数控切削中刀具在线监控系统的研究与应用
2020-09-10谷春春
谷春春
摘要:本文提出了一种数控加工过程中刀具在线监控系统,并详细介绍了用主轴电机电流作为刀具在线监控系统信号源的原理及优势。该系统的应用可使数控加工中机床故障停机时间减少,工艺稳定性、机床利用率、刀具寿命和生产管理追溯性等性能均有质的提升。
关键词:刀具在线监控;数控加工;刀具寿命管理;主轴电流
0 引言
在切削过程中,刀具的磨损以及由于加工因素异常带来的刀具破损等情况不可避免,因此需要通过系统设置刀具检测功能来及时更换刀具,避免刀具意外受损,延长刀具寿命周期,降低生产成本。开发具备上述功能的刀具在线监控系统,实时对零件的切削状态进行动态跟踪,基于大量可追溯的加工过程记录对刀具磨损程度及刀具寿命进行监控和不断优化,定时、定量更换刀具,以期实现刀具管理的使用成本最小化。
1 刀具在线监控系统的原理
刀具监控是指在产品切削加工过程中,通过检测各类传感器信号变化,将刀具的加工参数,连同加工材料的类型和主轴转速一起输入到神经网络控制器中。由神经网络控制器计算负载,将得出的负载数据输至检测器,最后将输入信号同检测器输出的结果进行比较,若该负载大于刀具疲劳条件下的裂纹扩展负载,则意味着刀具磨损到一定程度,或发生崩刃、破损、卷刃等工况,丧失其切削能力或无法保障加工质量的情形,此时监控系统会控制CNC报警停机,达到保证加工安全的目的。
刀具在线监控的方法很多,一般可分为直接测量法和间接测量法。直接测量法包括接触监测法和光学监测法,接触监测由于需要停机监测、无法实现实时监测、增加加工节拍等弊端使用范围不是很广;而光学监测虽直观,但受空间和环境限制使用范围同样受限。间接测量法主要是利用监测系统中的传感器读取切削过程中刀具的各种信号,如振动、切削力、功率、电流、声波等信号而实现在线监测控制的目的,其原理因监控信号类型及读取信号方法的不同而略有差异。
本文介绍的刀具在线监控系统即电流式刀具在线监控系统。数据采集处理单元的传感器通过监控电机电流和功率信号进行在线采集,这些数据反映了加工的实时状态,对加工过程进行实时控制。
2 刀具在线监控系统实施必要性及潜在效益分析
整个产品的制造过程是一个多因素耦合的“黑盒子”,每个因素的波动都会导致整个制造结果的不稳定,制造过程是否优化,对制造成本有着极大的影响。为增加产品加工工艺稳定性,传统工艺在加工过程刀具状态监控方面增加了相关防错改进,如接触式的断刀保护装置来检测易断刀具是否完整、刀具寿命宏程序来控制达到使用寿命的刀具强制换刀。但两种技术均存在一定的局限性:①针对机床上安装的断刀保护装置,机械接触式会增加走刀路径,额外增加节拍时间约为30s/把/次;同时为保证加工效率,在机床安装相关探测装置,只能对特定刀具进行监控。此外,只能停机检测,无法实现实时在线监控以保证监控的时效性。②针对内嵌在加工程序中的刀具寿命宏程序,实现方式为计数器的形式,其中额定刀具寿命仍为理论经验值,准确性与实际加工相比仍有一定差异。通过引入刀具在线监控系统,可有效优化上述工艺的不足,并可最大限度地帮助减少机床停机时间和降低废品率,监测和管理批量生产过程中的刀具磨损。
此外,随着自动化生产线的实施与推广,对生产过程的异常识别、加工过程的精确控制提出了更为严苛的要求。趋于无人化操作的加工过程,要求摆脱传统的人工确认机床状态、刀具磨损情况等观念和运行模式,系统自动识别加工异常并报警,减少因撞刀等异常过程带来的批量报废或更大损失,保证过程稳定;同时系统积累并分析批量生产时的强大数据库,获取更为精确的刀具加工寿命,为有效降低刀具成本,进一步降低生产管理成本,提高技术能力和质量控制有着重要意义。
刀具在线监控系统可保护机加工过程的稳定性,避免因刀具磨损、断裂等造成的撞机;优化刀具寿命;即刻停机,避免因刀具磨损、断裂等造成的撞机,避免二次损伤或更大损失;降低因人为原因造成的刀具成本的增加;采集详细数据用于过程参数优化,实现加工过程可追溯化管理。
3 刀具在线监控系统在CNC加工中的应用
刀具在线监控系统在数控立式加工中心上应用,研究T1玉米铣刀和T2 D70镗刀的应用数据。
3.1 刀具破损监控-漏装刀、断刀情况
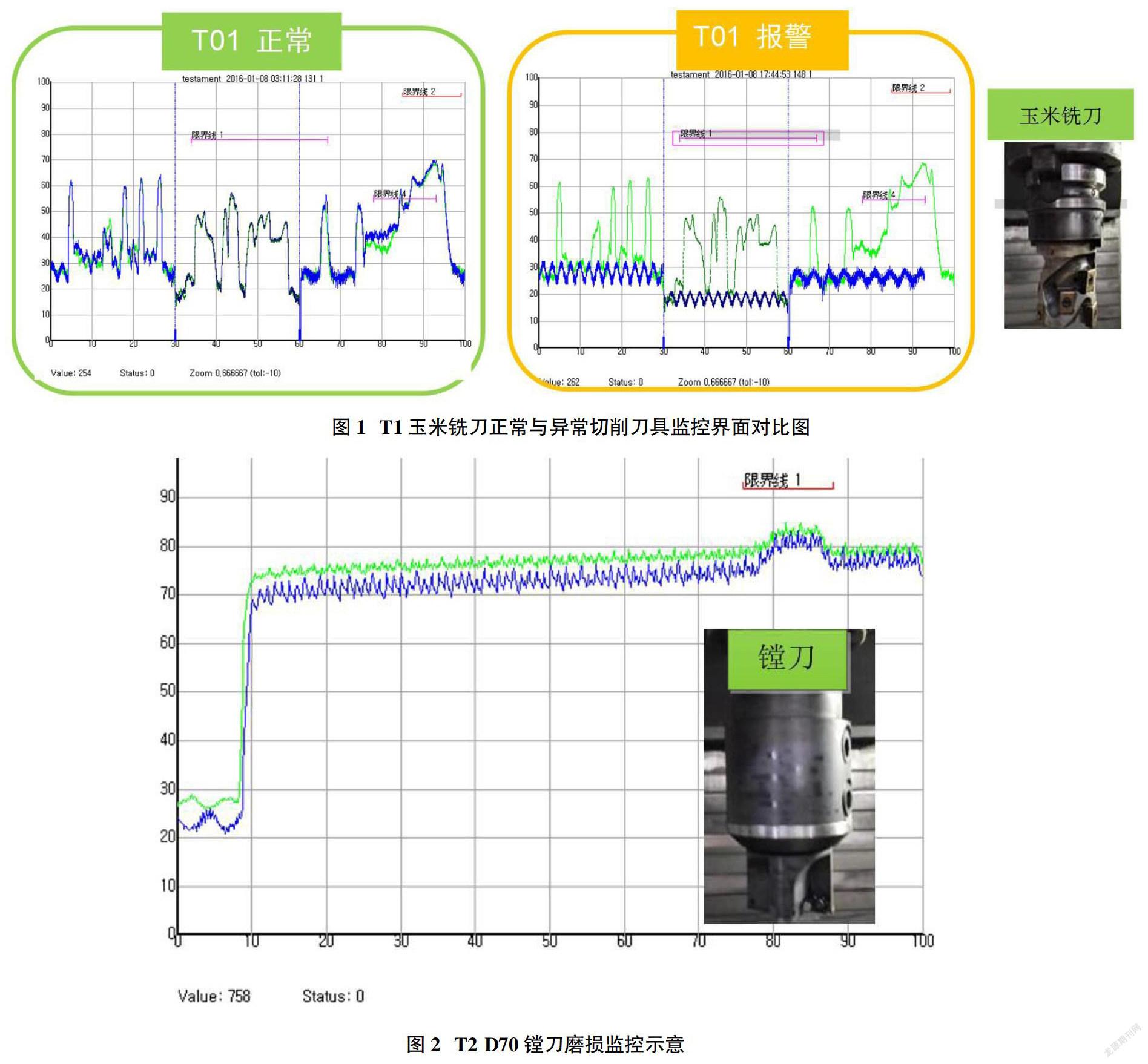
图1为T1玉米铣刀切削加工时的刀具监控系统界面。界面中绿色曲线为刀具切削加工标准走势曲线,横坐标代表加工时间,纵坐标代表传感器监测的机床主轴电流值,获取方法为选取新刀片对零件进行3-5次加工后自动生成平均值作为刀具切削该零件的标准曲线,然后系统会在刀具监测范围自动核算刀具加工负载值,生成磨损极限及破损极限(极限值可根据实际加工情况进行调整优化并受控固化);蓝色曲线代表每次切削刀具传感器监测到刀具的实际负载值,通过与标准加工负载走势图进行对比,可判断工具的异常状态(破损或磨损),下同。左图中可看到实际加工曲线与标准曲线重合较好,尚未达到磨损极限,刀具状态正常。右图为模拟断刀、漏装刀等情况,在不安装工件情况下对空程加工状态进行监控,实际加工曲线与标准曲线偏离较大,同时蜂鸣器报警提示加工状态异常。刀具在线监控系统的使用可极大增强切削加工工艺的稳定性,避免撞机时间帶来的损失和安全风险。
3.2 刀具磨损情况监控
加工曲线中的一张,汇总该刀具所有加工情况可以看出刀具加工情况曲线随着加工件数的增加的变化规律。如图2。
该刀具在使用监控系统前,其寿命是靠理论经验值定义,换刀频次为1次/班,加工件数约160件。汇总全天刀具监控结果可知,新换刀片初始加工时,实际加工曲线(蓝色)与标准曲线(绿色)吻合较好。随着加工件数的增加,实际加工曲线逐渐偏离标准曲线并向磨损极限靠近,当加工至160件左右,通过刀具和零件表面质量判定该刀具仍可继续加工。当加工至191件时,零件达到磨损极限,系统报警并控制机床自动停机,从刀具及零件质量方面判定该刀具确实达到使用寿命。对比以往报警记录,每把刀加工零件个数稳定在190±10件,且零件质量相对稳定。数据显示,该刀具在该工序刀具寿命提升18.8%,表明传统加工模式中刀具寿命仍存在较大提升潜力,通过刀具在线监控系统的使用可达到一定降低加工成本,并减轻操作人员劳动力的效果。
4 结论
结合刀具在线监控系统在某产品切削加工中的应用实例,通过对刀具使用状态的适时监控,可以对加工过程持续优化,增加刀具的耐用度,减少加工周期和加工成本。同时在监控过程中出现机床负载报警时可以紧急停机,最大限度的保护机床工件和刀具不受损伤,减少人机受损的风险,生成管控和质量管控都有所提升。
参考文献:
[1]李世洪,戴爱丽.浅谈数控高速切削加工技术在机械制造中的应用[J].内燃机与配件,2019(12):235-236.
[2]陈英姝.高速数控车削加工复杂工况集成监控方法及系统[D].河北工业大学,2014.
[3]王维.异形螺杆加工刀具状态监控及在线补偿技术研究[D].东北大学,2006.
