涂料搅拌成型工艺研究
2020-08-08王新祥王元光丘学意施华妥
石 川 陈 阳 王新祥 王元光 丘学意 施华妥
(广东省建设工程质量安全检测总站有限公司第五检测部)
0 引言
涂料[1]的检测并非是对原材料进行直接检测,而是要按照规定的配比进行搅拌[2]、成型[3-5]、养护、制样,进而对制备之后的固态状涂膜样品进行性能检测。无论是建筑防水涂料、聚合物水泥防水涂料还是聚氨酯防水涂料等,拉伸强度和断裂伸长率都是涂料的基本参数和重要指标,一般的检测技术人员按照不同涂料对应的标准成型、按照GB/T 528-2009《硫化橡胶或热塑性橡胶拉伸应力应变性能的测定》要求制备哑铃试样,基本上都能满足条件,唯一影响大的是搅拌过程,最传统的搅拌工艺是手动搅拌成型,后面改为机械搅拌成型。然而,由于涂料呈粘稠状液体且内部含较多气泡,搅拌时气泡不易排出反而容易引进气体,进而使得成型后的涂膜内部有很多气孔,直接影响了最终检测数据和结果。
文中使用真空搅拌装置,使涂料在搅拌时与空气隔离、保持真空,不仅解决了涂料搅拌时引入气泡的问题,还可以将涂料本身内部气泡中存在的空气抽出。从而保障了制备样品的均匀性和完整性,大大提高了检测数据的稳定性和可靠性。
1 试验
1.1 原材料
单一组分防水涂料:广东联塑科技实业有限公司。
多组分防水涂料:广东联塑科技实业有限公司。
1.2 仪器设备
如图1 所示,真空搅拌装置示意图其包括真空箱体1、真空泵13、搅拌机12、升降机构和真空度表14。

图1 真空搅拌装置示意图
真空箱体1 由透明板组成,为方形的透明箱体,真空箱体1 的前面设有开关门4,开关门4 能密封关闭,通过密封条2 实现密封。搅拌机12 通过升降机构安装在真空箱体1 的上方,由升降机构带动搅拌机12 升降。
真空搅拌机的搅拌轴包括外搅拌轴9 和内搅拌轴5,外搅拌轴9 的上端与搅拌机12 的电机连接,外搅拌轴9 的下端向下穿过真空箱体1 的顶板,穿入真空箱体1 内,外搅拌轴9 与真空箱体1 之间通过常规的动密封件实现动密封,内搅拌轴5 位于真空箱体1 内,内搅拌轴5 的上端与外搅拌轴9 的下端可拆卸连接,搅拌机12 的搅拌头6 设在内搅拌轴5 的下端,搅拌头6 也位于真空箱体1 内。真空泵13 与真空箱体1 的内部连接,用于对真空箱体1 的内部抽真空。
其中,内搅拌轴5 的上端与外搅拌轴9 的下端的可拆卸连接结构为:外搅拌轴9 的下端设有T 型槽8,内搅拌轴5 的上端设有T 型台7,T 型台7 配合嵌入T 型槽8 中,在T 型台7 上和外搅拌轴9 的下端分别设有对应的螺纹孔,在螺纹孔中设置连接螺栓,还通过连接螺栓螺纹连接T 型台7 与外搅拌轴9 的下端。设置外搅拌轴9 和内搅拌轴5,且外搅拌轴9 和内搅拌轴5 之间设置成可拆分,这样能方便根据不同的搅拌需求更换不同的搅拌头6。
真空度表14 与真空箱体1 的内部连接,用于实时显示真空箱体1 内部真空度。真空度表14 上设有进出气调节阀,为防止搅拌过程中因抽真空而将涂料抽出,搅拌时应通过进出气调节阀控制抽真空力度。
在真空箱体1 的内部底面设有用于固定盛装有涂料的容器的套管3,套管3 的位置与搅拌头6 的位置对应,套管3 大小与容器大小相适配,容器之间插放在套管中,从而方便对盛装有涂料的容器进行固定。
为了更好的实现自动化,真空搅拌装置还设置用于控制搅拌机的搅拌轴转速的转速控制器和用于控制搅拌机的工作时间的时间控制器,搅拌时,需根据涂料稠度调节搅拌机的搅拌轴的转速(稠度大则转速快、稠度小则转速慢),时间控制器带有控制旋钮,通过控制旋钮调节搅拌时长。
搅拌机12 的可升降的安装结构为:在真空箱体1的上面两侧设有竖向的滑轨10,搅拌机12 的两侧设有滑块11,滑块11 配合装在滑轨10 上,滑块11 可沿滑轨10 上下滑动,本实施例的升降机构为气缸(气缸为常规装置,在图中未示出),气缸竖向安装在真空箱体1 的上表面,气缸的活动端与搅拌机12 连接,从而可通过气缸带动搅拌机12 上下运动。搅拌机12 的搅拌头6 上的叶片为三角叶片。当然,叶片的形状和尺寸也可以是其他结构,可根据涂料粘度而调整更换。
需搅拌涂料时,将需搅拌的涂料装在容器中,再将容器插放在套管3 中,容器固定后,控制气缸带动搅拌机12 下降,至搅拌头6 上的叶片完全浸没在涂料中,关上真空箱体1 的开关门4,开启搅拌机12 搅拌,同时开启真空泵13 抽真空,此时真空度表14 应为负值,搅拌5min,静置1~3min 后成型涂膜。为防止涂料凝固,搅拌过程中不能中途停止,抽真空时,需通过观察搅拌的涂料状态调节进出气调节阀,防止在搅拌过程中因抽真空而将涂料抽出。
1.3 试样制备
根据要求将样品涂料按照规定配比称量好后混合于容器中(单组分直接装入容器),将容器固定在真空泵固定支座上;选好搅拌叶片,安装在搅拌抽下端;下调搅拌轴高度,使搅拌叶片全部浸没在涂料内(不能触碰容器底);开启搅拌轴搅拌,根据浆体稠度调节搅拌轴转速(稠度大则转速快、稠度小则转速慢),打开真空泵抽真空;观察样品涂料状态,调节进出气调节阀控制抽真空速率,防止样品涂料溢出。通过时间控制器控制搅拌时间5min,静置1~3min 后成型涂膜,为防止涂料凝固,搅拌过程中不能中途停止。
1.4 试验方法
参照GB/T 16777-2008《建筑防水涂料试验方法》测试成型后的涂料的拉伸强度和断裂伸长率。
2 结果与分析
将单一组份涂料用不同的成型方式,其他条件完全一致进行对比试验,成型、养护完成后制样,测量拉伸强度和断裂伸长率。
将多组份涂料用不同的成型方式,其他条件完全一致进行对比试验,成型、养护完成后制样,测量拉伸强度和断裂伸长率。
从图3、图4 中可以看出,无论是单组份还是多组份涂料,用真空搅拌装置成型后的涂料其拉伸强度和断裂伸长率均明显增大。
表1 的数据显示:与传统机械搅拌成型对比,单组份涂料通过真空搅拌装置成型后拉伸强度增大26.23%,断裂伸长率增加63.83%;多组份涂料拉伸强度增大20.61%,断裂伸长率增加28.91%;这说明真空搅拌装置对涂料成型后的性能有很大的改进。
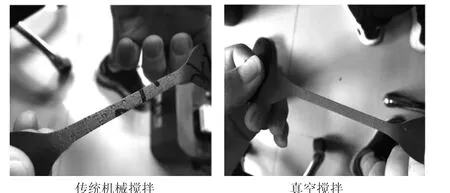
图2 不同工艺成型、制样后的表面

图3 不同成型方式制备的涂料性能对比(单一组份)

图4 不同成型方式制备的涂料性能对比(多组份)
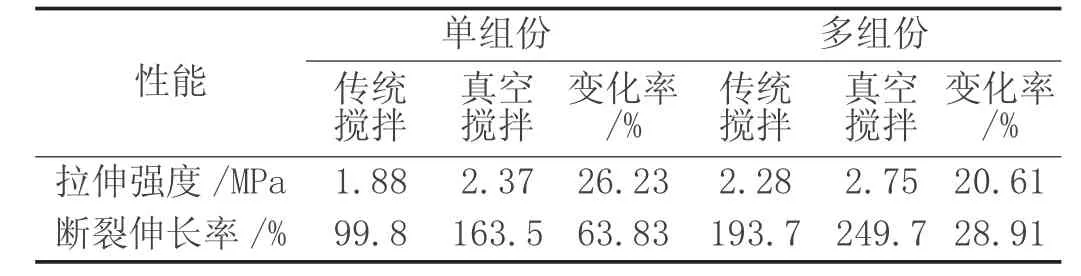
表1 不同成型方式制备的涂料性能结果对比
表2,无论是单组份涂料还是多组份涂料,用真空搅拌装置成型后的涂料其断裂伸长率标准差均远低于同条件下传统搅拌成型后涂料的标准差,足以说明真空搅拌装置成型的涂料比传统搅拌成型的涂料更加均匀,因为真空搅拌装置成型的涂料含气率降低,内部大气泡排除。

表2 不同成型方式制备的涂料均匀性对比(标准差)
3 结论
⑴真空箱体内可通过真空泵形成真空环境,搅拌时的涂料将位于真空箱体内的真空环境中,能更好的将涂料中的气体排除,涂料的成型质量更均匀,成型后的涂料的气孔率明显降低,拉伸强度和断裂伸长率数据更准确;
⑵本研究可实现自动化操作,工作效率高,能节约人力成本,且能对操作进行规范化;
⑶本研究结构简单、制造成本低、十分轻便,方便运输和使用,适于广泛推广和应用。
