基于UG的数控加工开粗策略对比研究
2020-09-10张振献王绪虎何永涛
张振献 王绪虎 何永涛

摘要:介绍了UG-NX10.0在加工典型零件时的常用开粗策略对比研究,得到了合理、高效的加工刀具路径,对开粗策略设置时容易出现的问题以及解決办法进行了分析和研究。
关键词:开粗策略;数控加工;UG-NX10.0
0 引言
本文以典型零件的数控加工刀具路径配置为例,重点在于阐释UG-NX10.0数控加工时常用的面铣削、平面铣、型腔铣三种开粗策略的对比应用,通过对比应用,分析UG-NX10.0开粗策略的编程细节,解决编程中出现的问题,以使程序编制更精准,加工效率和稳定性更高。
本文主体造型相对不是较为复杂,具有一定的代表性,对于更加深入的理解与认识UG-NX10.0数控加工时常用的面铣削、平面铣、型腔铣三种开粗策略有一定的研究价值,能够很好的锻炼编程素质和学习能力。
本文策略配置过程当中力求成本与效率的有效契合,希望能够对于同类产品的加工起到一定的指导借鉴意义,也能更好的启迪新的加工方法与研究方向。
1 零件分析
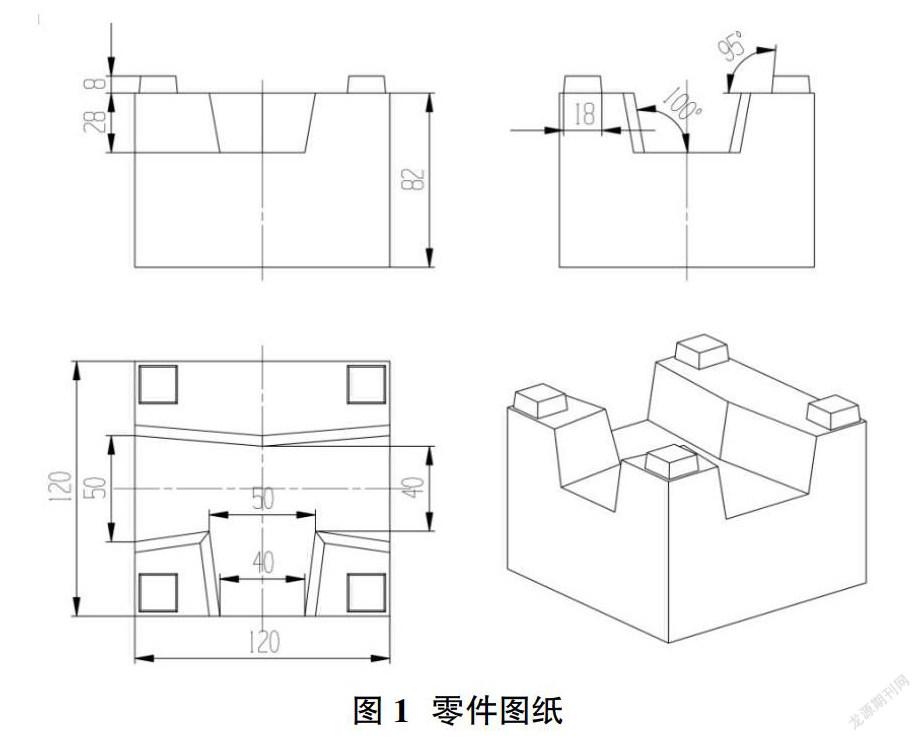
该零件材料为45号钢,两级台阶拔模角度分别为5°和10°,凸台高度分别为8mm和28mm,所注尺寸全部为自由公差。零件毛坯采用规则半成品方料,尺寸为120*120*90,粗加工刀具为D25R0.8圆鼻刀,底、壁余量均为0.3mm,开粗对比研究策略分别为面铣削、平面铣和型腔铣。
2 面铣削策略配置
面铣削是通过选择面区域来指定加工范围的一种操作,指定所选面区域顶部去除的余量后,处理器即可跟踪部件几何体,在不过切的情况下确定加工区域,生成刀具轨迹。
它不需要指定加工底面,加工深度由设置的余量决定,因为深度余量沿刀轴方向计算,所以所选加工区域底面必须和刀轴垂直,否则无法生成刀具路径。
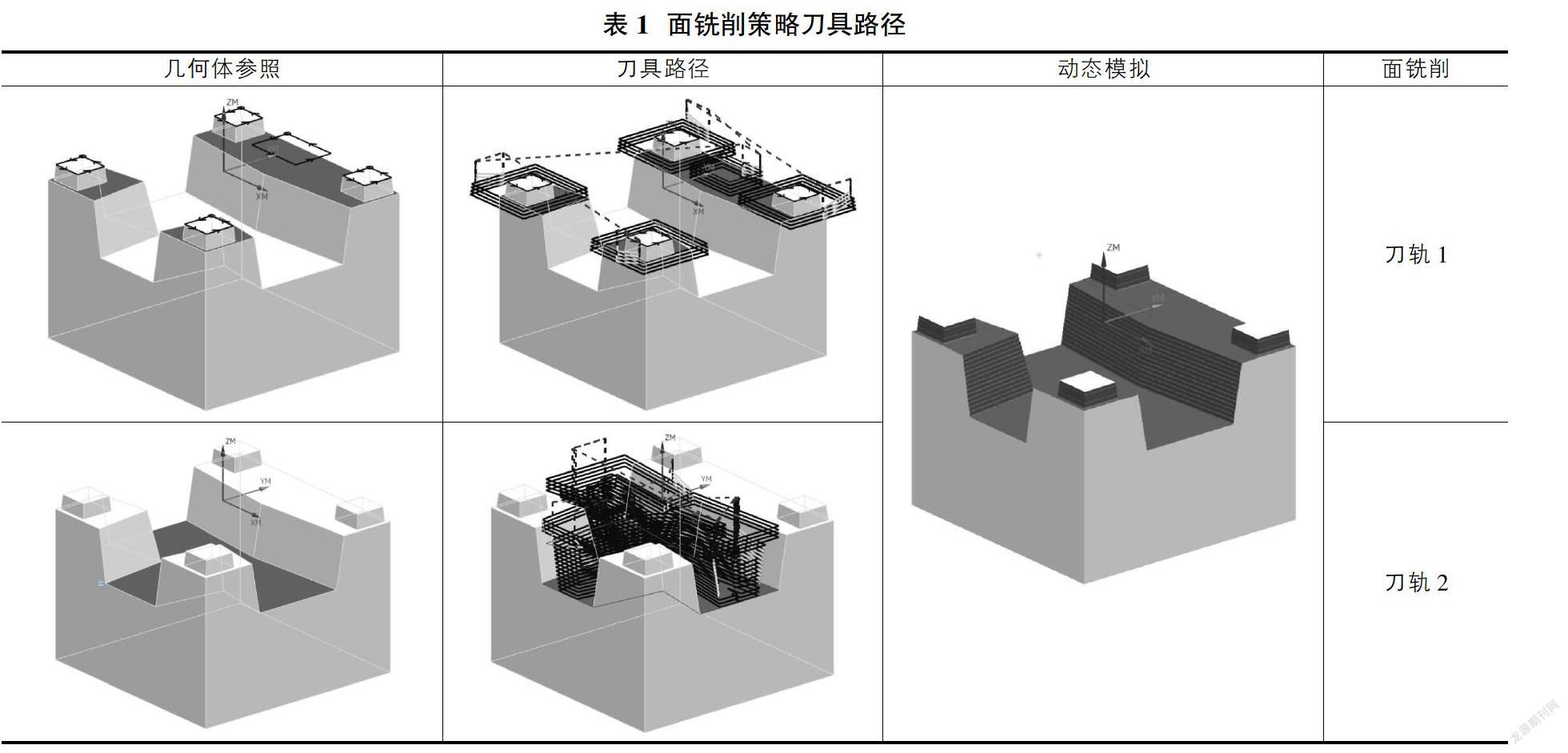
表1为图1所述零件采用面铣削策略进行开粗刀轨设计得出的刀具路径。
采用面铣削进行开粗刀轨设计时,按照切削毛坯厚度,笔者设计了1、2两段刀具轨迹,各轨迹的部件、切削区底面、修剪边界几何体参照要素如表1“几何体参照”所示,刀轨1切削毛坯厚度为8mm,刀轨2切削毛坯厚度为36mm,均采用D25R0.8圆鼻刀进行粗加工,进给、速度、步距等切削参数一致。
3 平面铣策略配置
平面铣策略属于固定刀具轴铣削加工方式,用于加工移除零件平面层中的材料,是最常用的铣削加工方式,主要用于加工零件的基准面、内腔底面、垂直侧壁、外形轮廓等。
平面铣策略只依据二维图形来定义切削区域,它可以通过二维边界来指定不同的部件或者毛坯材料侧方向,定义任意区域作为加工对象,而且可以方便的控制刀具与边界的位置关系。
平面铣策略既可以用于粗加工,也可以用于表平面、底平面、垂直侧壁的精加工,但不能真正加工出曲面。
表2为图1所述零件采用平面铣策略进行开粗刀轨设计得出的刀具路径。
采用平面铣策略进行开粗刀轨设计时,按照底面余量厚度的不同,笔者依然设计了1、2两段刀具轨迹,各轨迹的部件边界、毛坯边界、底面几何体参照要素如表2“几何体参照”所示,刀轨1底面余量厚度为8mm,刀轨2底面余量厚度为28mm,均采用D25R0.8圆鼻刀进行粗加工,进给、速度、步距等切削参数一致。
4 型腔铣策略配置
型腔铣策略是数控铣床、加工中心常用的型腔内结构粗加工策略,型腔铣策略根据型腔表面结构和设定部件及毛坯所围成的封闭区域,自动设计刀具路径。
型腔铣策略所选型腔区域由侧壁和底面围成,区域内部可以全空或者有岛屿,其侧壁和底面可以是斜面、凸台、球面等曲面形状。
型腔铣策略几乎适用于加工任意形状的模型,其刀具按照高度逐层切削,在同一高度内遇到曲面时将绕过继续加工去除同层余料,处理器按照零件在不同深度的截面形状计算各层的刀具路径。
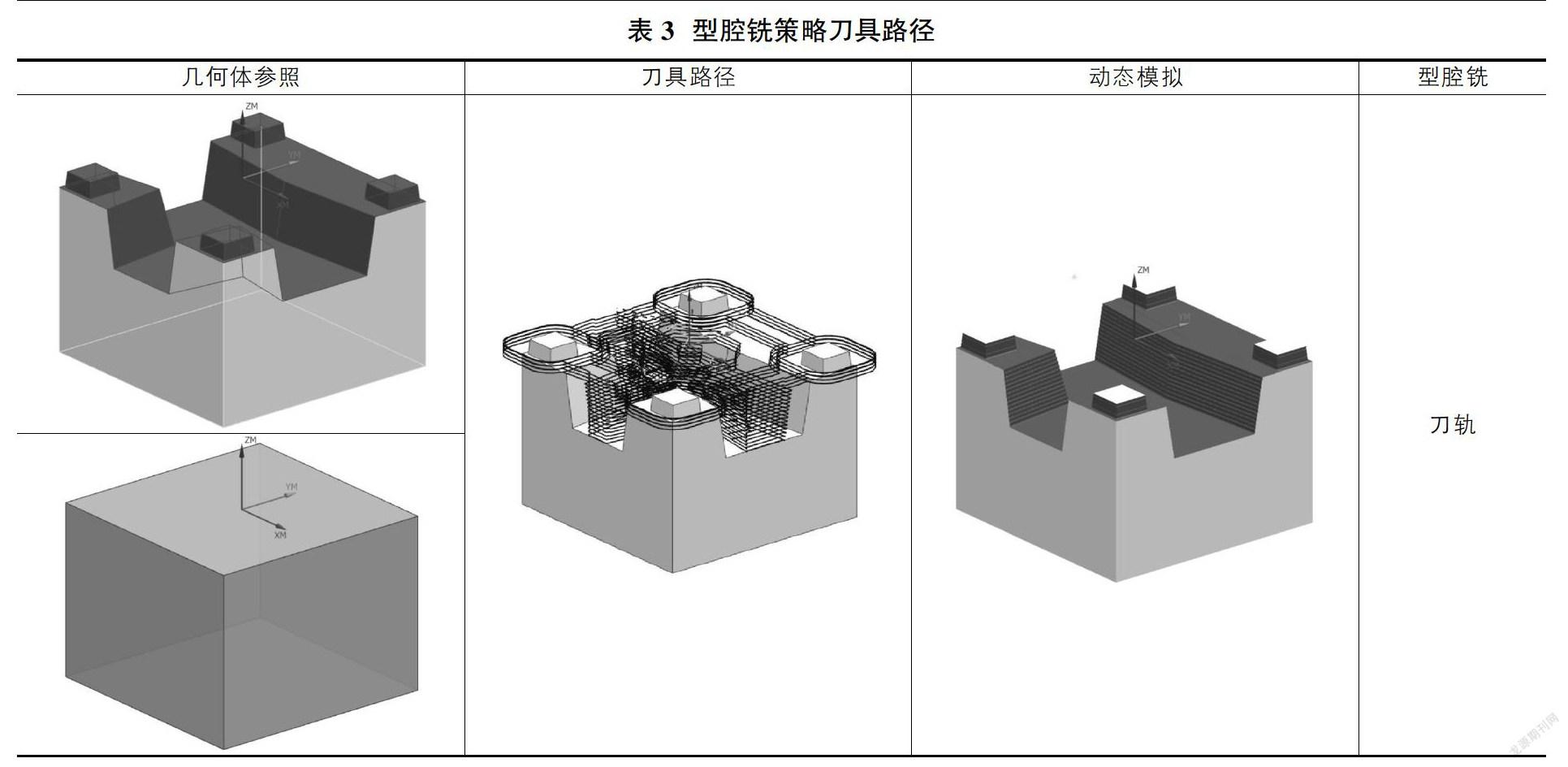
表3为图1所述零件采用型腔铣策略进行开粗刀轨设计得出的刀具路径。
采用型腔铣策略进行开粗刀轨设计时,按照切削区域的整体性,笔者只设计了一段刀具轨迹,轨迹的部件、切削区域、毛坯几何体参照要素如表3“几何体参照”所示,采用D25R0.8圆鼻刀进行粗加工,进给、速度、步距等切削参数与面铣削策略、平面铣策略一致。
5 结语
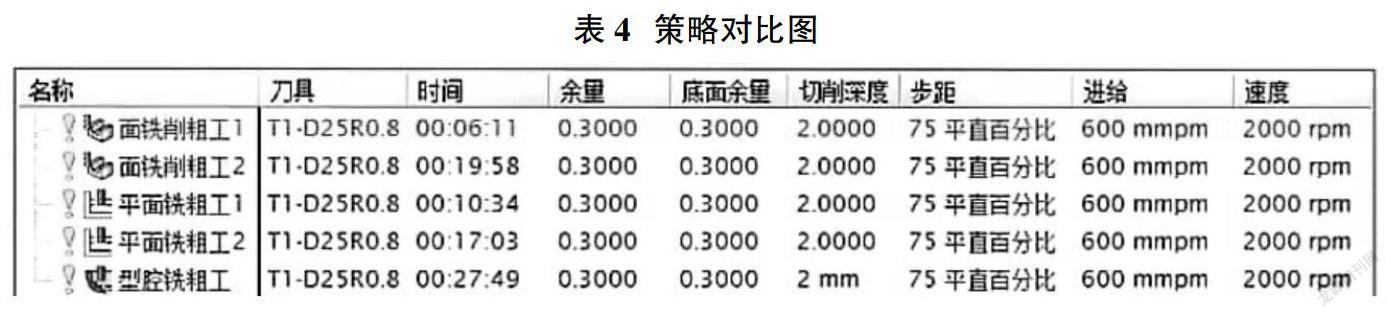
上述三种策略经常用于零件的开粗加工,针对文中所述零件,笔者在刀具、余量范围一致的情况下,对每一种开粗策略均采用了同样的进给、速度、步距等切削参数进行配置设计,具体细节如表4所示。
通过对比分析,笔者发现在切削参数、刀具、切削范围一致的情况下,本零件的三种开粗策略加工总时长差距不大。
型腔铣策略在配置时是最简单快捷的,因为型腔铣策略在指定部件、毛坯、切削区域后,其他参数稍作修改,即可生成相对理想的刀具轨迹。然而面铣削策略和平面铣策略,在指定必要的几何体要素后,生成的刀具路径相对而言皆有不理想的状况,需要进一步调整边界(部件边界、毛坯边界、修剪边界)设置才能有效的减少空刀,提高加工效率。
因此,对于本类零件而言,笔者认为采用型腔铣策略进行开粗加工,具有明显的优势。
由于笔者水平有限,书中难免存在不足之处,敬请读者批评指正。
参考文献:
[1]张文健,孙星星.基于UG、VERICUT和PRODUCTION MODULE复杂曲面数控加工仿真与优化PRODUCTION MODULE[J].内燃机与配件,2020(05):63-67.
