汽车左右侧围外板共用落料模的研究与应用
2020-09-10付珊珊
付珊珊

摘要:汽车左右侧围外板是汽车外侧覆盖面积最大的部件,它利用左右两侧围外板的落料模一次性冲压而成。目前,市场上的汽车左右侧围外板共用落料模的结构不同,其性能存在差异。本文论述了两款汽车左右侧围外板共用落料模的制造工艺及其差异性,分析了共用落料模的结构设计及工作原理。旨在为汽车落料模的生产提供一些参考。
Abstract: The outer panels of the left and right sides of the automobile are the parts with the largest coverage area on the outer side of the automobile, which are stamped at one time by the blanking dies of the outer panels of the left and right sides. At present, the structure of the blanking die shared by the left and right side panels of automobiles in the market is different, and its performance is different. This paper discusses the manufacturing technology and differences of the common blanking die for the left and right side panels of two automobiles, and analyzes the structural design and working principle of the common blanking die. The purpose is to provide some reference for the production of automobile blanking die.
關键词:汽车;侧围外板;落料模;工艺;应用
Key words: automobile;side wall outer plate;blanking die;craft;application
中图分类号:U466 文献标识码:A 文章编号:1674-957X(2020)23-0093-02
0 引言
汽车覆盖件是通过冲压拉伸加工而成,冲压拉伸时为了确保一次加工生产的质量,需要依靠借助落料模进行加工。落料模也就成为汽车加工生产中的重要模具。汽车左右侧围外板共用落料模结构的设计直接影响着汽车外侧覆盖件的加工质量。研究汽车左右侧围外板共用落料模及其应用,对提升汽车外侧覆盖件的加工质量有着重要的意义。
1 左右侧围外板共用落料模工艺及差异分析
1.1 汽车左右侧围外板共用落料模开发实例
某汽车厂的一款新型车左右侧围外板的共用落料模采用开卷式结构设计,该落料模排样分为前门和后门。前门为传统车型的标配,后门模具设计根据新型车造型结构选配。该落料模具落料的设计考虑有门或无门两种状态。
1.2 两种车型落料模工艺分析
从A车型和B车型的排样设计图可以看出,A、B款汽车的左右侧围外板的落料形状大致相同,只是在排样方法上存在差异性。排样方式的差异性决定了汽车左右外侧覆盖件冲压加工切割方式的差异性,也就决定了加工效率和落料件生产工艺的差异性。
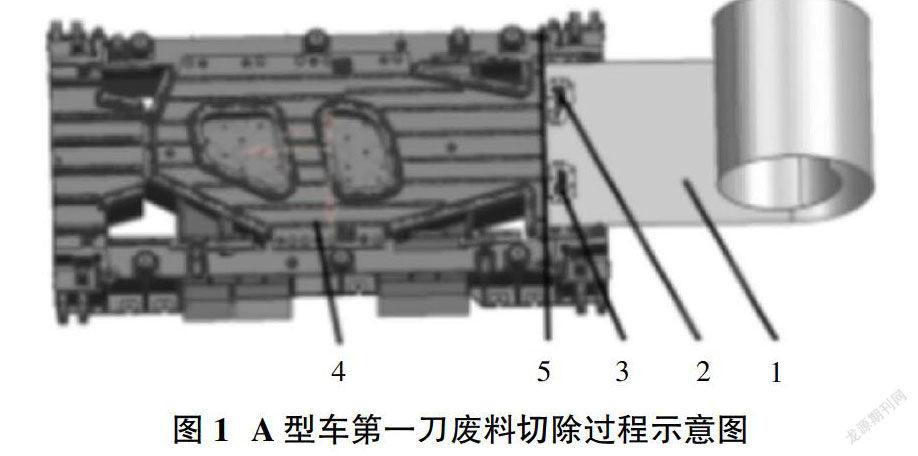
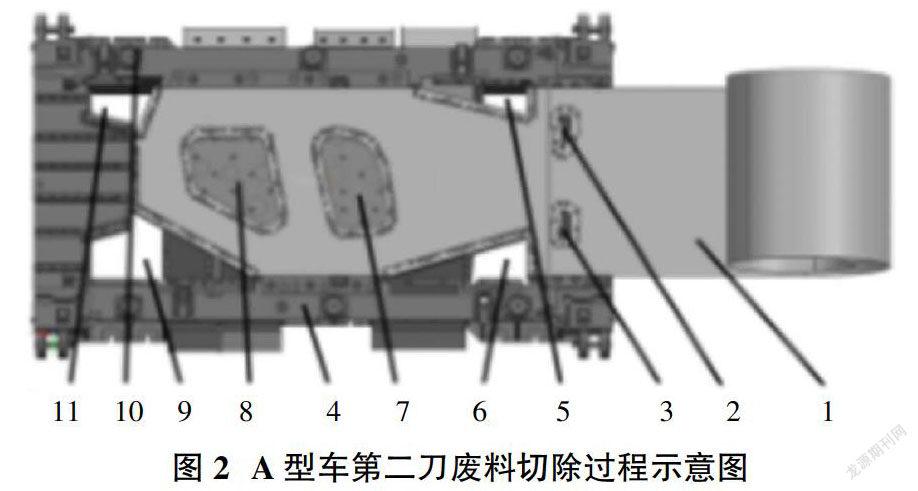
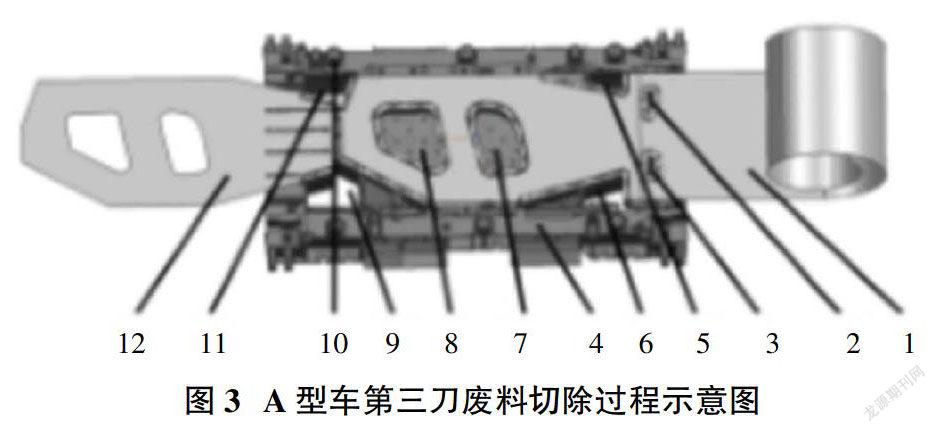
A车型左右侧围外板落料模的结构如图1所示,从图1可以看出落料模卷料生产时第一道切掉废料的位置。卷料第一次上落料模具接触的位置在图1中4的位置,其中1-5的位置均为切废料的位置。落料模4的位置对应卷料1时,2和3的位置即为生产线上第一刀切除废料的位置。废料第一刀切除结束后,卷料1送入一个步距的长度,开始第二刀废料切除过程(如图2所示)。当卷料1送至10的位置,落料模4对卷料1开始切除5、6、9、11四个角的废料和9、11两个门洞。此时,落料模开始切除2、3废料,准备下一刀的切割循环动作。循环切除废料时落料件位于落料模具型腔内,与卷料1还处于相连状态。之后,进入第三刀的切除工序。卷料1再往前进一个步距的长度(如图3所示),卷料1处于10的位置,落料模4开始对卷料1在该位置上进行切断分离操作,围外板落料件12加工完成。当落料模4对开始对卷料1的废料和门洞2、3切除时,进入下一刀的切割分离工序的准备期。A车型汽车左右侧外板共用落料模在生产中便是如此循环往复的冲压切割,将卷料分离为设计的侧围外板形状。通过三组图对A款车型落料模切割卷料工艺的分析,得到以下结论:A款车型落料模对卷料做切除加工时需要经过多个工作的循环,在相同布局长度范围内,实现对卷料的切割与分离,获得设计的落料件形状。因加工中落料件始终位于模具型腔内,对模具尺寸的设计要求大于卷料1。
B车型左右侧围外板落料模的结构如图4所示。从图4可以看出卷料1的第一刀切除位置在5的位置,落料模6对卷料1开始切除第一刀时形成一个门洞,并切除了卷料两个角3、4,第一刀切除工序结束,准备第二刀的切除。当卷料1再往前进一个步距的长度,落料模6开始对卷料1切除第二刀,同时切除出门洞8和废料4、7,又在5的位置完成卷料1和已经切割好的一部分围外板的分离。分离出的9就是我们所需要的侧围落料件。之后进入一刀的切除准备工序,往前进一个步距到卷料门洞废料2、三角废料3、4、7的位置。经过对图4 B型车左右侧围外板落料模废料切除加工工序的分析,可以开出B型车侧围外板落料模据在实际生产中一个循环工序的送进次数比A型车侧围外板落料模的加工工序要简单,两次切除就可以实现落料件废料的切除与分离,得到设计的落料件形状。
1.3 工艺优势差异性分析
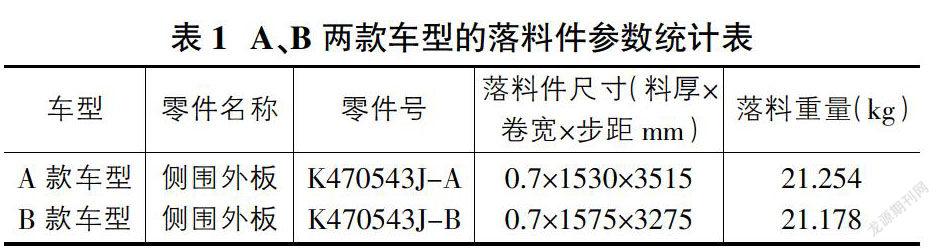
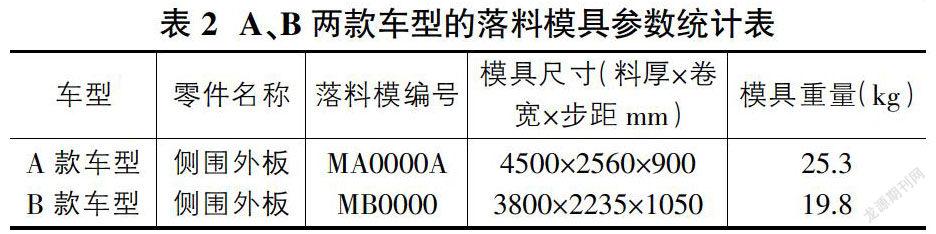
經过对A、B两款车型左右侧围外板落料模加工应用的分析,可以看出两款车型左右侧围外板落料件的形状几乎无差异,相似度极高,加工效率差异较大。对加工成型的A、B款车型的侧围外板落料件及落料模具的参数进行统计,各项参数统计结果如表1所示,落料模具的参数统计结果如表2所示。从表1中可以看出A、B两款车型落料件的尺寸、重量参数无明显差异。从表2中可以看出A、B两款车型落料模具的尺寸与重量参数差异较大。A款车型的落料模具的尺寸明显大于B款车型,重量也明显重于B款车型。从中可分析出A款车型落料模具结构用料更多,占地面积较大,对存放空间的面积、地基稳定性要求较高。但就落料模具结构和生产工序而言,A款车型的落料模具结构简单,设备维护检修更加方便,但生产工序较长,耗能高且生产效率低,长期而言生产汽车外侧覆盖件加工生产的总成本就会增高。较大的占地面积和较重的重量会增大前提投资的成本。B款车型是在A款车型落料模具基础上优化设计、升级改造而来,其落料模具结构变得更为复杂,但刀切工序的重组使得落料件加工工序得到优化,切除分离废料的效率高,占用面积小、重量轻、耗能低,生产成本相对较低。缺点是结构的复杂性给落料模具的维护保养和检修增加了难度。
2 落料模结构设计及工作原理
2.1 结构设计
汽车左右侧围外板的共用落料模具分为凸模和凹模两种。在设计凸模时,要综合考虑刃口的高度,将刃口高度控制在10-15毫米之间,空刀值设置在3-5毫米之间,固定方式选择凸台固定与本体反把螺钉固定两种。在设计凹模时,可将采用凹模镶块的分块方式对结构进行分解,固定选择固定方式,螺钉柱销的距边尺寸深度、螺纹深度、铸件为1.5d。凹模镶嵌块固定板的设计要考虑强度、镶块的宽度、镶块的深度等参数。要求凹模镶块固定板深度低于凹模表面3毫米。推拉板的行程应高于凸模0.5-1毫米。确定弹簧值、弹簧数量、板料定位。弹簧退料力的计算公式如式(1),规格与数量的确定如式(2)。板料定位采用左侧与右后侧定位方式,定位采用定位板或挡料销,具体零件大小为8×50。
P=LSσ(1)
P表示弹簧的退料力,L表示冲断部分边长,S表示冲裁量的厚度,σ表示材料抗冲剪的强度。
N=10XP顶/P弹(2)
N表示弹簧的数量,XP顶等于弹簧的退料力,P弹表示弹簧的负荷。
设计地板上,闭合高度应高于压机最大闭合高度5-10毫米,小于最小闭合高度5-10毫米。落料模具的导柱与倒换之间应保留足够的导向长度,导柱顶部安装后的高度应低于上底板5毫米。最终,采用3D模具设计颜色标识落料模具各部分结构。
2.2 工作原理
落料模通过板材冲裁制作汽车外侧覆盖件。不同结构的落料模工作原理存在一定的差异性,但也有众多的相似之处。以常见的导柱式落料模为例,其结构主要分为上模和下模两部分,通过导向轮与弹簧的运动来推动卷料向前进步,在上下模的配合下完成对肥料的切除和对制成件的分离。
3 结语
随着车型造型的多元化,汽车左右侧围外板共用落料模结构设计也将趋向于多元化设计。在实际应用中,外侧围外板共用落料模的设计应重视模具高度、空刀精度、固定方式等因素,结合需求选择合适的固定方式,确保落料模设计的精度控制在标准的误差范围之内,来强化落料模在汽车外侧覆盖件加工生产中应用时的质量。
参考文献:
[1]汪文奇.开卷落料模在汽车冲压生产中的应用[J].模具制造,2011(02):29-32.
[2]吕进,潘川.开卷落料模在汽车冲压生产中的应用[J].模具制造,2015(01):32-35.
[3]李珠恒.汽车侧围开卷落料模设计[J].模具工业,2016(03):25-28.
