加工中心基于宏程序加工类似产品的编程
2020-09-10包奇伟赵威李行杜婕赵维
包奇伟 赵威 李行 杜婕 赵维
摘要:本文主要介绍在类似产品中使用不同的变量来定义产品的尺寸,通过使用类似产品使用宏程序快速编程,只需要更改相关变量就可以做到在不同设备、不同系统、不同产品型号下的程序通用,极大的降低了对操作者的技能要求,同时实现了程序编制快速准确化,并用城轨牵引电机机座外围面加工工序进行编程举例说明。
关键词:类似产品;新产品试制;产品换型;变量;宏程序;快速编程
0 引言
使用宏程序编制加工程序具有智能性、灵活性和通用性等特点。从模块化加工的角度看,宏程序最具有模块化的思想和资质条件,编程人员只需要根据零件的几何信息和不同的数学模型即可完成相应的模块化加工程序设计,应用时只需把零件信息、加工参数等输入到相应的模块调用语句中,就能使编程人员从繁琐的、大量重复的编程工作中解脱出来。在实际工作中经过长期不断新产品试制中,发现对形状结构基本相同的产品进行加工时使用宏程序编程,能够快速准确的进行程序的编制,且不需要操作者过高的技能水平,并具有良好的通用性和不同系统程序的互换性。
1 背景分析
在日常动车、城轨机座的生产中,我们会遇见大量类似的新产品,外形和结合及加工工艺基本相同,唯有在产品尺寸上存在差异,如动车某1型和某2型牵引电机机座,城轨机座某1型、某3型、某8型、某18型牵引电机机座近30种类似产品。同时设备在产品换型时,班组各型加工中心的操作系统和辅助功能代码不同,导致程序编写格式不相同。列如FANUC系统的DL-MCH800型,SIEMENS840D系统的MHC1250型、TH65100*125B/3型、FK125型加工中心程序互不通用给生产造成很大的不便和工时浪费。新产品试制和产品换型时通常需要对产品进行重新编程,在操作人员技能水平不同时,编程试加工时间也会不同,且试制过程中容易出现操作编程失误,导致产品质量问题。在生产中经常会遇到小批量的生产的情况,重新编程试加工会浪费一定的工作时间,导致降低生产效率。
2 解决对策
常规数控编程是指ISO代码指令编程,每个代码的功能是固定的,分为准备功能G代码和辅助功能代码,这些代码由系统生产厂家开发,使用者只能按照一定的规定格式编。如程序段:G00X50Y20 Z40,程序中所有的数值都是固定的常量,不可变化。但在一些特定的情况下这些基本指令无法满足用户的需要,数控系统因此提供了用户宏程序功能,使得用户可以对数控系统进行一定的功能扩展。常量可以用变量来替代,而变量需在程序中进行赋值,从而来改变程序中变化的数值。FANUC系统机床为例,程序段:G00 X50 Y20 Z40可使用局部变量来进行赋值:#11=50;#12=20;#13=40,程序可改写为G00 X#11 Y#12 Z#13,这两段程序为相同定义。
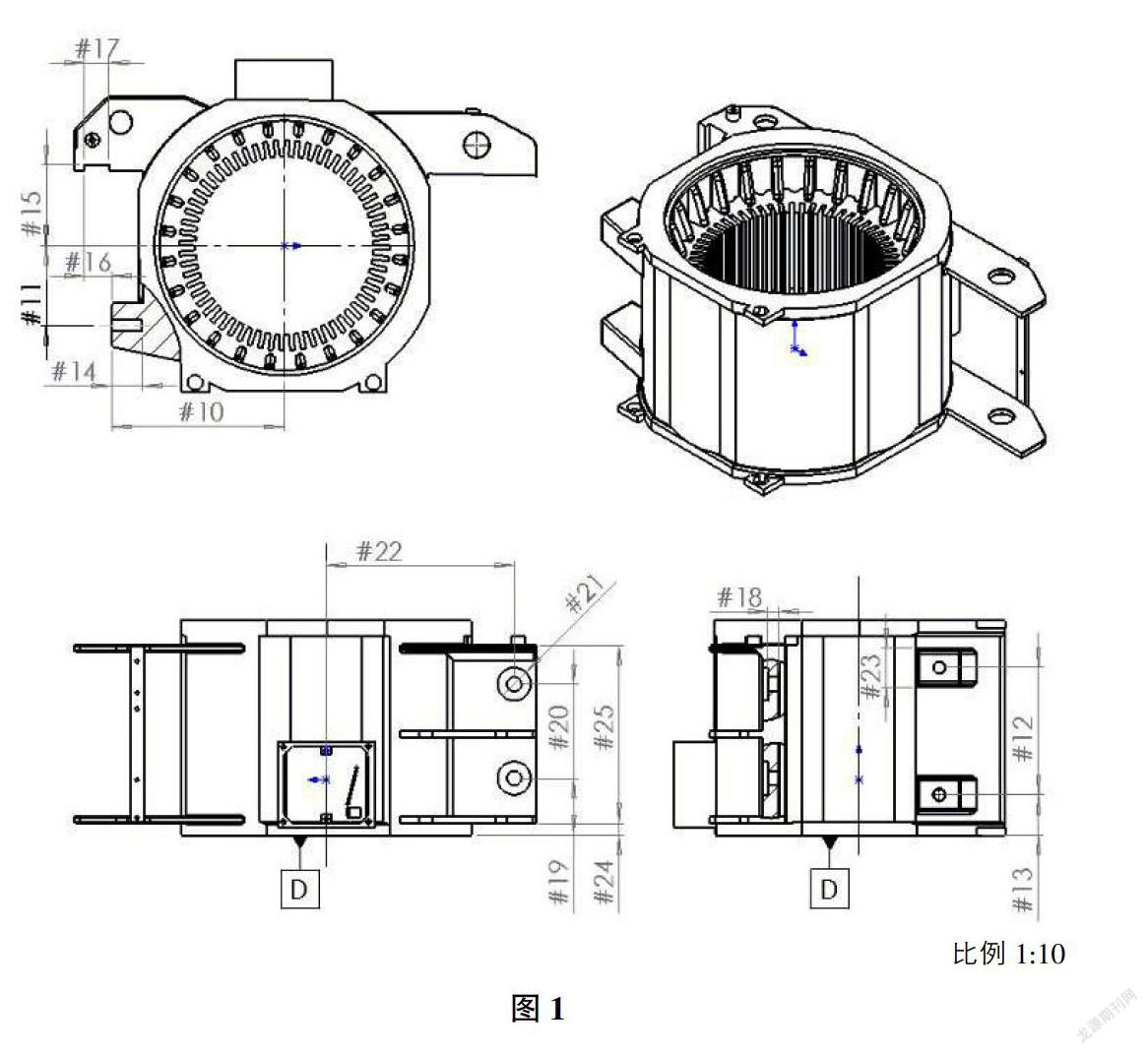
机座外围面加工几何信息输入赋值(以城轨机座外围面加工为例)对不同产品所对应尺寸进行赋值变量地址统一规划,例如机座下悬挂面到机座中心尺寸L1可设为#10、下悬挂M24螺纹孔到中心X值为#11、两孔距离为#12、第一孔到定位端面距离为#13、螺纹孔深度为#14等等。特别注意一但对变量地址统一规划完后不能随意更改,避免变量地址混乱出现不必要的错误。规划不同工件几何信息和工艺信息的赋值开始的程序段号,为该工件几何信息,工艺信息进行赋值。在同系列诸多的加工工件的图纸中对应的尺寸可以根据工艺要求先规划好宏变量的地址的分配,及准确调用运算等。
数控加工宏程序的编制:
数控加工宏程序的编制是以宏变量作为数控加工程序的工艺尺寸数值来代替常规编程中的常量工艺尺寸数值。这里以FANUC系统的DL-MCH800型加工中心加工城轨某8型牵引电机机座外面为例 (见图1)。
N10 #10=312 下悬挂面到机座中心尺寸
N11 #11=145 下悬挂M24螺纹孔到中心X值
N12 #12=230 下悬挂两M24螺纹孔的孔距
N13 #13=73 M24螺纹孔到定位端面的距离
N14 #14=45 下悬挂M24螺纹孔深度
N2300 T7 M06 ?准21浅孔钻加工下悬挂M24底孔
N2340 M13
N2350 G0G90G505B0M03S2850G80
N2360 M12
N2380 G90G43H07Z600
N2390 G98G81X#11Y[#12+#13] Z[#10-#14-10]R[#10+5] F140 浅孔钻循环
N2400 X#11 Y[#12+#13] 加工第一孔
N2410 Y#13. 加工第二孔
N2420 G80
N2430 M09
N2440 M05
N2450 G90G28Z0Y0
N2460 M01
N2470 ……
3 类似产品使用宏程序快速编程的先进操作方法的优点
①使用宏程序快速编程方法编程类似产品可以使用一个数控程序,有效节约数控系统的储存空间。
②可降低对程序编制作人员的技能要求,减少编程失误对加工质量的影响。
③只需要更改相关变量就可以做到在不同设备、不同系统、不同产品型号下的程序通,极大的减少了产品换型的周期。同时实现了程序编制快速准确化。程序編制效率和准确率有了很大的提升,能够产生较好的经济价值。
参考文献:
[1]陈海舟.数控铣削加工宏程序及应用实例[M].二版.机械工业出版社,2010.
[2]南车株洲电力机车有限公司技师协会主编.轨道装备——制造技艺[M].2012.
