超声椭圆振动切削技术在液体火箭发动机制造领域的应用展望
2020-08-31王卿刘林
王卿 刘林
摘 要:介绍了超声椭圆振动切削技术及其前身振动切削技术的机理和优点,并结合超声椭圆振动切削技术的特点和液体火箭发动机零件的特点对超声椭圆振动切削技术在液体火箭发动机制造领域的应用前景进行了展望。
关键词:超声椭圆振动切削;液体火箭发动机;应用展望
中图分类号:TG65 文献标志码:A 文章编号:2095-2945(2020)25-0105-02
Abstract: The mechanism and advantages of ultrasonic elliptical vibration cutting technology and its predecessor vibration cutting technology are introduced. Combined with the characteristics of ultrasonic elliptical vibration cutting technology and liquid rocket engine parts, the application prospect of ultrasonic elliptical vibration cutting technology in the field of liquid rocket engine manufacturing is put forward.
Keywords: ultrasonic elliptical vibration cutting; liquid rocket engine; application prospect
1 超聲椭圆振动切削技术简介
1.1 振动切削技术简介
超声椭圆振动切削技术是在常规的振动切削技术的基础上发展起来的。振动切削技术是上世纪60年代发展起来的一种新型制造技术,它借助常规的切削刀具,并在刀具上添加高频振动,使刀具与工件时而分离,时而接触地进行间断切削。为了便于理解,我们将这种振动切削技术比喻为“啄木鸟式”切削,而把普通切削比喻为“犁土式”切削[1]。振动切削方法的工艺特点:切削力小;切削温度低;加工精度高、表面粗糙度低;刀具耐用度高。国内外学者对于振动切削机理进行了大量的研究[2]。如摩擦系数降低理论认为,振动切削可以从几个方面降低切削力,一是振动分离使刀具与被切削材料接触变为动态接触,降低了摩擦系数;二是因为振动分离有利于切削液进入切削区,降低了摩擦系数;三是因为振动分离时接触面产生的氧化物降低了摩擦系数[3]。切削材料局部脆化理论认为,金属材料在振动冲击力的作用下,在切削局部区域产生大量的位错增殖、缠结和交割,形变区内材料的组织形态主要是大量孪晶和亚晶粒,切削材料在局部区域脆化,使切削力和切削温度大大降低[3]。
1.2 超声椭圆振动切削技术简介
超声椭圆振动切削技术是在常规的超声振动车削加工技术的基础上发展起来的,其特点是给车刀施加两个方向的超声频率的激励,通过调节激励方向上的振幅值和相位,使刀刃在包含切削速度方向和切屑流向的平面内沿椭圆轨迹做超声频率振动,进行周期性断续切削加工。
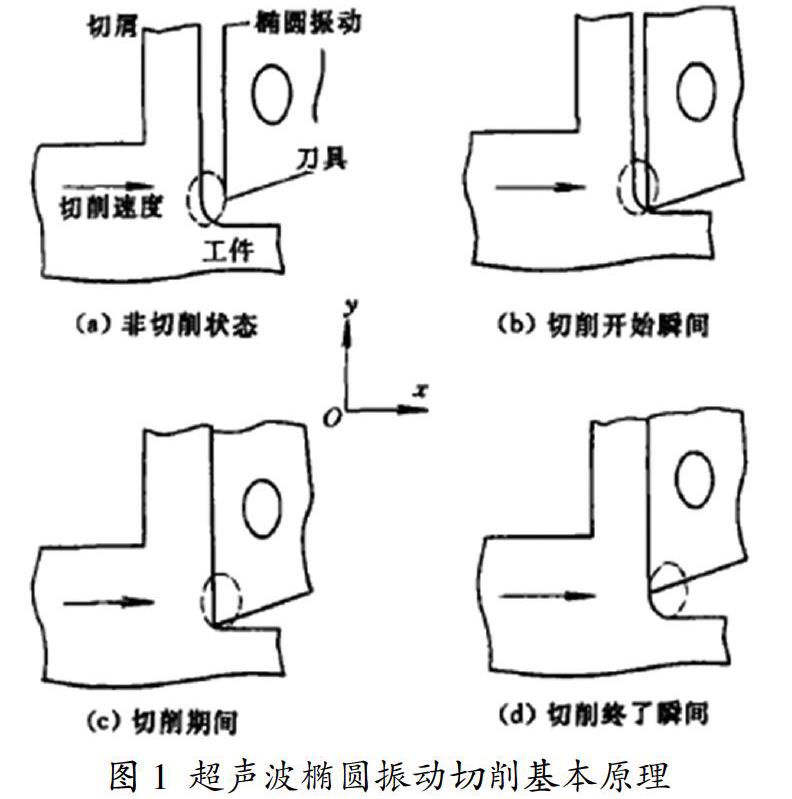
图1是分离型超声波椭圆振动切削原理图。图1(a)是刀具与切屑和工件处于分开状态,即未切削状态。图1(b)是切削初始时刻,此时刀具与切屑无接触。图1(c)是切削有效进行期间。图1(d)切削结束瞬间。超声波椭圆振动切削是以图1(a)~(d)为一个切削周期进行往复切削的一种微观断续的切削方法[4-6]。
超声椭圆振动切削从刀具运动形式上增强了振动切削所特有的刀具工件分离特性,除前刀面与切屑分离外,后刀面也可与工件分离,切削过程中刀刃可以被充分润滑冷却,提高了刀具寿命。同时,刀具前刀面与切屑之间的产生作用力,其方向与普通切削的摩擦力方向正好相反,将阻力变成助力,刀具可以利用该作用力将切屑带出切削区,有力地促进了切屑的排出,大幅度地减小了切削区变形和切削力[7]。
与普通切削加工相比,超声波椭圆振动切削加工具有如下优点:(1)超声波椭圆振动切削加工平均切削力大幅度地减小,是普通切削加工的1/30~1/80;(2)超声波椭圆振动切削加工精度能提高两级;(3)对于弱刚度的零部件, 超声波椭圆振动切(镗)削有抑制颤振的作用;(4)超声波椭圆振动切削加工微观表面无鳞刺、无撕裂,表面完整性显著提高;(5)超声波椭圆振动镗削加工的表面光洁度能提高两级;(6)超声波椭圆振动切(镗)削有抑制毛刺作用,特别对有断槽内孔镗削及有断槽的外圆切削非常有益。
2 超声椭圆振动切削技术在液体火箭发动机制造领域的应用展望
2.1 弱刚度难加工材料零件精密加工
针栓式液体火箭发动机精密调节零件(如薄壁筒零件、细长杆零件等)刚性差、材料切削性差、尺寸精度、表面光洁度以及圆柱度等形位工差要求高。在对其进行精密切削加工时,零件变形的主要因素源于切削力和装夹力。并且,由于切削热量和加工变形产生的残余应力也会使该类零件的加工精度及表面质量逐渐降低,严重时甚至会造成零件的报废[5]。零件刚性差导致在切削加工时易发生颤振,从而降低表面粗糙度。实践证明,采用常规切削加工技术,依靠增加刀具前角提高锋利程度、减少切削进给量等工艺措施,由于切削特性的制约,无法从根源上解决该类零件切削加工中存在的问题。超声椭圆振动切削技术可大大降低切削力和切削温度,抑制颤振和刀具磨损,同时可以用较小的装夹力装夹零件,从而减小零件变形,提高加工精度。
2.2 深长孔精密加工
液氧煤油发动机调节器壳体类零件齿轮轴安装孔长径比大,壳体材料多为高强不锈钢等难加工材料,而且孔的精度要求高。加工时由于镗刀杆细长,刚度差,同时加工难加工材料切削力大,加工时会让刀具发生颤振,导致尺寸精度、圆柱度、表面粗糙度均不能达到设计要求,影响齿轮轴转动灵活性。超声椭圆振动镗削加工可减小切削力,抑制细长刀杆颤振,从而提高内孔尺寸精度、形位精度、表面粗糙度。
此外,涡轮泵轴类零件减重孔也可采用超声椭圆振动镗削加工,可以解决减重孔同轴度差的问题,提高轴的动平衡性能。
2.3 流态控制棱边高质量加工
液体火箭发动机流态控制零件节流棱边去毛刺时要求保持锐边,传统工艺去除毛刺后锐边微观倒角尺寸偏大,接近0.1mm,倒角周向一致性差,且毛刺难以去干净,导致液流性能不可控,液流试验时经常发生射流不稳定、发散、抖动、提前雾化、射流周向分布不均匀等问题。超声椭圆振动切削技术可抑制毛刺的产生,免去了去毛刺工作,避免了去毛刺过程对节流棱边的损伤,从而提高棱边表面完整性和周向一致性,改善液流性能。
由于超声椭圆振动切削技术能实现无毛刺切削,还可广泛运用于内腔毛刺难以去除的零件,特别是有小直径相交盲孔的零件,从源头上解决发动机内腔多余物的问题。
2.4 复合材料机械加工
碳纤维增强树脂基复合材料作为一种新型材料,具有低密度、高比强、耐高温、抗氧化、良好的热稳定性等优点,代替金属材料作为发动机隔热罩、支板、气瓶模块等构件,可以极大地减轻发动机的质量,这对零部件的连接和装配质量提出更高的要求。零件与其它零部件装配连接前,需要进行机械加工,特别是孔加工。由于材料本身的各向异性,特别是层间剪切强度很低,造成了其机械加工性能差,特别是普通钻削由于轴向力大,钻孔时极易产生出入口劈裂及内部分层等缺陷,钻出时脱层更为严重,同时加工精度也不易保证。超声椭圆振动切削技术可改善对硬而韧的碳纤维的切削能力,同时还可抑制钻削中材料的层间剥离,特别适用于碳纤维增强树脂基复合材料钻孔加工[8]。
C/SiC碳纤维增强陶瓷复合材料因其高强度、低密度、高韧性和高抗氧化特性,在火箭发动机燃烧部位的高温环境下应用具有重要意义。陶瓷复合材料所含SiC硬度高(HV2800~3000),高于常用的刀具硬度,加工难度更大,超声椭圆振动切削技术通过降低切削力和切削温度,改善刀具的切削环境,可提高刀具对碳纤维增强陶瓷复合材料的加工性能。
3 结束语
超声椭圆振动切削技术的低切削力、低切削温度、抑制毛刺产生的特点使其在液体火箭发动机关键零部件制造领域有着独特的优势,应用前景广阔,值得大力推广。
参考文献:
[1]刘兵辰,李娟.振动切削技术的特点及其应用探讨[J].科技信息,2009(16):305.
[2]冯志清,李福援,侯文惠,等.电解机械复合抛光试验及其过程分析[J].新技术新工艺,2009(3):75-78.
[3]金潇明,何鹤林,伍利群,等.金属材料在振动切削时脆化机理的研究[J].新技术新工艺,2009(3):78-80.
[4]马春翔,胡德金.超声波椭圆振动切削技术[J].机械工程学报,2003(12):67-70.
[5]肖华,李勋,张文全.实用化振动切削技术——椭圆振动车镗工艺及装备[J].新技术新工艺,2006(12):36-37+3.
[6]馬春翔,社本英二,森肋俊道.超声波椭圆振动切削提高加工系统稳定性的研究[J].兵工学报,2004(6):752-756.
[7]马春翔,潘铭跃,王海丽.弱刚度零件的超声波椭圆振动切削加工[J].南京航空航天大学学报,2005(S1):121-124.
[8]李志强,樊锐,陈五一,等.纤维增强复合材料的机械加工技术[J].航空制造技术,2003(12):34-37.
