钛合金大型分段焊接制造质量控制分析
2020-09-02卫超
摘 要: 为了提高钛合金焊接质量,为增材制造等先进制造技术的应用奠定良好基础,以大型分段焊接制造为例,开展质量控制分析。立足于产品制造过程,对原材料质量检验过程、切割下料过程、部件装焊过程,以及中、大组立装焊过程中的质量控制措施进行探讨。以人、机、料、法、环、测为闭环分析体系,对现场焊接管理工作进行要素分析,明确了车间质量员、专职检验员在全过程质量控制中的职能职责。最后,针对当前质量控制中普遍存在的问题,提出解决对策。建立了每一次焊接施工都做到准备充分、预检彻底、整改及时、一次交验的质量控制体系。
关键词: 钛合金;大型分段焊接;质量控制;中、大组立装焊;全过程质量控制
中图分类号:TH162 文献标识码:A 文章编号:2095-8412 (2020) 04-041-05
工业技术创新 URL: http://gyjs.cbpt.cnki.net DOI: 10.14103/j.issn.2095-8412.2020.04.007
引言
焊接是增材制造等先進制造工艺的关键环节。当前,钛合金大型分段焊接制造技术在船舶制造等领域得到了广泛的应用,对增材制造领域的发展产生了巨大影响[1]。质量控制是钛合金大型分段焊接制造技术应用中的关键一环,是提高钛合金焊接质量、确保产品制造一次成功的有效保障[2-3]。
为了提高钛合金在大型分段焊接制造技术中的焊接质量,本文首先立足于产品制造过程的视角,对原材料质量检验过程、切割下料过程、部件装焊过程,以及中、大组立装焊过程中的质量控制措施进行探讨;其次从人、机、料、法、环、测的角度,对现场焊接管理工作进行要素分析;最后,针对当前质量控制中普遍存在的问题,提出了解决对策。
1 产品制造过程中的质量控制措施
1.1 原材料质量检验
为了严格落实质量控制点,稳定、有效地开展全过程检验,需要做好原材料质量检验工作[4]。材料进厂后,要根据《钛合金板材及焊材复验技术要求》(以下简称《技术要求》)[5],对钛板的平面度、型材的直线度等进行检查,同时进行取样复验,待合格后投入车间生产。以《技术要求》的平整度小于15 mm/m作为判定依据,若原材料质量合格,则流入下道切割下料工序,若切割过程中发现材料表面波浪太大,造成部分切割零件尺寸不能满足施工要求,则应该要求生产厂家将板材平整度控制在5 mm/m之内。
同时工作人员也要对入库的每张板材进行测量,只有板材平整度小于5 mm/m,才能流入下道工序。对于焊材,均应严格按照工艺要求,对焊条、焊剂、焊丝进行取样复验,只有合格的焊材才能用于实船建造。TA28焊丝、TA1焊丝取样复验合格率要争取达到100%。
1.2 切割下料
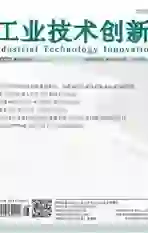
钛合金的切割采用水切割方式。对于切割完成的零件,应及时将切割版图上的相关信息移植至每个零件上,并经核对无误后,按相关要求做好记录,合格后流入下道工序。对于有坡口要求的零件,进行坡口的加工,并且还需要对坡口的加工质量进行抽查,保证坡口角度、光洁度等能够满足后续焊接的要求,如图1所示。
按照《分段完整性检查表》[6]的要求,对分段零件进行清点、记录,完整的补板、肘板等小零件要放置在专用的料斗中,防止运输过程中遗失。对于较大的零件,严格要求其在平整平台或专用搁架上进行吊运,防止板材在运输过程中产生变形。
1.3 部件装焊
钛合金的拼板对接在LWX型纵缝焊接机下进行。对于板边差超过2 mm或接头最薄部分超过板厚10%的部件,坚决要求重新配制,合格后方可施焊。焊接后,及时对焊缝外观质量进行检查并记录,对存在焊接变形的板材进行机械处理,把变形控制在平面度1~3 mm内。
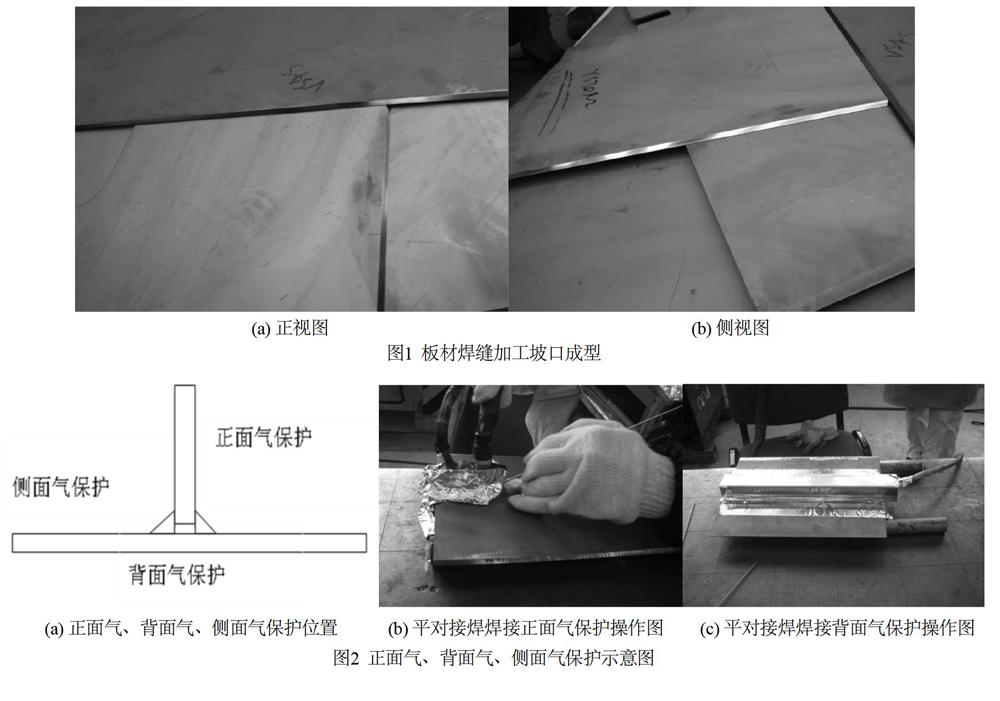
T型材等零部件的拼装在专用平台上进行,并画出型材安装的结构理论线位置。检查安装位置与划线位置的正确性,安装构件的垂直度、间隙等参数的合理性。焊前合理使用工装夹具加强,禁止在自由状态下进行施用。焊接时,进行过程监控,时刻提醒施工人员提高质量意识,做好实名制记录,并随时监测焊接环境、焊前清洁、气体保护等措施是否到位。气体保护对焊接质量的影响是非常大的,工艺上可以采用钨极氩弧焊进行焊接作业,利用高纯度的惰性气体氩气来保护熔池。由于钛合金在高温固态时能吸收大量的气体,所以若要获得良好的保护效果,就必须在传统钨极氩弧焊工艺中正面气保护的基础上,增加对背面气和侧面气的保护,比较对焊缝进行全面保护也是获得优良焊接接头的关键所在。正面气、背面气、侧面气保护示意图如图2a所示,其中正面气、背面气保护操作图分别如图2b和图2c所示。
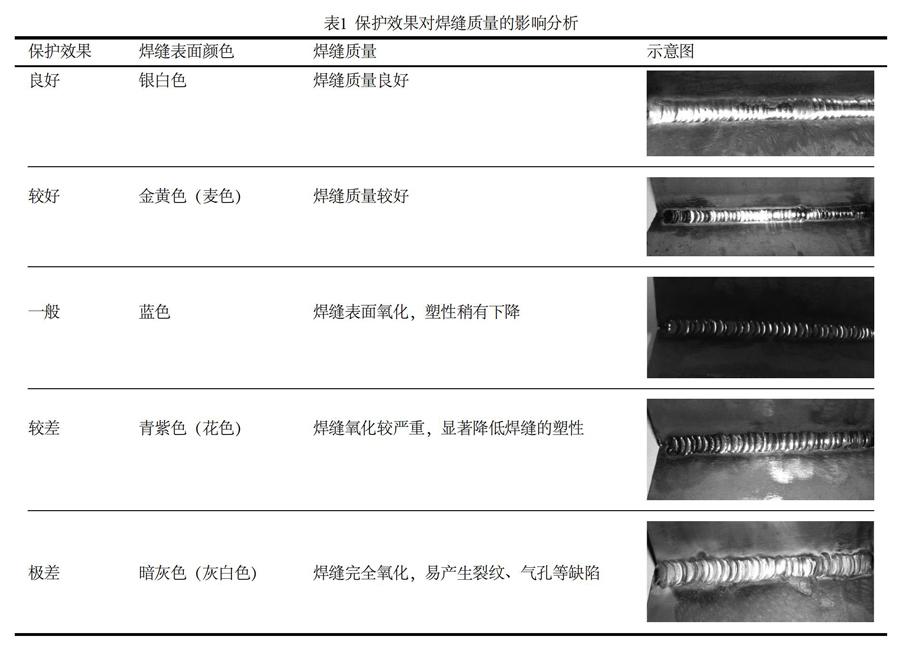
保护效果对焊缝质量的影响分析如表1所示。
1.4 中、大组立装焊
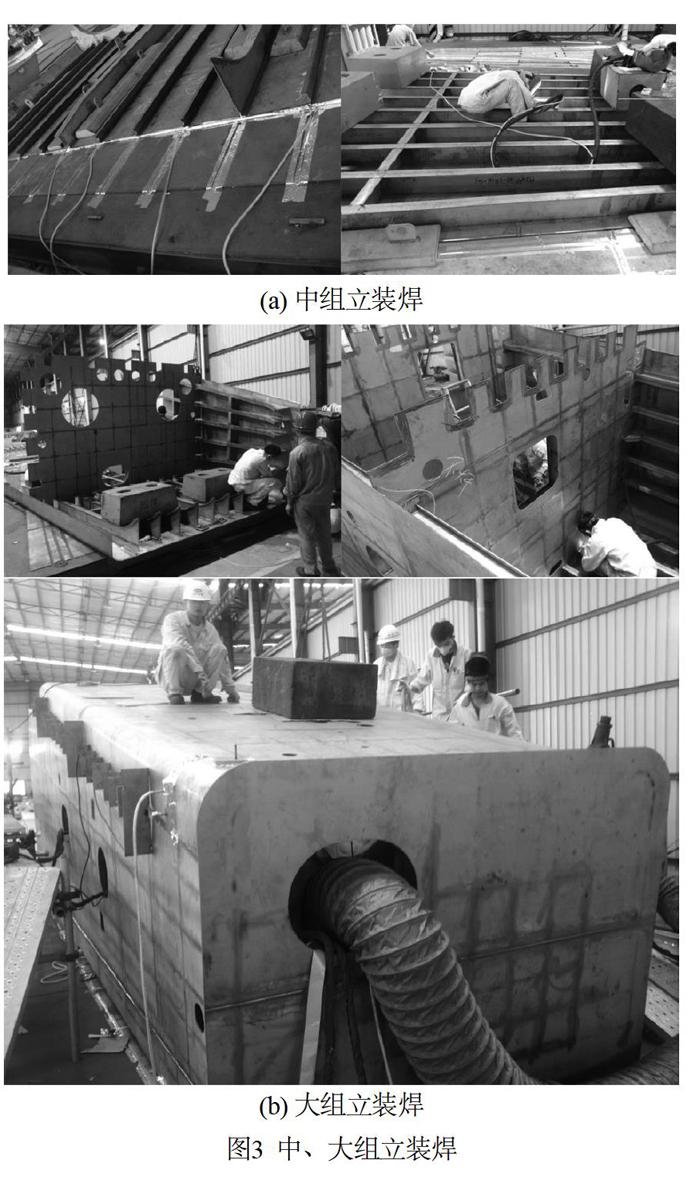
钛合金大型分段焊接制造技术的中、大组立装焊在不锈钢专用平台上进行,如图3所示。在施工过程中,需要按照《钛合金分段制作检验细则》[7]对焊件和焊丝表面质量进行抽查,确保无影响焊接质量的污染物和水分存在。对于铺板完成的二次划线,应该按照设计图纸,对构架安装位置线进行逐一复查,并对安装后的构架安装位置正确性进行核对。此外,焊接过程中,通过施工人员自检、班组长及检验员跟踪记录等方式,控制零件的材质、厚度、焊接层数、焊接层间温度、母材焊接前温度、环境温湿度、焊缝和热影响区外观颜色等参数。
在现场,严格控制现场的施工环境。严禁打开门窗,做到整个施工环境风速小于3 m/s。当现场环境温度及焊件温度低于5℃时,均禁止焊接。相对湿度应小于80%。与此同时,还应该严格控制焊接电流、焊接速度,保证平焊控制在300 mm/80 s左右,立焊控制在300 mm/120 s左右。零件与零件之间的连接焊缝焊接完成后,及时对焊缝及热影响区外观颜色进行检查,并将结果记录下来。最后,需要对每层焊缝金属表面质量进行检查,若出现淡黄色和金黄色的氧化皮,要及时清除。
2 现场焊接的管理工作要素分析
在钛合金大型分段焊接过程中,从领导到现场施工人员,都要树立牢固的质量意识,不放过点滴的质量隐患,作业区内部也要设立车间质量员,与专职检验员一同做好全过程质量控制。要加强焊接质量自主管理,每个焊工均需要对其焊接的每一段焊缝进行确认,合格后才进行后续的焊接,如有异常情况,停止施焊并及时反馈,重新检查焊机、焊接参数、气体保护、焊材等,确保隐患消除后方可继续施焊。
在钛合金大型分段焊接的全过程质量控制中,还应该不断提高检验员的技能水平和实战的经验。要不断增强装配工为下道工序服务的潜在意识,尽可能地做到“0”间隙。若施工人员和作业区出现问题,不能隐瞒,要及时提出和反馈,积极寻找出现问题的原因,不断优化焊接工艺,进一步提高施工技能水平。要素分级检查表如表2所示。
3 质量控制中存在的问题及解决对策
3.1 存在的问题
虽然钛合金大型分段焊接制造技术已经趋于成熟化,但或多或少还是会存在一些质量问题,比如经常会出现密集气孔等类型的缺陷。常见的问题如下:
(1)焊工对钛合金焊接经验欠缺,焊接过程中的清洁、除湿、气体保护等工作未做到位,容易导致缺陷产生;
(2)钛合金中、大组立装焊过程缺乏有效监控,未受到足够重视,且事后没有采取相应的整改措施;
(3)拼版存在违规使用问题,例如探伤不合格的LB200T、TB179C两块拼板重新制作后,将原板由拼板焊缝割开,作为其他零件之用;
(4)在施工过程中,检验员没有每周进行一次不定时巡检,未实施现场监控,未及时反馈施工过程中的质量问题;
(5)后续钛合金分段由制造部进行拼板,不够规范;
(6)没有做好钛合金焊接质量问题的及时预防;
(7)品质保证部对月度探伤抽查工作还应加强,作为今后质量体系的重点工作。
3.2 解决对策
针对钛合金大型分段焊接制造普遍存在的问题,结合实际工作经验,总结出有效的解决对策如下:
(1)作业区要每月定期检查,保养焊接施工小车稳定性,若在现场人员在施工中发现小车齿轮异常,应及时停车,并联系工务保障部或服务商进行调试、维修。
(2)以H2586/87船为例,每个钛合金分段在拼板对接烧焊前,必须先对试板进行烧焊试验,经品保探伤合格后,才可以正式对施工分段进行焊接。
(3)以DK1A拼版为例,对于拼板全自动焊缝,应先100%着色探伤,制造部必须要严格按照《60910038HB钛合金焊接质量检查及焊缝修补要求》[8]、《60910035B钛合金焊接技术要求》[9],对裂纹进行修补打磨处理,100%着色探伤合格后,才可以进行拼板构件装配。
(4)对于其他钛合金拼板,应加大抽拍片射线探伤数量,制造人员应该加强自检力度,预防拼板裂纹再次产生。品保人员也要相应地抓好质量管理。责任心和重视程度是保证产品质量的前提,不能放过点滴的质量隐患。
4 结束语
虽然目前对钛合金大型分段焊接制造技术积累了很多成熟的经验,但是绝不能放松对焊接质量的要求。要秉承质量第一的原则,保证每一个交验项目都做到准备充分、预检彻底、整改及时、一次交验。
针对全新的钛合金大型分段焊接制造技术,需要积极地采取多种渠道,培养检验员的业务技能水平,让他们到专业的机构学习调研,参加焊研所焊工培训等,不断掌握理论知识以及对图纸工艺的学习,让检验员能够较快地胜任钛合金大型分段焊接制造的检验任务,保证各工序质量均符合设计图纸和工艺技术要求。此外,要不断将钛合金大型分段制造的质量管理方法推广到在其他分段的制造过程中,推动我国船舶制造、增材制造等产业的发展。
参考文献
[1] 张慧婧. TC4钛合金等离子弧焊接工艺及组织性能[D]. 呼和浩特: 内蒙古工业大学, 2017.
[2] 唐丽, 李东, 刘成, 等. 热丝TIG焊在管道焊接中的应用[J]. 焊管, 2017, 40(6): 30-33.
[3] 车泽伟. 高强不锈钢热丝TIG焊工艺及温度场数值模拟[D]. 哈尔滨: 哈尔滨工业大学, 2017.
[4] 张兴品, 刘爱国, 王宝堂. 熔丝TIG焊与MIG/TIG焊工艺对比[J]. 沈阳理工大学学报, 2017, 36(4): 44-48, 61.
[5] 鈦合金板材及焊材复验技术要求[Z].
[6] 分段完整性检查表[Z].
[7] 钛合金分段制作检验细则[Z].
[8] 60910038HB钛合金焊接质量检查及焊缝修补要求[Z].
[9] 60910035B钛合金焊接技术要求[Z].
作者简介:
卫超(1983—),通信作者,男,本科,上海人,助理工程师。研究方向:质量管理。
E-mail: 781957090@qq.com
(收稿日期:2020-05-20)
Quality Control Analysis on Large Section Welding of Titanium Alloy
WEI Chao
(Jiangnan Shipyard (Group) Co., Ltd., Shanghai 201112, China)
Abstract: In order to improve the welding quality of titanium alloy, and further lay a good foundation for the application of advanced manufacturing technologies such as additive manufacturing, the quality control analysis is carried out by taking large scale welding manufacturing as an example. Based on the product manufacturing process, discussed are the quality control measures in the processes including raw material quality inspection, cutting and blanking, assembly and welding of components, and assembly and welding of medium-scale and large-scale. By taking personnel, machine, material, method, environment and test as the closed loop analysis system, analyzed are the key elements of field welding management, and clarified are the functions and responsibilities of workshop quality controller and full-time inspector in the whole process of quality control. Finally, in view of the common problems in the current quality control, established is a quality control system to ensure that every welding construction is fully prepared, thoroughly pre-inspected, timely rectified and once delivered.
Key words: Titanium Alloy; Large Section Welding; Quality Control; Assembly and Welding of Medium-scale and Large-scale; Whole Process of Quality Control