PLC&变频器在行车控制系统使用中典型故障研究
2020-09-10柏承东
柏承东


摘要:本文主要介绍了PLC&变频器控制的行车系统,结合实际使用中的经验,阐述分析了其优缺点和生产中遇到的问题,并提出了有效的整改措施。
关键词:PLC;变频器;行车控制系统;故障
1 PLC&变频器控制行车原理
机电是行车电气传动系统的主要组成部件,主要分为提升电机、大车电机和小车电机等三种。传统意义上的行车控制系统一般是通过调整转子所串电阻的大小从而实现电机的启动与速度调节。在电机运行过程中,由于传统控制系统操作频率较高,易产生较大冲击电流,导致行车振动大;系统中的接触器、碳刷等部件易出现磨损、冒火、故障等现象;因频繁调节转子所串电子的大小,电阻易发生接触不良、能耗过大等问题,电机调速不灵敏;同时传统行车控制系统因故障频率高,使得其维修难度较大,费用较高。为了有效地降低行车控制系统的故障率,需从根源上改变电机的启动与调速手段。通过引入变频调速器,利用变频器灵敏、便捷的调速手段、完善保护功能等多方面优势能够在很大程度上弥补传统控制系统的缺陷。以下将对PLC&变频器控制系统行车进行详细阐述。
PLC&变频器控制行车原理框图如图1所示。
PLC&变频器控制行车在操作上保持和传统一致,将联动控制台设置在驾驶室中,并通过联动控制台实现对电机的启动及调速,当联动控制台传输出的档位信息及时反馈至PLC时,可通过输出的数字量正反向启动或停止变频器和制动系统,通过输出4~20ma模拟量来控制电机的转速。行车变频控制后,增加了电机的电流反馈,不仅实现了闭环控制,更有利于起升与开闭的速度配合以及出力均衡,能在很大程度上避免因单根钢丝绳超出极限抗拉承载力而出现断裂的情况。
2 运行中典型故障分析
2.1 变频器过压、过流报警,制动电阻烧毁
行车抓斗在下降过程中或减速过程中,电机为反向转动,由转动而产生的力矩表现为正向输出,电机通过运行而激发的再生电能按照一定的路径反向传输至变频器,进一步利用变频器的直流回路释放出去,若因再生电能无法进行有效的释放将导致变频器的直流回路出现过压、过流现象,所以制动单元以及制动电阻作为变频器至关重要的部分,需安装于行车控制系统中。同时,在电机运行过程中,变频器的速度调节所需的反应时间在符合实际生产需要的同时应尽量放长,这样有利于制动电阻对再生电能的释放,能降低制动电阻的发热量,延长使用寿命。
2.2 24V电源零电位漂移故障
在行车控制系统工作过程中,通常将变频器以及PLC作为24V电源。虽然这两种设备自身都具备可独立工作的24V电源,然而因行车控制系统内电路设置复杂,为了防止电源不足的情况,额外设置了24V的电源设备。行车控制系统中共有3个24V电源,若在运行过程中电源间存在电位不等、零电位等问题,将会进一步导致行车出现各类故障。以下将阐述几种故障情况及原因分析。
故障一:如图2所示为单独配备24V电源的变频器和PLC工作示意图。当系统连接电源后,如果没有给变频器输入任何速度调节信息,则显示器会反馈按20ma的调速信号设定模擬值,那么行车在通电启动后将会以20ma的速度进行高速运转,不能再调节系统的速度。进行原因分析时,不仅对变频器AI输入模块进行了校核,输入电阻及相应的信号电缆均确认绝缘正常;而且在替换了PLC的AO模块或拆除了4~20ma信号电缆的其中一根电缆线之后,上述的问题仍然反复出现。由此可知,4~20ma信号不是从PLC传送出去的。对PLC的AO模块进行了检查之后发现单独配备的电源负端对地电压大约为-24V,这就造成一根信号电缆的两端存在将近24V的电位差,也正是这一电位差导致了变频器AI口内部有20ma的电流流过。
整改措施:24V电源负端对地电压为-24V,最典型的故障为电源正端接地,对24V电源仔细检查后排除了正端接地的可能性。可以初步断定是24V电源内部问题,翻看24V电源手册得知,负端对地电位漂移时可以把负端直接接地,从而把24V电源负端电位拉回零位,按照手册中提供的办法实施后,一切正常。需要注意的是:24V电源负端接地前一定要确认24V电源正端未接地,否则将造成24V电源正负端短路,电源瞬间烧毁。
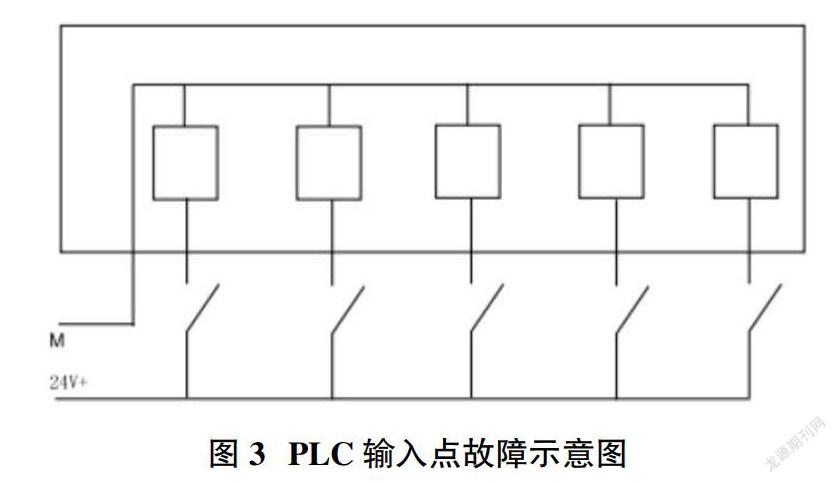
故障二:PLC的不同输入点信号显示灯经常会出现突然整体熄灭,又突然恢复的情况。该类情况同样是涉及24V电源设备的问题,PLC不同输入点之间的电压大小都是24V,PLC自身也具备电压为24V中间继电器,能够保证不同输入点信号显示灯的正常工作。如果24V电源的正端和M端之间的电位差不超过24V,那么PLC自身具备的中间继电器就无法保证不同输入点信号显示灯的正常工作,使得信号灯突然整体熄灭,信号丢失。经过对PLC检查后发现,其不同输入点之间的电位差不稳定,且24V电源的正端和M端并非为同一电源,M端引自PLC自带24V电源,而24V正端引自外供24V电源,当任何一个24V电源波动时都会影响到电位差小于24V,详见图3。
整改措施:把M端改接到外供24V电源,使得24V正端与M端来自同一个电源,这样即使24V电源的电位波动时,其电位差还是会稳定在24V的,经过上述处理后故障现象消除。
2.3 行车主电源质量差引起变频器内部短路
故障现象:行车运行一段时间后变频器短路故障频发,变频器短路后修复成本很高,新变频器更换后送电不久又会发生短路。此问题反馈到了行车制造厂家,厂家给出的解释是行车供电电源质量差,需要安装电源滤波器,经检测行车主电源的质量后发现明显谐波现象。进一步确认是否是由于电源质量差而导致变频器短路故障率高,提前在易发生变频器短路的行车上配备了一台电源滤波器,一段时间后发现,变频器内部短路现象明显减少,因此为了避免变频器内部短路问题的出现,目前行车均配备了滤波器。
2.3.1 变频器内部参数设置过高,导致行车运行出现故障
故障一:行车在空载的情况下能够正常进行升降,而负载后在上升过程中出现剧烈抖动现象,并且上升缓慢,严重时抓斗无法上升,反而在抓斗的反作用力下,自由落体下降。行车抓斗正常工作中属于重载启动,而变频器零起升速至额定转矩输出需要一个过程,这就有可能导致行车重载启动开始阶段因转矩不足而抓头无法提升。ABB变频器第26组参数是MOTORCONTROL(电机控制),该组参数中的26.03和26.04定义了电机零速时变频器供给电机的附加电压值和频率,当行车扭矩要求大且DTC控制无法符合要求时,这项功能可以有效地解决该问题。然而,不可以通过一味的设高26.03和26.04参数的方式来提高转矩大小,那样容易导致变频器在启动过程中发生过流故障。
故障二:行车空载行走时力矩不足,启动时抖动严重。此类故障一般初步都会怀疑大车行走报闸未松开或故障,但是检查报閘控制回路及机械部分均正常。检查变频器参数时发现,大车电机额定转速970r/min被错误的设定为1480r/min,更正参数后一切正常。行车使用的变频器为恒转矩控制变频器,即当行车承受的外荷载不变的情况下,功率P和角速度Ω保持不变,那么变频器输出的转矩也基本保持不变,输出的转矩大小取决于功率P和角速度Ω的大小。因变频器的功率P=T*Ω,若功率不变的情况下,一味地增大角速度Ω,将会使得转矩T值过小,即大车启动时因角速度过大导致转矩不满足要求。
2.3.2 行车的变频器主电源由于多次断电或电源负载温度过高导致故障频发
根据ABB变频器的操作说明可知,由于ABB变频器关于自身直流电容组的充电次数有额定要求,不可通过分合其主电源断路器的方式实现电机的启动及调速。当行车在工作过程中出现了问题后,操作员不及时联系技术人员维修检查,直接通过切断系统电源再重启的方式让行车恢复工作,这样反复多次的突然断电会在极大程度上降低变频器的使用寿命,提高故障率,因此需要对操作员进行足够的岗前培训。变频器内部配备有温度报警器,当行车在高温环境下工作室,变频器报警系统会多次报警,为了降低变频器的故障率,应控制变频器的温度环境在-15~50℃,主要原因如下:第一,由于材料相关技术参数还无法满足规范设计标准,导致变频器材料的精确度具备一定的局限性;第二,变频器的生产模具等参数暂时无法符合制造工业的相关要求,造成其内部的压力容易在生产过程中出现明显变形;第三,因压力容器的各部件之间存在尺寸偏差,使得其在组装过程中容易出现明显变形。
3 改善压力容器制造质量的有效措施
3.1 提高对压力容器材料及质量控制的重视程度
为了有效地提高压力容器的质量,必须在方案设计阶段给予足够的重视,方案设计阶段的压力容器质量好坏直接决定了压力容器的制造质量的好坏与否。在方案设计阶段,设计人员应根据专业规范设计要求对压力容器的生产制造进行全面、深入的研究分析;结合制造工艺的丰富经验,进一步保证压力容器的设计质量。设计人员不仅要对压力容器的各个部件材料进行深入、全面的研究,还应该针对压力容器的组装过程及工作条件进行充分、综合的假设分析与探讨,尽可能地使制造生产出来的压力容器满足设计、工作要求,进而改善压力容易的制造质量。
3.2 加强对压力容器变形的严格控制
为了能够有效地加强对压力容器变形的严格控制,主要有以下几种方式:①加强对压力容器的设计人员、生产技术人员的专业知识培训,严格把控材料的各项技术参数,保证压力容器的材料及质量符合设计、规范要求;②在压力容器的制造生产全过程中,需要严格依据规范要求及操作标准开展生产动作,确保生产模具符合制造工业的相关要求,严格控制模具在制造过程中的结构变化大小,进一步减少压力容器的内部结构变形量;③尽可能降低压力容器各部件之间的尺寸偏差,在组装过程中可通过适当的支撑降低压力容器的外部结构变形量和组装变形。
4 结论
综上所述,为了能够对压力容器的安全性能提供强有力的保障,对压力容器的制造质量进行严格控制是至关重要且刻不容缓的。在压力容器的设计阶段,需提高对压力容器材料及质量控制的重视程度,确保设计方案的合理性与科学性;在制造过程中,应加强技术人员的专业知识培训、提高人员的综合素质,严格控制材料的规格和大小;在组装过程中,严格控制压力容器内部、外部结构的变形量,降低组装误差,进一步满足压力容器的设计与使用要求。同时,科学的材料及合理的结构优化,结合先进的焊接技术,能够为压力容器的制造质量提供强有力的保障。
参考文献:
[1]倪鹰健,王爱其,徐喜彦,汤瑜杰,方淼.行车控制系统故障的检查与排除[J].中华纸业,2018,39(22):50-53.
[2]宋毅.基于PLC的生产机械控制电路的常见问题分析[J].内燃机与配件,2018(15):144-145.
[3]黄汉根.斗轮机PLC控制系统故障分析与处理[J].电气开关,2016,54(01):104-105.
[4]王丽珍.基于PLC的电镀自动生产线控制系统设计[J].晋中学院学报,2013,30(03):94-99.
