630E 卡车电动轮定子线包更换改进工艺
2020-09-02吴海滨
吴海滨
(神华准格尔能源有限责任公司 设备维修中心,内蒙古 鄂尔多斯010300)
630E 电动轮自卸卡车载重量154 t,一直是黑岱沟露天煤矿主要的原煤运输设备之一,但由于设备投入使用时间长,老化严重,各种电气问题日渐严重,特别是直流电动轮电枢环火的故障,环火引发的电气问题越来越多,定子线包更换频率也越来越高。
传统的定子线包更换工艺,存在很多的不安全因素,装配也费时费力,露天矿车间检修成员对630E 卡车电动轮定子线包更换工艺进行改进,成功的制作了新的定子线包更换工具,极大的节省了维修时间,提高了露天矿630E 电动轮卡车的出动率。
1 630E 卡车电动轮定子线包
630E 卡车的运行是通过电动轮中的电枢运转来驱动行星轮来实现的,电枢通过电枢轴承保持其在电动轮内部沿几何中心线平衡地旋转。带电流运转的电枢与磁极距离不断变化,很容易使电枢发生环火故障。随着不平衡的加剧将会造成电枢和定子线包摩擦碰撞,出现电枢落架甚至更为严重的扫膛事故,造成定子线包损毁报废,所以保证定子线包输出稳定的磁场至关重要。
1)630E 电动轮定子结构。630E 电动轮额定功率562.6 kW,最高电压800 V,最大电流2 500 A,最高转速可达1 540 r/min 的直流电动机[1]。定子部分是由定子基座和电气定子线包组成。基座内壁的直径为700 mm,电气定子线包气隙为400 mm。电气励磁、换向线包分别用M24 的内六角螺栓和M10 的螺栓将其固定在基座上,内部形成环绕式磁场。
2)630E 电气部分结构。电气部分是由4 个励磁线包和4 个换向线包组成。励磁线包两两1 组,换向线包4 个为1 组。1 个励磁线包1 个换向线包而形成直流电动机的环形磁场。 定子线包都是由铁芯、线圈、绝缘层组成。励磁线包自重为35 kg,换向线包自重为15 kg。
2 630E 电气部分装配工艺流程
1)首先将定子内部清理干净,避免油污、者尘土等异物进入定子内部,同时用绝缘漆对定子内定子线包指定位置进行喷漆处理,以加强定子线包本身对地的绝缘性能,喷漆后等待1min,使绝缘漆中的水分自然风干,以免影响定子线包的绝缘性能[2]。
2)作业人员用手支撑起钢管,将钢管的前端通孔位置对准励磁定子线包中心孔,必须放平,放正,同时钢管前端与定子线包接触的部分应加衬垫,防止钢管损坏定子线包的铁芯或线圈,作业人员与支持钢管的作业人员沟通协调一致,使用自制的M18螺栓旋入,既必须保证定子线包本身不会钢管脱离,又要保证定子线包在左右方向上有轻微的移动,这就依靠经验来判断,允许前后有100 mm 的误差。
3)将吊带固定在靠近定子线包侧钢管1/3 的位置,作为杠杆原理的起吊的,固定的位置必须牢固(通常使用吊带在钢管上至少保证1 圈的方式进行防滑,即便这样也不能完全保证起吊点的位置一直不会改变)前面所有的工序都准备完毕,由现场专职指挥人员,下达作业许可指令,由行车操作人员鸣铃作为提示信号,小高度,短行程进行吊运,待起吊平稳后便可进行装配作业。
4)用5 t 的行车起吊吊带,同时远离定子线包侧的钢管尾部(配重部分)依靠2 人的臂力同时向下施加压力,才能将定子线包平稳起吊,施加压力时,2个作业人员必须沟通一致,同时作业,稍有不慎其中1 人出现失误,就会出现难以预测的后果:一是作业人员受伤,一是设备损坏或者是造成更严重的后果。故作业人员配合尤为重要。
5)从定子线包的工位开始起吊直到电动轮定子内部,吊运的过程中必须有专人指挥,始终保证移动路线上不能有任何异物,同时提示周围其他人和物,一边行车走,一边作业人员跟随移动,同时施加向下的力。移动过程中是个很有难度的过程,很耗费体力,2 个作业人员的步调必须一致,同时还要考虑行车本身在移动方向上的惯性,做到低速度,慢移动。
6)定子线包到达定子空间时,移动行车小车前后的方向缓慢地将定子线包放入电动轮内部,放置过程必须保证定子线包前后左右的位置,使定子线包不能与电动轮定子有磕碰,以免损伤定子线包,即将到达定子线包指定位置时开始进行对孔,这也是最难的一步,由于作业空间受限,放入定子线包后,空间变得更加狭小,就要把所有的辅助设备工器具都撤出后,作业人员爬入电动轮定子内部仅靠人的力量去微调螺孔,由于内部空间有限加上内部空间黑暗很难1 次就对正,反复以上的动作可能有时候得4、5 次,允许前后1 mm 的误差。
7)对正螺栓孔后用M24 的内六角螺栓固定定子线包,开始先试拧几扣,观察和感受螺栓旋入的力量是否吃力,若比较吃力则表明螺栓的孔没有完全对正,必须继续调整定子线包的位置,最后是螺栓很轻松正常地璇入,用扭力扳手扭矩为651 N·m 将励磁定子线包固定。
8)如此反复地将其余励磁定子线包和换向定子线包逐个固定在定子指定的位置上,测量气隙距离在误差范围内,并对励磁定子线包和换向定子线包分别做匝间试验和对地试验,确定完好,再进行整体使用380 V 钎焊机进行焊接,形成一个环形的磁场,使电枢在电动轮内部平稳顺滑地转动,向负载输出稳定的扭矩。定子线包电气接线图如图1。
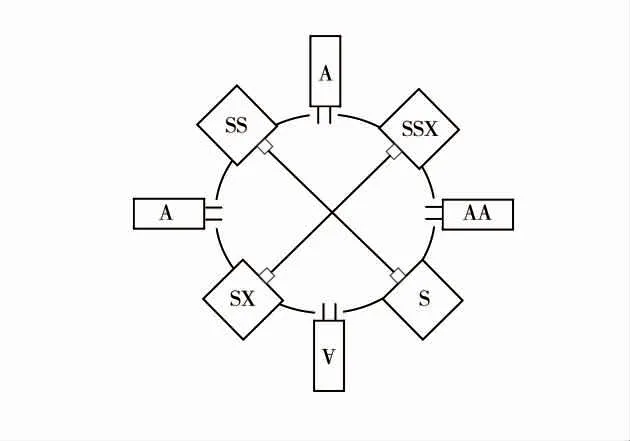
图1 定子线包电气接线图
2.2 装配过程中的弊端
1)人的不安全因素。具体为:①吊带与钢管1/3处的接触面很容易打滑,很容易造成吊带的前后滑动,一旦滑动后,平衡点改变,起吊吃力,甚至很难起吊;②起吊过程中,人一旦控制不好向下的力量直接导致定子线包滑落,易造成人员和设备损坏事故;③吊运过程中,作业人员一边控制向下的压力,一边观察移动路线上是否有障碍物,很容易分散人的注意力,存在重大安全隐患。
2)物的不安全状态。钢管是自制带弯度,加上定子内部受限空间,配合不一致,很容易造成作业人员手指挤伤事故。
3 装配工艺改进
为了解决作业过程中存在的不安全因素和无形中增加劳动强度,决定对工艺进行改进,设备设施进行改进和优化,设计出水平方向的Y 型吊具,首先它是使用定子线包本身自重作为配重,作业人员不再参与其中,其次在水平方向上恰恰是用了直角边,增大了作业空间。
3.1 Y 型吊具设计
Y 型吊具设计图如图2。
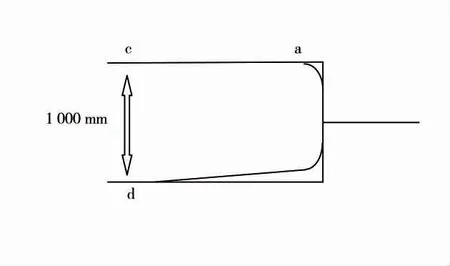
图2 Y 型吊具设计图
整体采用高度为20 mm 宽度为40 mm 的Q235弹性钢材一体成型[3],Y 型开口尺寸为1 000 mm。在与定子线包接触的前端d 部分开宽25 mm 长40 mm 的通孔,保证M18 自制螺栓恰好能通过,在上方部分即d 通孔部分的正上方,在钢材上进行钻孔,深度不得超过钢板厚度的,同时进行攻丝用M8 的螺栓吊环能够旋入固定,作为行车吊运的位置。扶手位置e 使用直接为42 mm 的钢管进行焊接而成,长度为1 000 mm。作为控制定子线包摆入时的方向和具体位置。在2 个90°的直角处使用拉筋进行焊接,增大彼此之间的引力,减小定子线包自重造成钢架变形,尽可能使定子线包在水平方向保持平衡。
3.2 Y 型吊具的制作过程
首先使用厚度为20 mm、宽度为40 mm、长度为3 000 mm 的Q235 弹性钢材,使用冲压机一次成型,在其中一边厚度为原来的1/2,宽度也变为原来的1/2,焊接成槽型的模具,与原框架焊接成为一个整体[5],分别焊于ac 和ab 2 条边。最难的也是最重要的是bd 边(吊运定子线包边)。首先首先它的前端不能加厚只能(因为螺栓通过孔b 与定子线包相连接),余留前端的距离为300 mm。通过查阅资料想要增加其稳定性,三角形的稳定性比槽型更加稳定,而且承受的应力,同等情况下增加1.5 倍。于是在bd边决定使用三角形作为其护边,同时还减轻了整体的质量,使用锐角为15°的直角三角形焊接而成,最后再与框架焊接成型,最终既保证了最大的应力又保证了该装置的轻量化,达到最优的状态[6];另外其中的一个难点是该装置的中心点(起吊点)的选择,该点决定了吊运重物是始终保持装置的平衡性,开始测试,首先在没有任何外力的作用下,假设只吊运定子线包本身,它的中心点肯定在定子线包的重心上,再考虑装置的自重,它的重心点肯定就会随之改变。吊点与装置水平度变化见表1。

表1 吊运点与装置水平度变化
从表1 中可以看出,最后决定距离前端200 mm近视最为起吊锚点。
3.3 Y 型吊具的试用
使用5 t 行车通过螺栓吊环,吊运定子线包,bd边在水平方向保持平衡,没有出现角度上的偏移变形[7]。行走过程中,作业人员只需要通过扶手e 位置行进方向调整即可,轻巧,便捷。控制行车位置恰好放入定子线包指定位置,先用M24 内六角螺栓进行对孔,需要微调时使用扶手轻微移动即可。将定子线包吊运螺栓旋出,人扶好扶手,行走行车然后侧出Y型工具,完成装配定子线包[8]。
4 2 种工艺对比
传统吊运过程是把定子线包吊运的中心点放在定子内部,即有限作业空间内部。使得作业环境变得更加狭小,作业更加不方便,直接影响作业人员的安全;而后者的作业空间至少提高1/3,使人在有限作业空间更加灵活。吊运支撑点的改变直接也改变了力的作用点,使传统工艺需要通过外力使杠杆保持平衡,而且人施加的力量也很难平稳有效地输出作用到杠杆上。新工艺不需要额外的力量,作业人员是方向的控制者,很大程度保证作业安全,相比前者提高了作业效率,节约了维修成本,保证了设备运行的稳定性。
5 结 语
露天矿630 E 自卸卡车电动轮定子线包更换工艺改造很大程度地减少了由原来费时费力、不安全作业等多种问题,提高了检修效率,加快了检修进度。该设备运行至今未发生过不安全行为,提高了露天矿630 E 电动轮卡车的使用率。
