电阻焊(钛/钢复合单元)—火电烟囱防腐的选择
2020-09-01李坤明王爱如
李坤明,王爱如
(1.日本名古屋市SPF有限公司研发部,日本 467-0862;2.北京东方华坤环保科技有限公司,北京 100071)
随着大众环境意识的提高和国家环保标准的逐步完善,国内新建火电工程都要求进行烟气脱硫(FGD)处理以治理大气污染。虽然电阻焊钛/钢复合材是烟气脱硫(FGD)烟囱的最优选择[1],但在我国国内还很少被认识(2)。国内钛/钢复合材造价高,工人作业环境劣,使用中的故障等固定意识还困扰着我们的决策。在这里,笔者介绍这项由日本SPF公司开发,自1986年美国肯塔基州路易斯维尔天然气和电力公司米尔克里克4号机组开始,在美国9家电力公司10个电厂创造了11500m2的业绩,在东南亚更有52813m2,在福建漳州后石电厂有33234m2的业绩,实现了35年以来实机运转无故障的成熟技术——电阻焊钛/钢复合单元。
本技术于1999年2月在日本,美国,韩国,中国,中国台湾等12个国家和地区取得了专利。经过35年的实际和经验的积累,相关技术进一步被完善,于2014年10月取得了中国知识产权局ZL20140343151.2号实用新型专利。
1 电阻焊钛/钢复合单元的特征
1.1 制造上的特征
复合单元由钛板和钢带组成。钛板和钢带通过连续电阻焊固定在一起。连续电阻焊又被称为缝焊。就像用缝纫机把两枚布缝在一起一样,连续电阻焊是利用两个圆盘状电极的上下加压,电极间流过的电流加热钛板与钢板的界面,电极的回转使复合板向后移动,实现连续电阻焊接。图1是焊接过程的示意图。
1.2 构造特征
1.2.1 厚度
烟气环境下,钛的腐蚀速率为0.0002mm/年。耐腐蚀性的钛板的厚度可以在0.5mm~2.0mm之间选择。1984年~2000年间美国的电厂和福建漳州后石电厂选择1.6mm,最近国内一般选1.2mm。钢带的厚度可以在0.5mm~6.0mm之间选择[2]。由于钛板的自重作用到烟囱内壁的力矩等于钢带的厚度。因此,钢带的厚度越小内衬钛板受内部气压变化造成的振动的影响就越小。根据钛板和钢带的厚度选择合适的电流和加压力进行电阻焊接。
1.2.2 典型构造
钛板的尺寸任意。形状也不受限制。对于烟气脱硫装置,通常使用2.4m×2.4m或1.2m×3.0m,1.2m×2.4m。
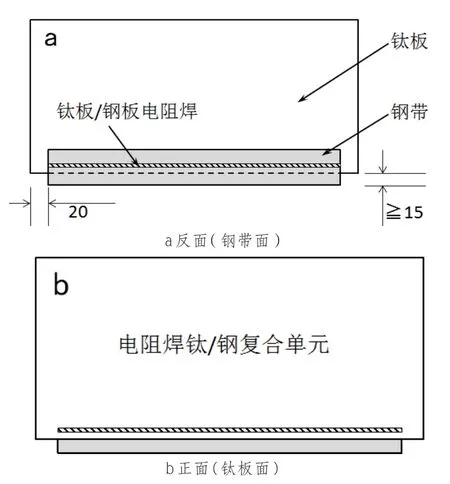
图2 A构造一边有钢带的复合单元
A构造,钛板一边有钢带固定。图2给出了A构造复合单元的反面和正面示意图。
B构造,钛板两边有钢带固定。B-1构造,钛板两对边有钢带固定。B-2构造,钛板两邻边有钢带固定。图3给出了B-1构造复合单元的正面示意图。图4给出了B-2构造复合单元的正面示意图。
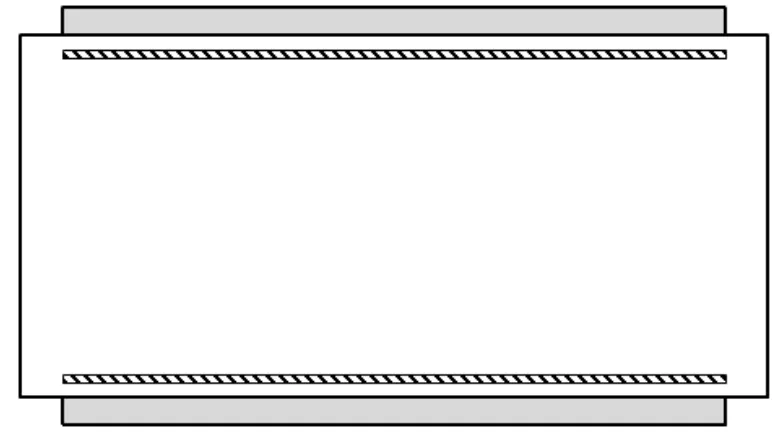
图3 B-1构造两对边有钢带的复合单元

图4 B-2构造两邻边有钢带的复合单元
C构造,钛板三边有钢带固定。图5给出了C构造复合单元的正面示意图。
D构造,钛板四边有钢带固定。图6给出了D构造复合单元的正面示意图。
连续电阻焊机可以方便地制作各种构造的复合单元而不受尺寸限制。一边有钢带固定的A构造复合单元适合于烟囱防腐施工的交叠施工法。两对边与钢带通过连续电阻焊固定的B-1构造复合单元适合于烟囱防腐施工的板条施工法。其他复合单元构造可以根据施工现场的状况分别使用。
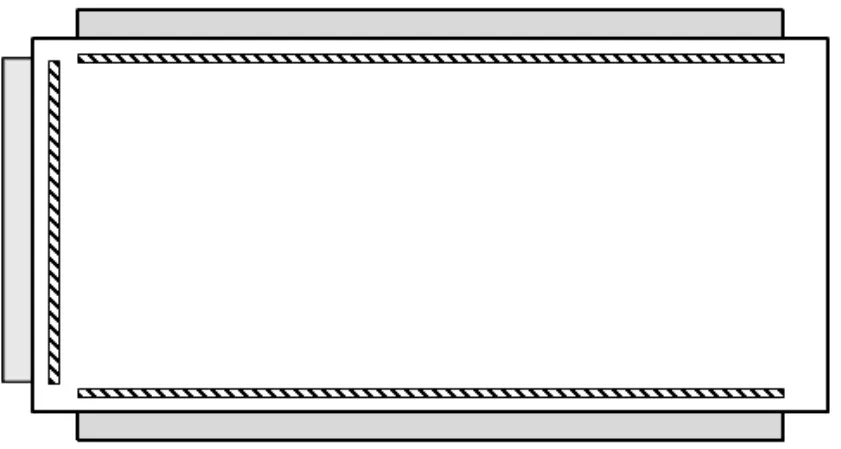
图5 C构造三边有钢带的复合单元
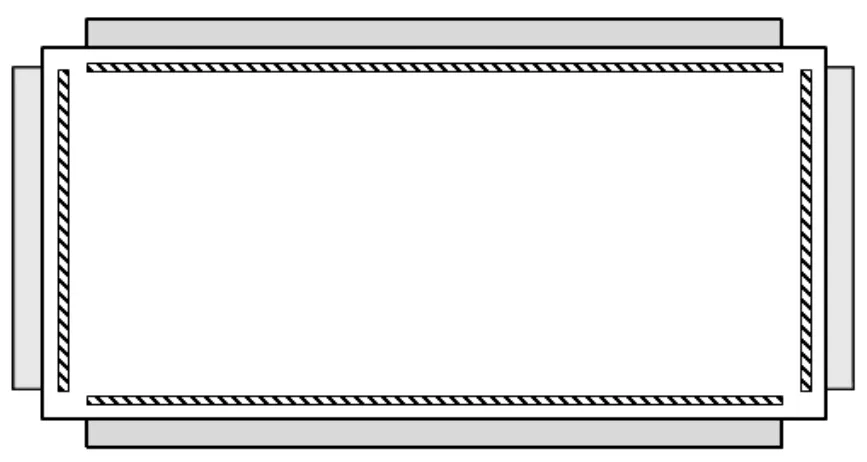
图6 D构造四边有钢带的复合单元
1.2.3 构造的特点
(1)钢带比钛板的边缘至少要突出15mm,见图2-a的右下角标示的尺寸。以便在后续施工过程中钢带/烟囱钢内壁的焊接不会损伤钛板表面,不会降低钛板的耐腐蚀性能。
(2)钢带的长度要比所固定钛板的边短20mm,见图2-a的左下角标示的尺寸。以便在后续施工过程中钛板/钛板的焊接不会混入铁钢的成分,不会降低钛板的耐腐蚀性能。
1.3 机械性能
日本SPF公司精力于各种耐腐蚀金属与钢的连续电阻焊复合工艺,近50年间建立了庞大的数据系统。
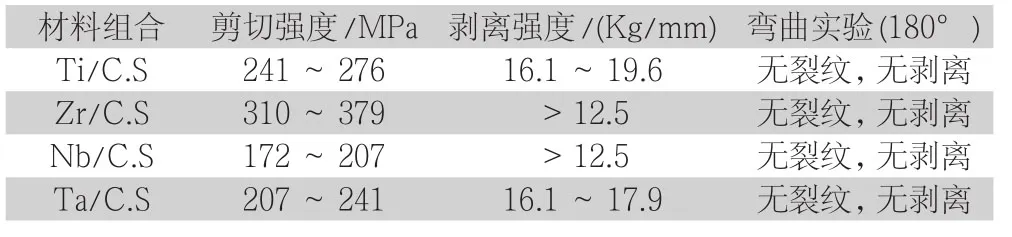
表1 连续电阻焊焊线的机械性能
中国国家有色金属及电子材料分析测试中心对日本SPF公司制造的连续电阻焊焊线的机械性能进行了测试,表1给出了几种组合的机械性能的测试结果。其中钛/钢复合材的剪切强度为241MPa~276MPa,满足于<钛/钢复合板>GB8547-2006标准中9的BR2类执行标准的τ≧140MPa。弯曲试验和剥离试验也给出了良好的结果。
1.4 施工过程特征
根据电阻焊钛/钢复合单元的构造特点,日本SPF公司开发出两种后续烟囱的防腐施工方法。交叠法和板条法。
1.4.1 交叠法施工顺序(A构造,一边有钢带的复合单元的利用)
图7给出了交叠施工法连接的示意图:
①单元1钢带与烟囱内壁之间钢/钢的焊接。
②单元2的钢带与烟囱内壁之间钢/钢的焊接。
③单元1钛板与单元2钛板之间钛/钛的搭接焊,纵向搭接焊焊缝与横向电阻焊焊缝之间要错开一定距离。这个距离要求大于钛板厚度的2倍。
④单元3钢板与烟囱内壁之间钢/钢的焊接。
⑤单元3钛板与单元1,单元2钛板的搭接焊。叠加部分盖住电阻焊焊缝。纵横焊缝的十字交差会产生焊接强度弱点。为避免强度弱点,横向搭接焊焊缝与纵向搭接焊焊缝之间要错开一定距离。这个距离大于钛板厚度的2倍是比较安全的。
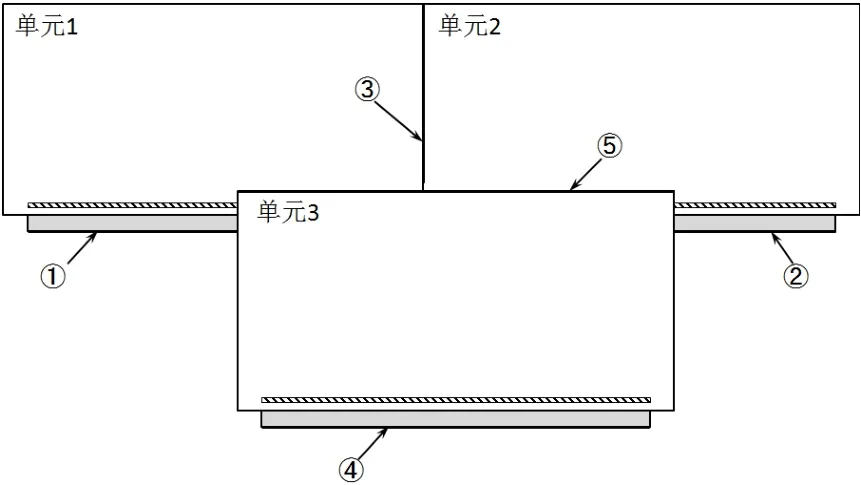
图7 交叠施工法连接
1.4.2 板条法施工顺序(B-1构造,两对边有钢带的复合单元的利用)

图8 板条施工法连接
图8给出了板条施工法连接的示意图:
①,②单元1的钢带与烟囱内壁之间钢/钢的焊接。
③,④单元2的钢带与烟囱内壁之间钢/钢的焊接。
⑤单元1的钛板与单元2钛板之间钛/钛的搭接焊。
⑥,⑦,单元3的钢带与烟囱内壁之间钢/钢的焊接。
⑧单元3的钛板与单元2钛板之间钛/钛的搭接焊。
⑨,⑩单元4的钢带与烟囱内壁之间钢/钢的焊接。
⑪,⑫单元5的钢带与烟囱内壁之间钢/钢的焊接。
⑬单元5的钛板与单元4钛板之间钛/钛的搭接焊。
⑭,⑮单元6的钢带与烟囱内壁之间钢/钢的焊接。
⑯单元6的钛板与单元5钛板之间钛/钛的搭接焊。
⑰钛板条1与单元1,单元2的钛板之间钛/钛的搭接焊。
⑱钛板条1与单元4,单元5的钛板之间钛/钛的搭接焊。
⑲钛板条2与单元2,单元3的钛板之间钛/钛的搭接焊。
⑳钛板条2与单元5,单元6的钛板之间钛/钛的搭接焊。
钛板条2与钛板条1的钛板之间钛/钛的搭接焊。
2 电阻焊钛/钢复合单元应用的优异性
2.1 制作过程的优异性
使用正当企业出品的1.0mm~1.6mm厚的冷延钛板和0.5mm~6.0mm厚的磨光钢板,电阻焊前不需要打磨,不使用化学药品及其它前加工工序。
电阻焊过程不产生火花,粉尘,不发出噪音,不产生废弃物,可以设置在城市中的工厂里。机械化程度高,工人作业环境清洁。连续电阻焊机占地面积仅有20m2,一般的工厂车间都可放得下。只要有电,可以驱动电机,有水可以冷却工作物就可以进行生产制造。制造工期短,供货及时。
复合单元的尺寸不受机器设备的限制,不规则的形状也可以制作,施工设计自由度高。针对不同部位详细,周密的设计,制作出相对尺寸的复合单元,可以不用进行2次加工,大大提高后期现场施工效率。
2.2 构造上的优异性
电阻焊复合单元构造上来看,钢带比钛板的边缘至少要突出15mm,为钢带与烟囱内壁的焊接留出了空间,以保证钢的焊接不会损伤钛板表面。钢带的长度要比所固定钛板的边短20mm,以保证在后续施工过程中钛板/钛板的搭接焊不会混入铁钢的成分,不会降低钛板焊缝的耐腐蚀性能。
电阻焊复合单元的钢带越薄,对烟囱自身造成的负担越小。钛板自重作用到烟囱内壁的力矩等于钢带的厚度。钢带越薄,钛板与烟囱内壁间的距离越短,钛板受内部气压变化造成的振动的影响就越小。电阻焊保证钢板厚度可在0.5mm~6.0mm之间选择。没有必要因龙骨的厚度的困扰要在烟囱内壁和钛板之间填充振动吸收材。
2.3 后期施工的优异性
因为不用经过压延轧制工程,制得的电阻焊复合单元维持着钛板和钢带原来的厚度。固定到烟囱内壁时,只需要钢与钢之间的直线对焊,钛与钛之间的直线搭接焊。不会因钛板厚度不均匀造成焊缝夹渣缺陷。焊接工艺简单,可靠性高,有良好的可操作性并容易实现自动化焊接。
2.4 经济上的优异性
电阻焊钛/钢复合单元制造简单,制造工艺灵活,制造成本低。施工方法简单,施工过程中钛板的养护简单,施工工期短,施工成本低。约120000m2的业绩和35年使用无故障的实际效果,维修费用不要。
3 结语
电阻焊钛/钢复合单元制造具有不产生火花,粉尘,不发出噪音,不产生废弃物,不需2次加工的优势;电阻焊钛/钢复合单元的制造具有不会因钛板厚度不均匀造成焊缝夹渣缺陷,焊接工艺简单,可靠性高的优势;电阻焊钛/钢复合单元的交叠施工法和板条施工法又具有不需要填充振动吸收材的优势。随着国内烟气脱硫处理要求的提高,电阻焊钛/钢复合单元作为最经济,最安全可靠,最具可操作性,制作和使用过程简单且最具有环保性的防腐方式,其具有的优势适合我国多,快,好,省,重效率的国情,建议推广应用。
