提高醋酸装置经济运行的有效途径
2020-08-05汝海峰郑朝宇刘全伟
汝海峰,郑朝宇,刘全伟
(天津渤化永利化工股份有限公司,天津300452)
1 醋酸装置简介
目前大部分醋酸装置采用的是甲醇低压液相羰基合成醋酸工艺。原料CO 和甲醇由上游提供,醋酸装置由高压一氧化碳工序、合成工序、精馏工序、吸收工序、催化剂工序、中间贮罐区、密封液系统、火炬系统和丙酸回收工序九个工序组成,其中重要工序有合成、精馏和吸收三大工序,合成工序用来合成粗醋酸,在一定压力及一定温度条件下,来自中间罐区的甲醇与一氧化碳进入反应釜并在催化剂铑及助催化剂碘甲烷、碘化氢的作用下生成醋酸。精馏工序利用粗醋酸中各组分间的沸点差,采用精馏方法将该混合物加以分离,最终得到合格醋酸成品。在吸收工序中,所用的吸收剂为甲醇,利用各组分在吸收剂中的溶解度的差别和低温冷凝的原理,采用高压吸收和低温吸收工艺过程,将来自合成工序的高压尾气和来自精馏工序的低压尾气中的有机组分加以回收,使之返回合成工序循环使用。
2 醋酸装置目前运行状况
在醋酸装置稳定运行的前提下,对如何提高装置的经济运行,降低醋酸产品的成本,使得在激烈的市场竞争中脱颖而出,已成为现在醋酸生产的重中之重。
1)随着生产负荷的提高,醋酸装置产生的副产蒸汽在满足自身需要的情况下,还有大部分就地排放,造成了能源浪费。
2)通过对装置运行数据的分析以及对装置本身的进一步认识与理解,发现其具备进一步挖潜的能力,进一步优化指标,加强管理,可以实现降低生产成本的目的。
3 提高装置经济运行的对策
3.1 回收醋酸装置的副产蒸汽
3.1.1 目前状况
合成醋酸的反应为放热反应,生成的部分反应热通过外循环换热器(E072201)移走,从而产生了副产蒸汽,根据数据统计,在装置满负荷下,约有5t/h、0.6MPa 的副产汽产生(其产生量随负荷的增加而增大),主要去路:一是并入装置区内的0.25MPa 蒸汽管网,主要用在设备及管线的伴热(1t/h 左右);二是剩余的蒸汽全部就地排放(4t/h左右)。尤其是在夏季生产时,设备及管线不需要伴热,则产生的副产汽全部就地排放。这样不仅造成能源的浪费,而且增加现场噪音、环境的污染,影响职工的身心健康。
3.1.2 解决措施
针对上述现状,曾考虑引进一台蒸汽压缩机,将产生的副产蒸汽压力由0.6MPa 提高到1.6MPa,用于装置使用,因为醋酸装置的精馏工序再沸器使用的蒸汽为1.6MPa,从而减少了1.6MPa蒸汽的使用量,降低了蒸汽消耗,达到了蒸汽的循环利用,但由于电机功率大,装置配电站供电能力有待考察,压缩机价格高等因素,造成整体投资比较高,故此方案没有实施。
装置内部无法消化这些副产蒸汽,通过对装置外部的研究,查阅相关资料了解到,火炬用于消烟和伴热的蒸汽为0.6MPa,我装置产生的副产蒸汽完全可以供给火炬使用。通过新接一条外循环换热器(E072201)副产蒸汽至火炬消烟蒸汽的管线,将副产蒸汽并入火炬蒸汽管网,此方案简单可行,解决了副产蒸汽外排的问题,具体工艺流程见图1。
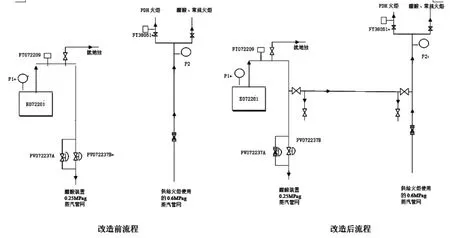
图1
3.1.3 关键技术点
通过新加的流程,将副产蒸汽有效回收利用,解决了能源浪费、现场噪音、环境污染的问题。
在流程投用后,如何保证两个装置稳定运行,成为该项方案的关键技术点,因为醋酸装置正常生产情况下,反应釜的温度通过副产蒸汽量进行调节,副产蒸汽波动则会影响反应温度,进而影响整个装置的稳定性。为此,通过加强操作,优化调整,摸索可行的操作模式,以保证装置运行稳定,达到蒸汽回收的目标。
3.1.4 预计经济效益
按负荷100%计算:①夏季:就地外排量≈5t/h,②冬季:就地外排量≈4t/h,按年生产8000h 计算,夏季可产生经济效益:5×4000×124=248 万元,冬季可产生经济效益:4×4000×124=198.4 万元,故1a 可产生经济效益=248+198.4=446.4 万元。(副产蒸汽 124 元/t)。
3.2 降低助催化剂氢碘酸的消耗
3.2.1 目前状况
醋酸装置氢碘酸的单耗在90g/t 左右,目前氢碘酸的市场售价约为20 万元/t,进一步节约氢碘酸的使用量,可以降低醋酸的生产成本,通过对装置的进一步理解与认识,发现装置具备进一步挖潜的能力。
3.2.2 解决措施
优化操作,提高脱氢塔釜含水量,减少氢碘酸流向后系统,在脱水塔中部补加一定量的甲醇溶液,与氢碘酸反应生成碘甲烷,通过相关流程返回至合成系统。
在保证系统各项指标正常、生产稳定运行的前提下,降低闪蒸比,提高低压系统的压力,进一步降低高压尾气放空量,以减少氢碘酸从气相中的消耗,同时加强现场人员对跑冒滴漏的检查,特别是对出现跑冒滴漏的部位要及时处理,已经漏液的位置,及时将液体回收专用桶中,并倒至集液罐中,返回系统中继续使用。
3.2.3 技术关键点
氢碘酸在合成醋酸的反应中作为助催化剂是种很重要的组分,直接影响反应的好差,关系到整个反应圈是否能够顺利进行,故在降低其消耗过程中,一定要注意并及时调整反应液的组分,在降低氢碘酸消耗的同时又不影响生产。
3.2.4 预计经济效益
按年产20 万t 醋酸计算,氢碘酸的单耗由90g/t 降到60g/t,则 1a 可创造的经济效益为:(90-60)/1000000×20×200000=120 万元。
4 今后醋酸经济运行中需注意的问题
通过采取以上两个措施,使得醋酸装置的运行成本明显下降,但在运行过程中及今后生产中还有许多地方需要完善与提高。
1)外循环换热器产生的副产汽至火炬蒸汽管道的流程控制为现场操作,需增加相关仪表配件,以提高装置的自动化程度,减少系统的波动。
2) 继续做好经济运行项目运行过程中的统计、分析工作,根据数据结果及时对生产进行调整,保证生产高质高效运行。
3)继续挖掘装置潜力,以实现进步降低生产成本。