Creo数控加工模块二次开发技术研究
2020-09-10张宏乐
张宏乐



摘要:本文针对Creo软件数控加工模块因工艺参数设置繁琐、汉化程度不足等原因,导致职业院校教学中普遍存在只应用该软件CAD模块功能,而对其CAPP、CAM模块不予涉及的情况,提出对软件数控加工模块进行二次开发,扫除软件一体化应用中的障碍。
关键词:Creo2.0;CAD/CAPP/CAM;二次开发
0 引言
Creo是由美国CAD/CAM软件设计公司PTC开发的一款专业软件,该软件的前期版本Pro/E自2006年进入中国市场以来,尤其是野火版(4.0和5.0版本),因其参数化设计的优点、简洁清晰界面、操作相对简单等特点,受到了用户的普遍好评。在全国有数以万计的各类制造业企业都在使用该软件,国内部分工科类高校开设的CAD/CAM课程也选用Creo作为主要学习软件。笔者在从事数控技术专业理实一体课程的教学过程中发现,学生学习了多种专业软件,如Matercam、UG、CAXA和Creo等,但每種软件的应用模块被割裂,Creo则侧重于其CAD模块,其CAPP和CAM模块不管是教材还是实际教学基本被忽略,如何在一种软件上实现从零件设计、三维造型、工艺制定、数控编程、数控加工一体化应用,避免学生学习过多软件而造成认知混乱,成了摆在我们教学中的现实问题。基于以上原因,本研究拟从Creo2.0软件入手,充分发挥其优秀的CAD功能,通过二次开发完善其CAPP和CAM模块,使其简单化、实用化,解决课堂教学一体化应用中的问题。
1 开发方向
Creo软件本身自带完善的数控加工模块,可进行各种类型零件的加工,但在数控工艺参数的设置中存在诸如可视化程度低、参数名不规范、操作过程繁琐等缺点,导致使用者必须熟练掌握各种参数,才能高效的完成相关操作,导致Creo/NC模块推广困难重重。为此,本研究对Creo数控加工模块进行分析,拟在其CAPP、CAM模块中添加交互菜单,利用交互菜单访问外部刀具库,简化刀具参数设置,同时实现数控加工工艺参数合理化归类和整理,舍弃冗余部分,通过优化界面设置,简化模块操作内容,提高数控编程人员的工作效率,使CAPP、CAM模块易学、易用。
2 拟解决的问题
①对Creo数控加工模块中的毛坯设置、刀具参数、加工工艺参数、机床种类、夹具种类等基本加工内容进行归纳与优化,去繁从简。
②将数控加工模块中个各个分项功能进行分析,依据基本功能,用机械专业术语进行充分汉化,扫清工程技术人员使用过程中的语言障碍。
③合理应用VS2010和Creo软件自带的二次开发工具Pro/Toolkit,进行数控加工模块各功能分项的界面开发,实现该模块内部数据与外部应用程序的无障碍集成。
3 开发方法
以VS2010为二次开发的基础平台,构建开发环境,充分利用Pro/Toolkit这一开发工具中包含的丰富函数库,进行数控加工模块各分项操作函数的定义,在归类和优化基本部分的基础上,筛选出合理的关键词和检索条件。针对参数设置内容较多的情况,制定简单易用的数据储存形式。二次开发流程图如图1所示[1]。
4 人机交互界面的开发
本部分使用VS2010为工具进行开发,只要利用其自带的MFC类库,同时也进行自主开发自定义数据库。实现Creo系统可直接调用MFC类库,同时搭建三类应用程序之间沟通的渠道。
5 编制Pro/Toolkit程序和MFC应用程序
①Pro/Toolkit程序主要完成各项子菜单的添加,动作函数的编写和MFC程序接口的定制。
②MFC应用程序主要完成数控加工(数控车削、数控铣削)刀具库的建立、毛坯库的建立、夹具库的建立等。
6 程序注册与运行[2]
二次开发内容完成后,编制完的应用程序必须先注册,才能被系统调用,可采用自动注册。应用程序注册完成后,系统加载程序,调用外库函数,实现刀具、夹具、毛坯、机床参数的自动输入。
7 实例验证
依托本研究的数控铣削加工系统已开发完成,一个完备的系统必须经过设计、开发、调试、修改及完善等步骤,才能投入使用。本例将运用数控铣削加工系统,结合加工实例,经过CAD实体造型、数控铣削加工工艺规划、数控仿真加工、CAM自动编程、生成G代码及实体零件加工等步骤验证二次开发的系统一体化应用的有效性。
7.1 实例任务导入
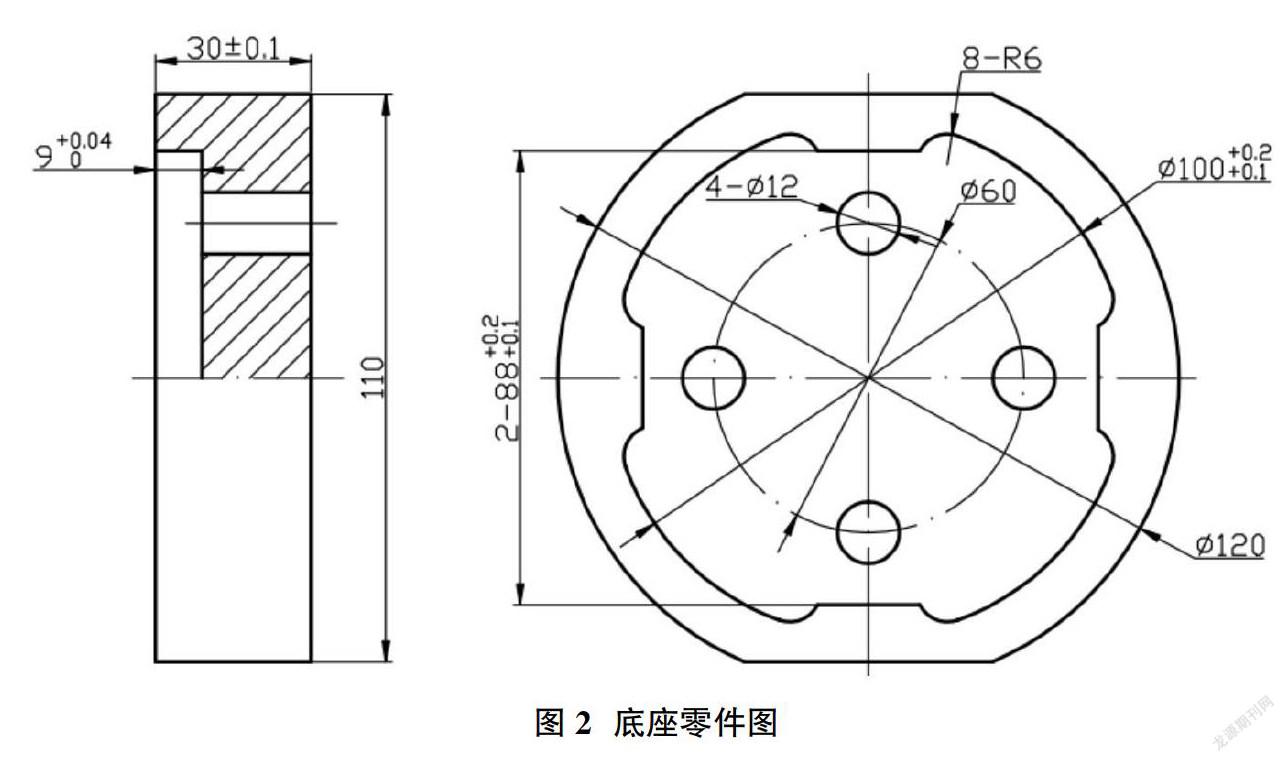
数控铣削加工实例零件说明:该底座加工实例零件为半成品,零件材料为45钢,小批量生产。该零件除内轮廓及内部通孔之外其他工序均已按零件图纸技术要求加工好,要求数控铣削内轮廓及所有孔。零件图如图2所示。
7.2 三维实体造型
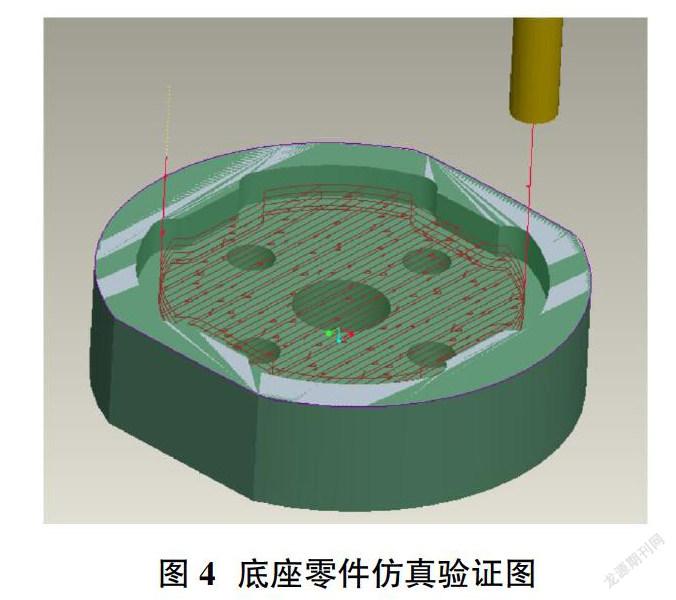
应用Creo软件CAD模块进行三维实体造型,其实体图如图4所示。
7.3 数控铣削加工系统的应用
本零件加工工序划分为粗加工、精加工两道工序,机床选择、刀具选择、装夹方案与夹具选择及切削用量等工艺内容省略,参数内容直接应用。
7.3.1 粗加工自动编程
在Creo2.0数控加工模块中,数控铣削粗加工通常应用“体积块”加工,它可在封闭型腔内逐层铣削掉余量,由于粗加工的目的是在短时间内尽可能去除多的余量。故在 Pro/NC设置各项加工参数如下:
①SCAN TYPE(扫描类型)为:TYPE_3,ROUGH_
OPTION;
②粗糙选项设置为:ROUGH_&_PROF(粗糙轮廓);
③走刀跨度为距为8mm;
④下刀深度为2mm,余量值0.5mm。
工件采用顺铣的方式,而且由于是内轮廓加工,为保护刀具采用螺旋下刀方式。如图3为本系统开发的简化加工界面,所示为粗加工参数设置图。
7.3.2 精加工自动编程
对于该零件精加工而言,主要目标是满足零件设计精度要求,包括尺寸精度、形位精度及表面粗糙度等。所以精加工过程的原则是:既要保证精度,同时兼顾加工效率。精加工采用行切+环切的方式,既提高了加工速度,又可得到较好的表面质量。因该零件加工精度要求不高,故加工模块仍采用体积块加工。在系统中设置各项加工参数如下:
①SCAN TYPE(扫描类型)为:TYPE_3,ROUGH_
OPTION;
②粗糙选项设置为:POCKETING;
③走刀跨度为距为8mm;
④下刀深度为 2mm,余量值 0mm。
工件采用顺铣的方式,采用螺旋下刀方式。参数设置过程与粗加工相似,在此不再赘述。
7.3.3 仿真驗证
Creo2.0具有仿真切削功能,通过该功能可验证刀具轨迹的正确性,本零件仿真结果如图4所示。
7.3.4 后处理
仿真验证无误后,通过Creo2.0自带的后处理器将生成的“CL数据”转换成数控机床可以识别的G代码。
7.4 实例零件的数控铣削加工
实例零件的机床选择、装夹方案的确定将不再赘述。将生成的数控程序导入数控铣床,并数控加工工件,如图5所示为零件成品图。
8 结束语
本文针对高职院校开设Creo软件课程时,只应用其CAD模块,而舍弃CAPP和CAM的现在,分析出阻碍该软件一体化应用的如数控加工工艺参数设置繁琐、汉化不足等原因,通过应用VS2010和Pro/Toolkit两种开发工具对Creo2.0进行二次开发,扫清了数控加工模块普及的障碍,并通过实例对开发成功的系统进行了验证。
参考文献:
[1]赵刚.基于Pro_NC的数控编程辅助系统的研究与实现方面的开发[D].大连:大连交通大学,2008,6:3-14.
[2]王隆太.机械CAD/CAM技术[M].北京:机械工业出版社,2010,2:4-10.
[3]魏定进.机械数控加工质量控制问题研究[J].内燃机与配件,2019(02):99-101.
