低碳钢中厚板V形坡口焊条电弧焊操作技能
2020-08-14张廷旺巢杰
张廷旺,巢杰
常州铁道高等职业技术学校 江苏常州 213011
1 序言
仰焊被视为焊接技术中的“哥德巴赫猜想”。在高级工以上技能等级鉴定中必不可少,各级各类比赛乃至省赛、国赛,仰焊也是出现最为频繁的考试项目。通过仰焊的学习和训练并掌握此项技能的焊工,操作水平可明显提高,焊接产品质量也会有更好的保证。
另外,板对接仰焊是所有板材焊接位置中最难操作的一种焊接方法。因为操作焊件在上方,焊条在下方,焊条的熔化金属需向上方焊缝熔池过渡[1,2],所以重力的作用会阻碍熔化金属滴顺利向焊件的焊缝熔池过渡,同时,熔池金属在自身重力作用下也会产生下坠。焊接过程中,熔池的温度越高,表面张力就越小,因此仰焊时焊缝正面容易出现焊瘤,焊缝成形困难且不美观,背面产生凹陷[3]。但对每名焊工来说,仰板焊接是走向成熟、进入更高层次发展的重要基础。本文就V形坡口板对接仰焊技术进行探讨。
2 焊前准备
(1)材料选用 焊件材料为Q235-A钢,板厚为12mm,焊条为E5015、ϕ3.2mm。
(2)装配 装配时起始端相比终端间隙应略小1mm,可以防止终端间隙收小,并预先做好反变形角度,焊件装配间隙、装配尺寸等见表1。
其中,反变形角度2°~3°较难把握,实际操作中,可采用图1所示方法。两端定位焊完成后,将板件向背面方向敲击反变形,以一块板的正面为水平面,另一块板的侧边距水平面3mm高度,操作时以刚好置入3.2mm的焊条为好。
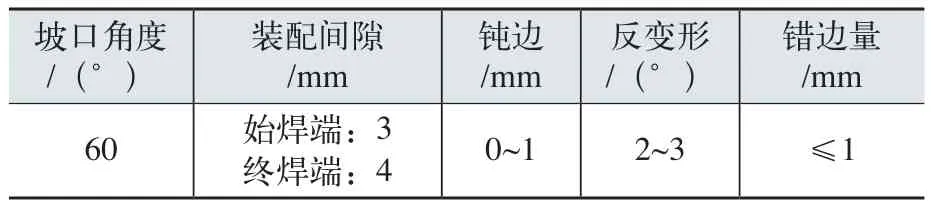
表1 板对接仰焊装配参数

图1 板对接仰焊的装配
(3)清理坡口 焊前检查装配间隙是否符合尺寸要求,定位焊是否牢固,长度是否合适,将焊缝周围20mm内水、锈、油等影响焊接质量的污物清理干净。
(4)焊接参数 板对接仰焊的焊接参数见表2。
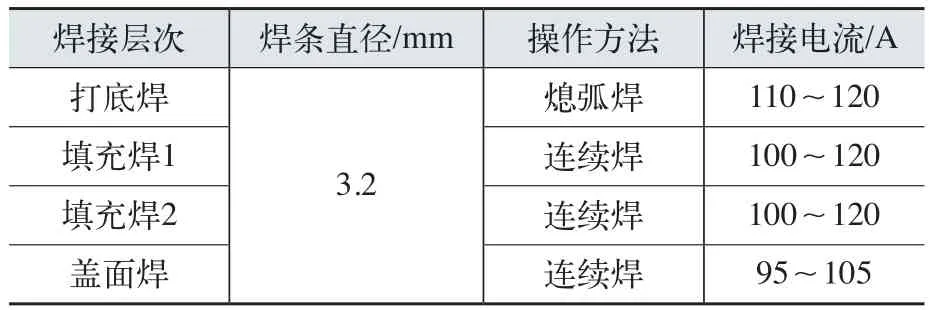
表2 板对接仰焊的焊接参数
3 板对接仰焊操作要领
仰焊时必须要用短弧进行焊接操作,同时还要合适地控制熔池大小、形状和熔池温度,焊层不能过厚,防止熔合不良。板对接仰焊操作中,常见的有三层焊或四层焊。
(1)打底焊 打底焊采用熄弧法焊接。
打底焊的熄弧焊操作要领:打底焊时,常易产生背面焊缝凹陷。为获取单面焊双面成形焊缝,保证背面焊缝成形,打底焊的焊条角度为焊缝两侧90°,焊接前后方向后倾10°~20°(见图2)。起焊时,焊条在定位焊缝上用划擦法引燃电弧,通过连弧加热定位焊缝,使固态定位焊缝转化为液态熔池,待出现熔孔后,电弧加热坡口根部熔孔,再压低电弧将熔滴送入熔孔,并借助电弧吹力作用尽量向坡口、根部、背面输送熔滴,同时将其稍微左右摆动,以便两边与母材熔合良好,焊缝正面保持平整。第一个熔池形成后,快速熄弧,使熔池降温冷却,重新引弧时,在前一个熔池边缘用接触法引弧。电弧引燃后,将电弧对着熔孔燃烧0.8~1s,并保持弧柱长度的1/2穿过熔孔,然后急速拉向侧后方熄弧(见图3)。焊接电弧燃烧时,焊条横向摆动幅度不宜过大,摆动速度要快捷。不然电弧吹力会减弱,力的作用位置会发生相应改变,增加了熔池金属下坠倾向。熄弧动作应干脆利落,拖泥带水不能有效熄灭电弧,而且会使熔池温度升高,熔池表面张力会减小,造成正面焊缝中部凸出,背面焊缝成形出现凹陷。在施焊过程中,焊缝两侧坡口熔孔尺寸应为0.5~1mm(见图4)。更换焊条熄弧前,要在熔池边缘部位迅速补充1~2滴液态金属,以减小收弧气孔产生的可能。
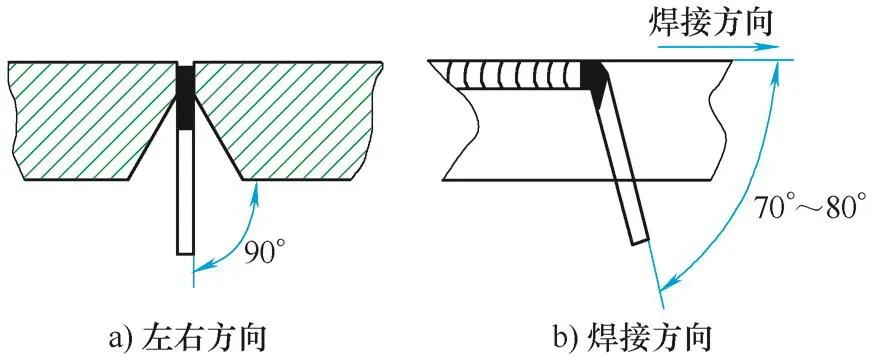
图2 打底焊焊条角度

图3 熄灭弧打底焊操作手法
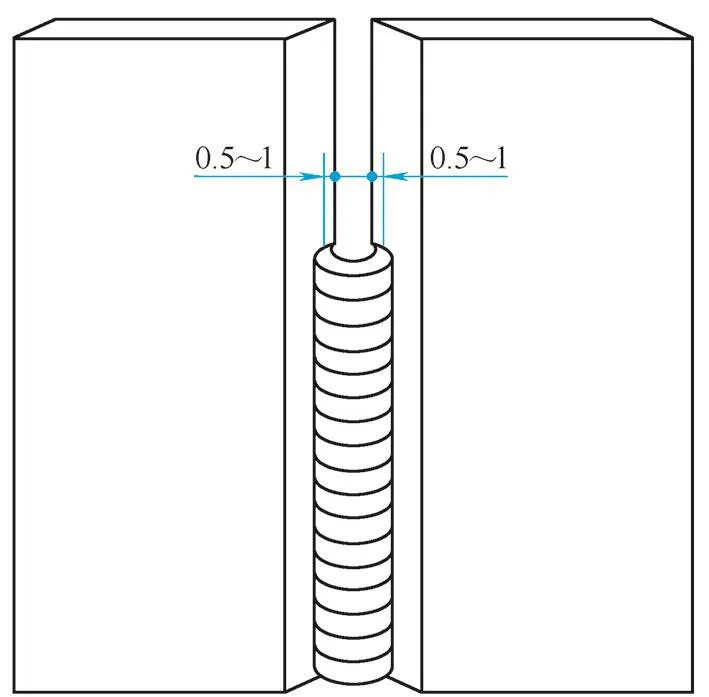
图4 熔孔大小尺寸
打底焊有直流正接、直流反接两种焊接方法。正接的特点:背面渗透力强,粘板程度较小,容易掌握,但电弧燃烧时间要控制得当,不宜过长,否则焊缝产生气孔的可能性明显增加。反接的特点:背面渗透能力较弱,成形背部常见略凹,粘板现象较为严重,美观度欠缺。近些年,板对接仰焊项目比赛时,随着操作手法的日渐成熟,参赛选手打底焊采用正接的较为普遍。
接头的焊接非常重要,是技能鉴定和比赛中重要的考核点。接头中常见的问题是接头脱节和背面凹陷。接头脱节是焊接接头时电弧在熔池前方引燃电弧后,回拉到弧坑不到位或者接头焊接时间过短,电弧尚未将原先焊缝熔化形成熔孔,焊条已开始前行。正确的接头方法是:电弧可在熔孔下方5~10mm处引燃,之后进行连弧焊接,当看到弧坑处出现新的熔孔时,电弧上顶做横向摆动,然后熄灭电弧,进入正常焊接操作(见图5)
打底焊要求单面焊双面成形是V形坡口仰板焊接操作中的关键所在。焊接中容易出现焊缝中间凸出的问题。焊缝中间凸出,焊缝两侧则会凹陷。这种类型的焊缝两侧凹陷部分容易产生夹渣和未熔合,因此应尽可能避免这种焊缝形成(见图6)。
焊缝两侧凹陷产生的原因如下:
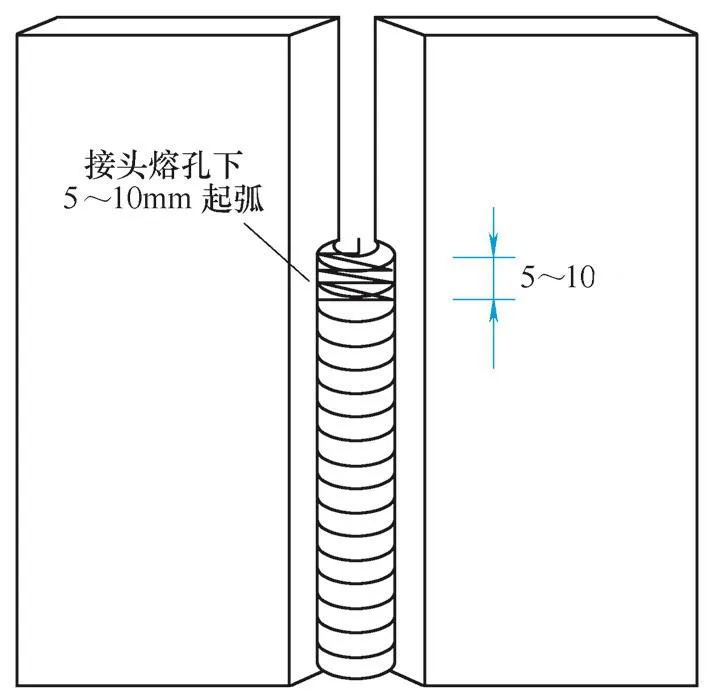
图5 焊接接头

图6 焊接焊缝形貌
1)焊接速度控制不当,熔池温度过热,焊缝表面张力减小,使熔池金属下坠,可适当加快焊接速度避免。
2)落点不精准,重新引燃电弧焊接与熔池重合部分大于1/2,电弧对熔孔穿透减弱,可通过焊接时电弧偏向熔孔进行改善。
3)电弧过长,距离母材底边稍远,使熔化金属喷射不集中,电弧吹力不足以击穿底边,金属液较多在坡口正面凝固,背面形成凹陷,可采用电弧上顶底边焊接解决。
(2)填充焊和盖面焊 采用连弧法焊接,焊条角度为左右方向仍保持90°,焊接方向调整为前倾10°(指向未焊方向)。
填充焊、盖面焊的焊接方法相似,焊接难度相对打底焊较小,也较容易掌握。需要注意的是电弧要短,电弧短则吹力会更强。填充焊焊条在横向移动时中间焊接速度可以稍快些,两边需要略作停顿,使焊缝与母材熔合良好,并有效控制焊缝中间凸度。
填充焊有两种形式:一层填充焊(见图7)和两层填充焊(见图8)。采用一层填充焊方法,相较两层填充焊,焊接用时较少,操作也容易掌握,但由于一层填充焊在焊接时电弧运行的范围比较大,不能有效紧贴打底焊缝,电弧吹力下降,容易出现打底层和填充层之间的未熔合,内部质量较难把握(见图9)。两层填充焊分布,操作较难掌握,时常出现第1层填充焊会击穿打底焊缝,造成焊件报废。另外,两层填充焊所用时间较多也是它的缺点。优点是第1层填充焊与打底焊之间熔合较好,内部质量更有保障。根据长期的比赛经验,建议苦练两层填充焊,对竞赛成绩会更有帮助。

图7 一层填充焊
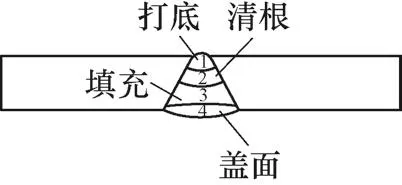
图8 两层填充焊
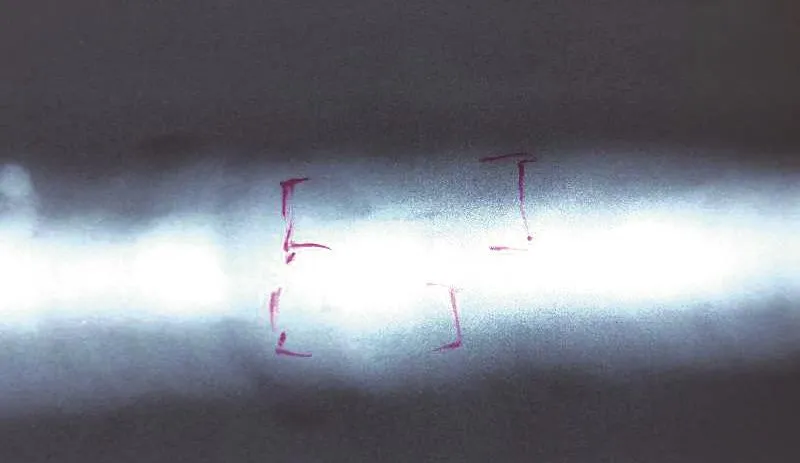
图9 打底层和填充层之间未熔合
填充焊完成后,焊缝应比坡口上棱边微低0.5mm左右,以便盖面焊时有基准线,控制焊缝平直度。盖面焊要注意运条到位,整个焊接过程中保持角度一致、电弧长短一致、横向摆动宽度一致、纵向前行幅度一致,焊缝熔池应将坡口棱边熔合,防止出现未熔合。在焊接中较多出现的问题是焊缝成形不细腻,可以通过加快焊接速度、减小前行幅度来获得细腻焊缝成形。
焊缝咬边现象是板对接仰焊最难解决的问题,也是焊接比赛决定高低的关键。解决咬边可从以下几方面着手:①焊条运行到焊缝两侧时压低电弧。②适当减小焊接电流。③采用反月牙运条方式[4]。④填充焊高度接近坡口棱边。⑤焊缝两侧焊条停顿时间充足。
板对接仰焊优秀焊缝成形如图10所示。

图10 优秀焊缝成形
4 结束语
焊条电弧焊碱性焊条V形坡口板对接仰焊,需要焊工有一定的理论知识和操作技能积累才能进行。操作中,要求具备:焊接参数选择合理;焊条两侧角度、焊接方向前后角度控制得当;电弧长度有效控制为短弧焊接;观察熔池温度、熔池形状和控制好熔孔大小的能力[5];手的操作稳定性相对要好。焊工技能是否成熟,板对接仰焊是比较可靠的界定标准。勤学苦练加上善于对比、琢磨和思考可以获得到从外观成形到内部质量优良的板对接仰焊焊缝。对于参加比赛的焊接高手来说,更要注重接头的细节和焊缝的咬边,通常前几名分值就差1~2分,而决定比赛胜负的基本就在于这两方面。衷心希望本文能对走向考场、赛场的焊接选手有所裨益。
