生活垃圾焚烧发电厂飞灰静压减容技术研究
2020-08-14刘志鹏
刘志鹏
关键字 垃圾焚烧;螯合固化;飞灰;静压减容
0 引言
随着社会经济发展和城镇化进程加快,生活垃圾产生量持续增长,对我国生态环境、社会发展的影响日益加剧。生活垃圾处理技术中,垃圾焚烧发电技术因其具有减容显著、减少二次污染的环保优势以及替代燃煤的资源特点,在我国得以迅速发展。飞灰是垃圾焚烧的必然产物,富集高浸出浓度的重金属、可溶盐和二噁英、呋喃等有机污染物,属于危险废物(《国家危险废物名录》编号HW18),产量占焚烧垃圾量的3%~5%。
我国生活垃圾焚烧飞灰产量巨大,随着垃圾焚烧产业的增长,未来还将继续增加。2017 年全国生活垃圾清运量为2.15 亿吨,生活垃圾焚烧量为8463 万吨,生活垃圾焚烧率为39.33%,并且焚烧处理比例逐年上升。2020 年,飞灰产生量预计将达到1000 万吨。
1 垃圾焚烧飞灰处理处置技术
目前,焚烧飞灰处理处置的常用方式包括两大类:固化稳定化填埋和资源化利用。
1.1 固化稳定化填埋
固化稳定化填埋是目前国内外主流的飞灰处置技术,但在填埋操作上有所不同,欧美国家一般送入危险废物填埋场。我国2008 年修订颁布的《生活垃圾卫生填埋污染控制标准》规定,飞灰经预处理满足一定的入场要求后,可以进入垃圾填埋场的独立单元进行填埋。
固定稳定化填埋技术包括水泥固化、熔融固化和化学药剂稳定化技术。
(1)水泥固化因具有成本低廉、工艺简单、固化产物强度高等优点而被广泛采用,该技术将垃圾焚烧飞灰和水泥按一定比例混合,加入适量的水,经水化反应后形成坚固的水泥固化体。其原理是通过吸附、沉降、离子交换、钝化等方式,使重金属离子以氢氧化物或络合物的形式固化于水泥水化产物中,从而降低飞灰中有害成分的可渗透性,达到稳定化、无害化处理的目的。但经水泥固化处置后,飞灰中的重金属难以达到长期稳定状态。
(2)熔融固化技术是指将飞灰和细小的玻璃质混合,在高温条件下使飞灰中的有机物燃烧气化,无机物熔融成玻璃质固化体。熔融固化后,重金属能够稳定固化于玻璃体SiO 网状结构内。因熔融技术具有能耗大、成本高等缺点,制约了在国内的推广和应用。
(3)固定重金属,可以采用化学药剂稳定化技术,利用化学药剂通过化学反应将重金属离子转变为低溶解性、低迁移性及低毒性的沉淀物或稳定的络合物,具有添加量小、固化效果好、长期稳定性能高等优点,但因飞灰成分波动大,目前仍难以开发具有普适性的稳定剂。
1.2 资源化利用
资源化利用,主要包括两大类:水泥窑协同处理、等离子体气化熔融处置技术。
(1)水泥窑协同处理,具有窑内温度高、窑内湍流强烈、碱性气氛等特点,且飞灰的成分与水泥原料接近,是消除飞灰中有害有机物和固定重金属的有效手段。但水泥生产对进料成分特别是氯离子含量要求极高,飞灰入窑前必须进行预处理,降低氯化物含量。
(2)等离子体气化熔融处置技术,是利用等离子体炬产生的高强度热量作为气化熔融炉的热源,完全分解二噁英及其他有机污染物。最终,形成玻璃态无机物的一项新型无害化技术,但与玻璃熔融固化方式类似,也存在能耗大、成本高的缺点。
2 垃圾焚烧飞灰静压减容技术
生活垃圾焚烧飞灰属于危险废物,按照法规要求,一般采用加入螯合剂和水泥进行稳定化和固化处理,满足《生活垃圾填埋污染控制标准》(GB16889-2008)要求后,转运至生活垃圾填埋场内进行卫生填埋。
由于在飞灰中加入了螯合剂和水泥,质量和体积都有明显增加,且进入填埋场的飞灰密度也较小,一般约为0.8-0.9 g/cm3。随着国内各地区(特别是发达地区)新建填埋场规划用地日趋紧张,现有填埋场的库容利用效率日益受到政府和相关职能部门的高度重视。
将粉状飞灰进行静压减容方式制成砖块式飞灰,可以有效减少单位飞灰的体积,提高现有填埋场的使用年限,提高填埋场的利用效率,降低生物质电厂的运营成本,提高经济效益。
3 垃圾焚烧飞灰静压减容生产线
目前依托国内某垃圾焚烧发电企业,已完成一套垃圾焚烧飞灰静压减容生产线,以液压静压机为核心设备,将飞灰通过模具塑型压制成高密度砖块,并通过自动码垛系统进行打包。
生产线主要由原料存储输送系统(1)、皮带机输送系统(2)、过渡存料系统(3)、喂料系统(4)、压砖成型系统(5)、出砖系统(6)、打包码垛系统(7)、回板清扫及翻板系统(8)、送板系统(9)、液压系统(10)、电控系统(11)、托盘输送系统(12)、除尘系统(13)等组成,其总图见图1。
已进行水泥/化学药剂稳定化的飞灰被送入原料储存输送系统,通过皮带输送系统进入过渡存料系统,按照系统节拍由喂料系统送入压砖成型系统,在下模板上被压制成块状;块状灰砖及下模板由送板系统送入的下一工作过程的下模板推出压砖成型系统,进入打包码垛系统,由码垛机上夹头将灰砖从下模板上取出,并送入并行的码垛托盘上。

图1 飞灰静压减容生产线

图2 改造取料打包码垛线
下模板在灰砖被取出后,经由回板清扫及翻板系统送入送板系统,模版上残留的物料被清除干净,并在下一工作流程中使用上次压制时的背侧,使模板两侧磨损均匀,延长模版的使用寿命。当压砖成型系统完成一次压制,上模面离开下模板后,送板系统将新的下模板送入压砖成型系统,新的下模板将压砖成型系统内的下模板推出,完成一个完整的工作流程。
4 垃圾焚烧飞灰静压减容生产线改造
由于现有飞灰静压减容生产线每个工作节拍中都要使用下模板,并在打包码垛系统将灰砖取出后,下模板要经过一整套生产线回到送板系统中,动作机构多,控制流程烦琐,生产线故障率偏高,使用稳定性较差。
为提高生产线稳定性,降低故障率,决定对飞灰静压兼容生产线进行改造,将原本循环使用的下模版固定在压砖成型系统中,并由原来的塑料材质改为金属材质,提高使用寿命。
原本压制后的灰砖随下模板运动进入打包码垛系统,新设计改为由一台平动夹取装置直接从压砖成型系统中取出,并向后运动放入由液压升降平台及地面辊道组成打包码垛系统中。
改造后的取料及打包码垛系统主要由自动取砖设备(1)、液压升降平台(2)和动力辊道组成(3),其组成见下图2。
在压砖成型系统完成块状灰砖压制后,自动取砖设备的夹头伸入压砖成型系统内,在上模板与下模板之间将灰砖夹取牢固,之后夹头在液压系统作用下后退进入液压升降平台范围内,将灰砖放置在码垛托盘上,当一层灰砖铺满后,液压升降平台下降一定高度,完成下一个工作循环直到码垛完成,托盘在动力辊道作用下推至叉车取货位置,并将新托盘送入码垛位置。
改造后的生产线较原有设计问题性有所提高,但对系统的工作效率产生一定影响,低于改造前的生产能力,但能满足目前所依托企业的生产能力。
5 压制后灰砖的理化性能
5.1 浸出毒性检测
为了分析和研究螯合灰经压制成块后与原螯合灰浸出毒性的差异,以及飞灰压块的综合物理性能,委托专业检测机构对飞灰浸出毒性进行了检测,检测选用HJ/T 300-2007 固体废物浸出毒性浸出方法醋酸缓冲溶液法中规定的浸提剂,用于检测原螯合飞灰与飞灰压块的毒性。从检测结果分析,原螯合灰经压制成块后,除了钡元素的浸出毒性量有所轻微增加(远小于国标限值),其他所有检测项均有明显降低,且远小于国标限值,检测表及国标限制见表1。
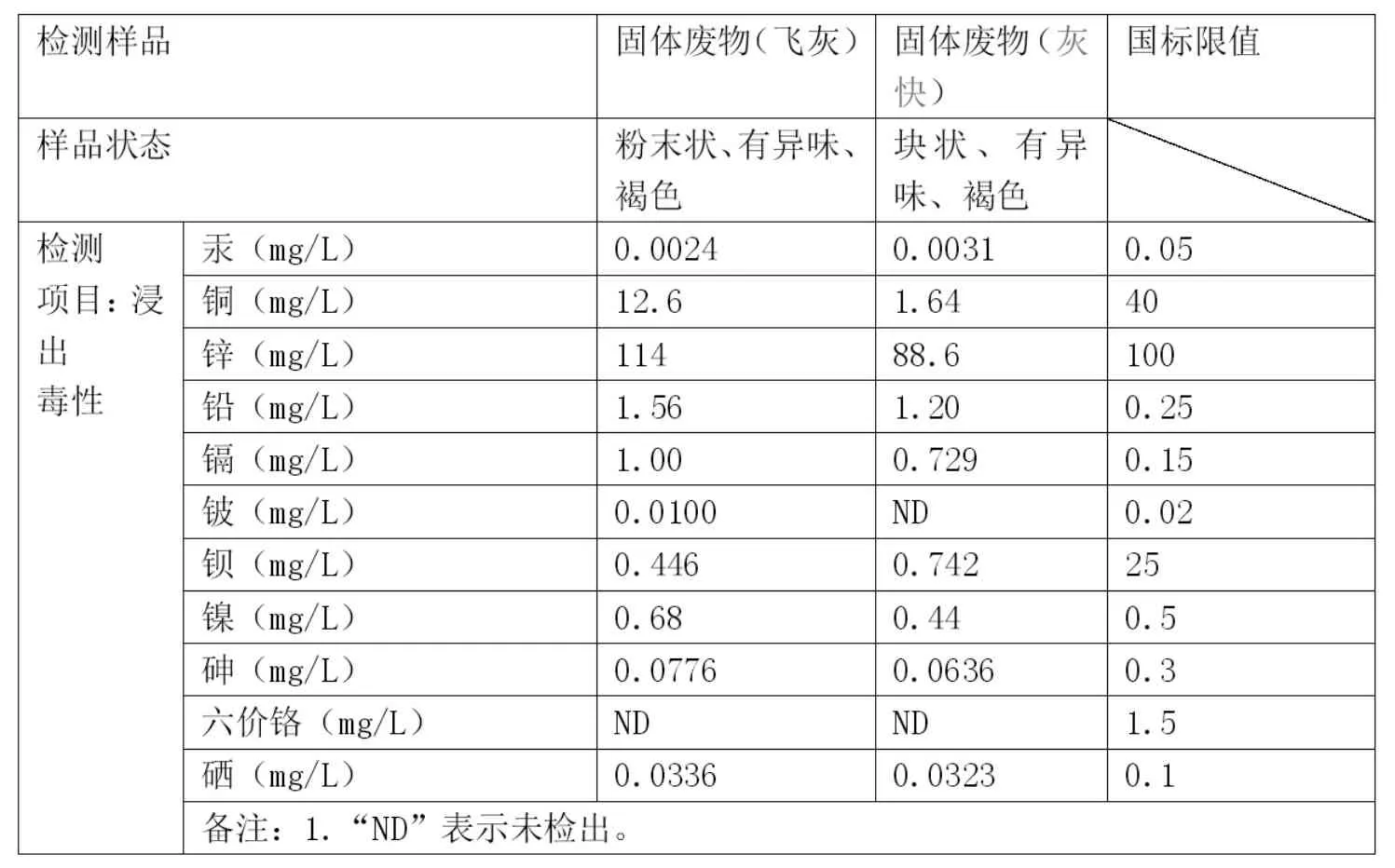
表1

表2
结论:通过飞灰静压减容技术处理,飞灰压块的浸出毒性优于原螯合灰的浸出毒性,完全能够满足《生活垃圾填埋污染控制标准》(GB16889-2008)
5.2 二噁英类检测
原螯合飞灰与飞灰压块二噁英类检测结果如表2。
从检测结果分析,原螯合灰经压制成块后,二噁英类总量明显降低,且均小于《生活垃圾填埋污染控制标准》(GB16889-2008)中规定限制的 3 μgTEQ/kg。
5.3 飞灰压块综合物理性能检测
为了验证飞灰压块成品在后续运输和填埋过程中的稳定性和可靠性,确保能够将飞灰压块成品转运至生活垃圾填埋场内进行卫生填埋,委托了专业检测机构进行飞灰压块成品的各项综合物理性能检测(见表3)。
检测方法根据GB/T 4111-2013《混凝土砌块和砖试验方法》,对飞灰压块成品的吸水率、相对含水率、干燥收缩值、软化系数、抗压强度、抗折强度、块体密度等进行了详细检测。
综合物理性能检测结论:通过飞灰静压减容技术处理,飞灰压块的各项物理性能指标已达到混凝土砌块和砖块的性能指标,能够保证其在后续运输和填埋过程中的稳定性和可靠性。
6 结语
通过飞灰静压减容技术,可将生活垃圾焚烧发电厂产生的飞灰比重从0.8-0.9 kg/m3提高至1.65 kg/m3,同重量的飞灰体积减小近一半,从而可以将原有的飞灰填埋场的使用年限提高一倍,这对提高土地使用率是非常有益的,可以有效缓解目前有关填埋场用地紧张的局面,同时可以降低生活垃圾焚烧发电厂的运营成本,提高经济效益。
目前的静压减容生产线生产能力偏低,设计较为复杂,已开展下一代生产线的工艺设计研究工作,减少设备总量,提高工作能力。

表3