将原有拖板箱的位置拆除来安装新拖板箱,并将新的拖板箱固定于滚珠丝杠螺母上。同时将走刀箱和挂轮箱的位置拆除,用于安装拖板轴向伺服元件功率步进电机、减速箱以及控制螺纹加工的主轴脉冲编码器。将机床原有的变向杠、操纵杆和立轴等杠杆零件拆除,使得数控系统能够控制机床的启动和停机,保持机床外型美观、合理。
2 电动机的选择
2.1 主轴交流伺服电机
选取型号为1HP6167-4CB4的SIMODRIVE系列交流主轴电机,连续负载PH/kW=14.5,间歇负载(60%)/kW=17.5kW,短时负载(20min)/kW=19.25kW,额定负载n=5000r·min-1,最大转速nmax=8000r·min-1,额定转矩277N·m,惯性矩0.206/kg·m2。
2.2 纵向步进电机的选择
机床执行一个进给脉冲所产生的进给量称为脉冲当量,用来衡量加工精度的重要技术参数。所以根据机床精度的要求来确定脉冲当量,YUCY6150B的定位精度为±0.015mm,因此选用的脉冲当量为0.01~0.005mm/脉冲。(见表1、图2)
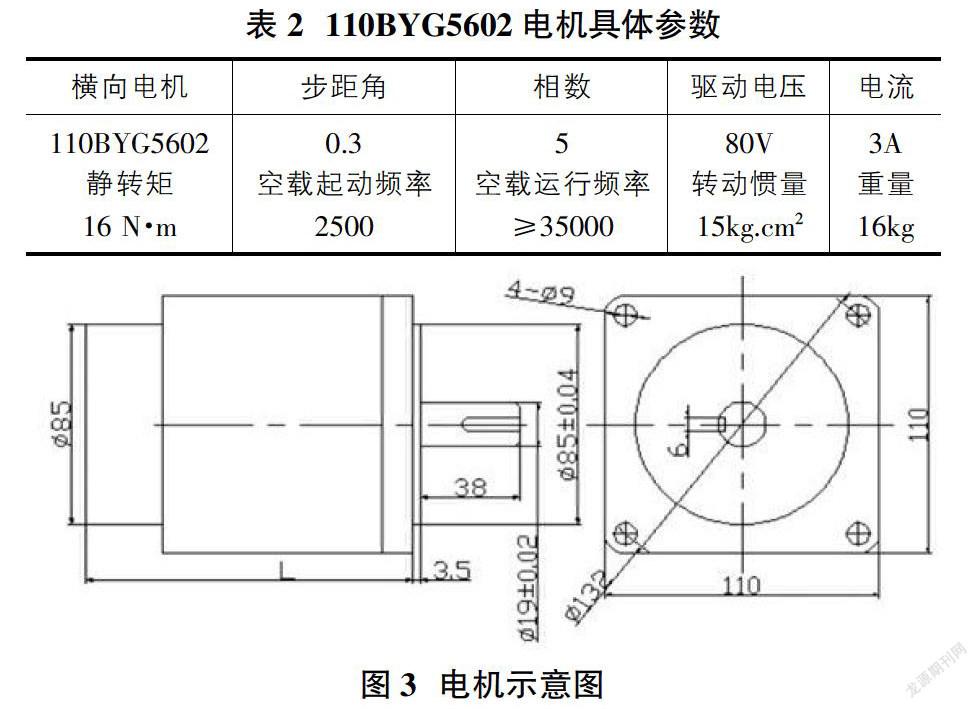
2.3 横向步进电机的选择
初取型号为:110BYG5602的横向步进电機(见表2、图3)
2.4 交流接触器的选择
在这次控制系统硬件的设计中,采用了TeSys系列的交流接触器,按照所对应的电机和其工作参数如电压U、电流I、功率P、频率F及工作制等设定接触器的额定参数。额定电流要是1~1.4倍控制电流(或经验公式2PN 选取,PN为电动机功率),选取型号为:LC1-D09F7C的交流接触器,线圈电压110V。
2.5 中间继电器选择
它是用于自动控制系统和继电保护,增加接触点的容量和数目, 用来传输控制电路的中间信号。选取型号为JZ7-44的中间继电器。
2.6 保护电器选择
当电流超过规定值时,可以将熔断器自身保险丝熔断并断开。它是根据电流值超过规定电流,过段时间后,用它自己发生热量熔化熔体,使电路断开的电气设备,一个电流保护器就是由这一原理制成的。选取型号为:RL1-15/6的熔断器,其电流为电机额定电流的1.5~2.5倍。
考虑受保护对象的使用环境、工作条件、过载能力、负载特性等因素。例如,热继电器的设定值可以等于电动机的额定电流的0.95~1.05倍,或热继电器设定电流的值等于电动机的额定电流,然后调整。选取型号为:LRD-01C的热继电器,设定电流为:0.14A。
3 PLC工作原理和选择
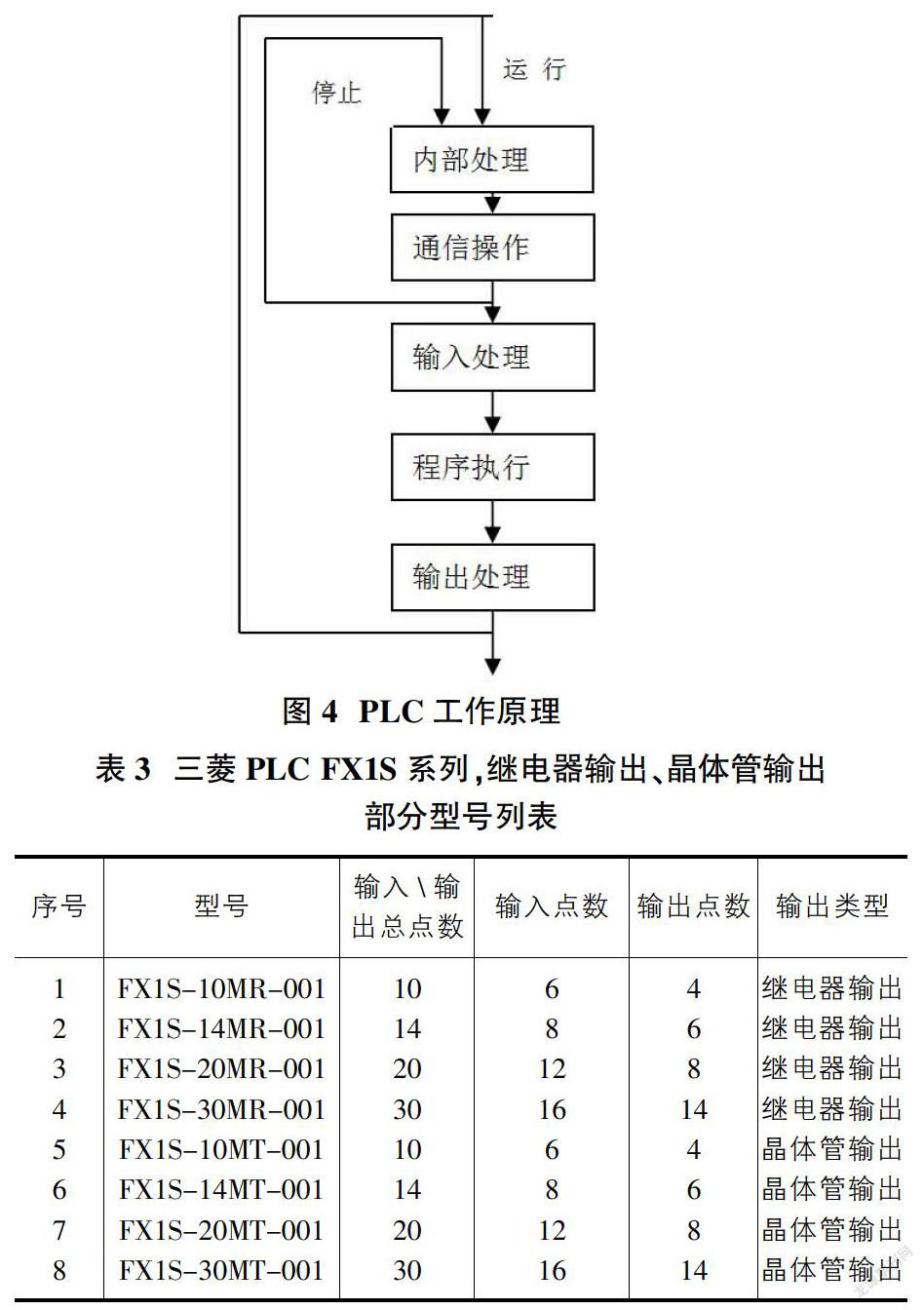
PLC可编程控制器采用圆形扫描模式,在可编程控制器中,用户程序以存储、中央处理器的指令从第一指令开始执行,直到遇到结束,然后返回到第一指令,如此周而复始的不断循环。PLC的扫描过程如图4。可编程控制器分为输入采样、用户程序执行和输出刷新这样的三个阶段。以上所述的三个阶段叫做一个扫描周期。
可编程控制器的选择主要来自于可编程控制器的型号、容量、输入/输出模块、电源模块、特殊功能模块、通信网络能力等方面的考虑。(见表3)
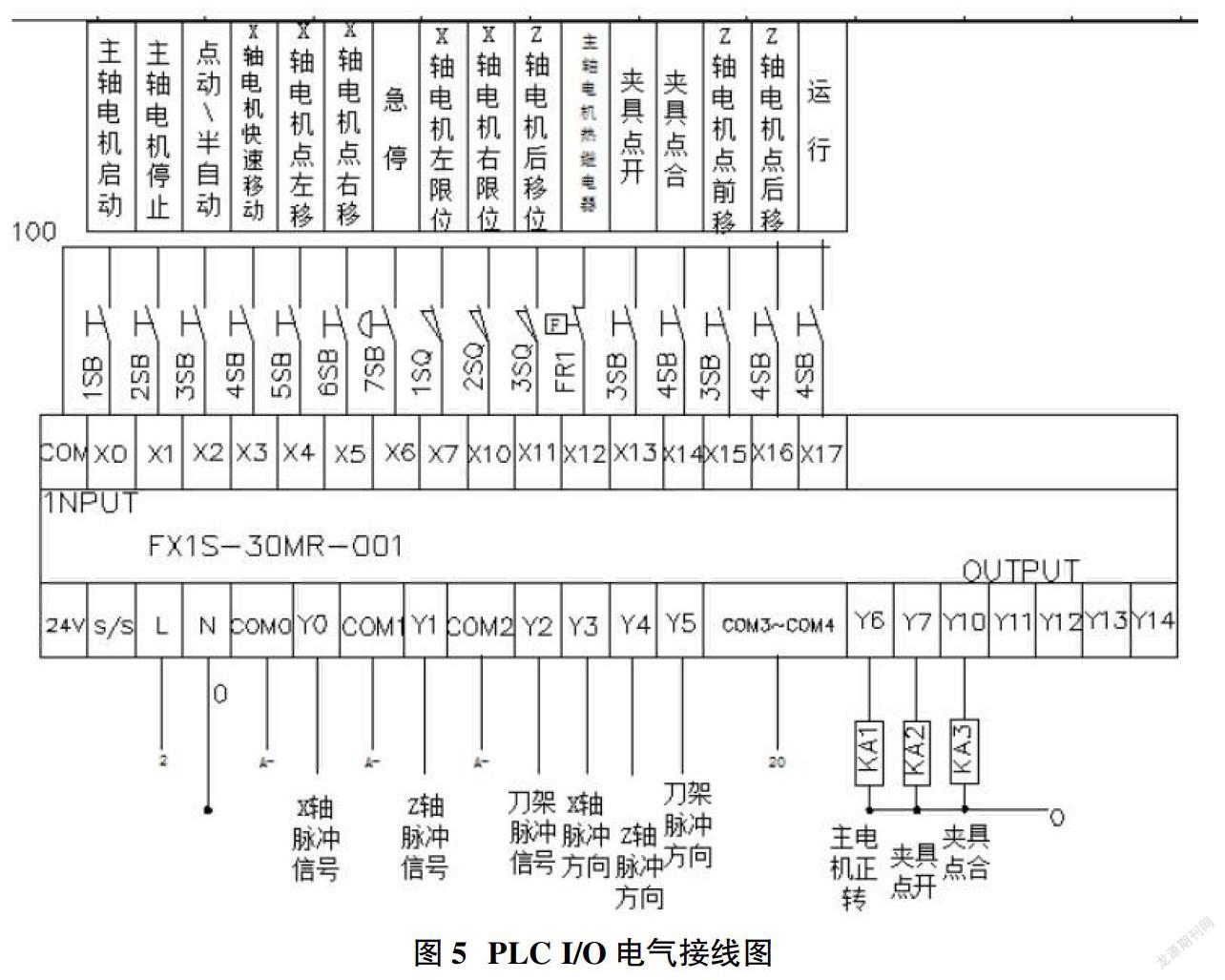
综合考虑,选取型号为FX1S-30MR-001的可编程序控制器,输入\输出总点数为30,输入点数INPUT为16,输出点数OUTPUT为14,继电器输出,可以满足设计的要求。
由车床原理,做出I/O 口分配可以知道。做出PLC的输入、输出I/O电气接线图,如图5。
4 结束语
本文主要讲述将普通车床改造升级为数控机床,很大程度上提高了劳动生产的效率,带来可观的经济效益。PLC控制系统的改造更是使机床各项性能都得到了提升与改善,使机床的维修和检查带来方便,也节省了原来机床的大量空间,实现了机床的启动、刀具快速移动、定位精确、加工、冷却等一系列的功能,把计算机技术、自动化技术、通讯技术都集成于一台机床上。
参考文献:
[1]张勇.典型机床电气控制解析与PLC改造实例[M].北京:机械工业出版社,2003.
[2]张万忠.可编程控制器应用技术[M].北京:化学工业出版社,2002.
[3]廖常初.PLC基础及应用[M].北京:机械工业出版社,2005.5.
[4]周万珍,高鸿斌.PLC分析与设计应用[M].北京:电子工业出版社,2004,3.
[5]王克义,路敦民,于凌涛.机电传动与控制[M].哈尔滨:哈尔滨工程大学出版社,2012.
[6]王永华.现代电气控制及PLC的运用[M].北京:北京航空航天大学出版社,2004.
