大尺寸陶瓷产品热压铸成型的热脱脂研究
2020-08-02武振飞张弘毅陆丽芳
武振飞 张弘毅 陆丽芳
摘 要 本文结合热压铸陶瓷喂料的DSC-TGA热分析曲线,研究温度、升温速率、填料粒度等因素对大尺寸热压铸陶瓷坯体的热脱脂影响,在此基础上设计了有利于大尺寸热压铸坯体脱脂的温度曲线,并且进行了验证。
关键词 大尺寸陶瓷产品;热脱脂;填料;升温速率
0 引 言
熱压铸成型是陶瓷生产中一种低成本、高效率的成型方法,适合于形状复杂的陶瓷制品的生产。脱脂是采用热压铸成型的陶瓷生产工艺的关键步骤之一,常用的埋粉脱脂是一种热脱脂方法,即把热压铸成型的坯体置于埋烧粉中,通过加热使坯体中的粘结剂蒸发或发生热解生成气体产物,并在毛细管力的作用下从坯体内部向外传输,最后散发到坯体周围的气氛中,达到粘结剂脱除的目的。脱脂过程伴随着一系列物理、化学变化,如果控制不当,坯体很容易发生鼓泡、开裂等缺陷,对产品的性能产生影响。
我们在对大尺寸厚壁热压铸陶瓷坯体进行热脱脂时遇到了较大的问题,根据产品尺寸的增大变厚,将热脱脂的时间大幅增加,结果坯体仍然出现流蜡、剥皮、开裂等脱脂缺陷,怀疑升温制度设计不合理,尤其是在关键温度区间升温速率不合理。因此,通过温度、升温速率、填料粒度等因素对大尺寸厚壁产品的脱脂研究,设计出合理的脱脂升温曲线。
1 实验部分
实验选用的陶瓷粉体是由熔融石英和其它硅酸盐矿物充分混合而成的,粘结剂的主要成分是蜂蜡,还含有分散剂、乙烯-醋酸乙烯共聚物(EVA)和低密度聚乙烯(LDPE)等改性添加剂。将粉体加入熔融的粘结剂并充分混合得到成型用的蜡基喂料。
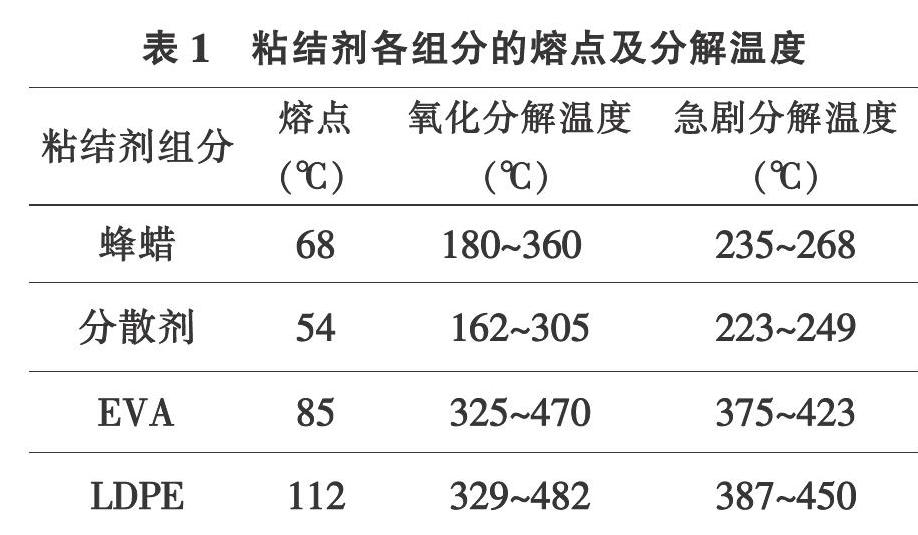
本实验所用粘结剂各组分的熔点及热分解温度如表1所示。实验所采用脱脂工艺,是将热压铸成型机上成型的(其中粉体和粘结剂的质量比为83.5:16.5)大尺寸陶瓷坯体放置在脱脂炉中,按照设定的升温曲线进行埋粉脱脂,埋粉所用的填料为煅烧高岭土。
2 结果与讨论
2.1坯体的脱脂机理
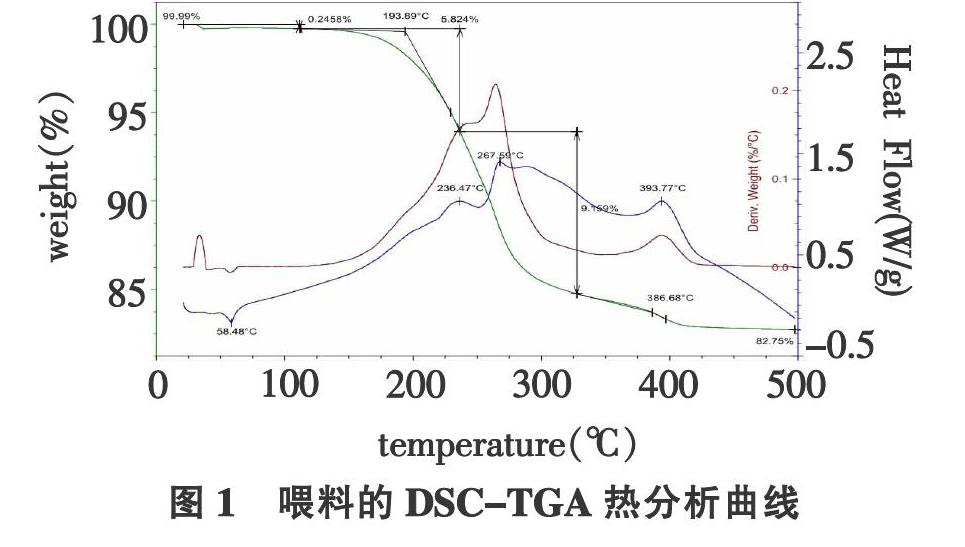
图1为喂料的DSC-TGA热分析曲线,由图可知,在58 ℃左右出现吸热峰,同时样品开始出现失重。58 ℃到150 ℃之间,曲线变化较为平缓,没有特别热效应出现,其失重是低分子有机物以液态流动形式离开样品进入到填料中,在200 ℃到275 ℃时,样品出现剧烈的失重现象,同时在236 ℃和267 ℃两个温度点附近有两个大的放热峰,分别对应分散剂和蜂蜡的热分解温度,在300 ℃到400 ℃温度范围内,样品的失重率逐渐降低,主要是高分子有机物的脱除,400 ℃以后曲线保持平缓,样品质量不再变化,粘结剂完全脱除。
喂料的热分析曲线说明粘结剂的失重与温度不是线性关系,在不同的温度区间要控制不同的升温速率,因此需要制定合适的升温曲线才有利于脱脂。
2.2温度对坯体中粘结剂残留率的影响
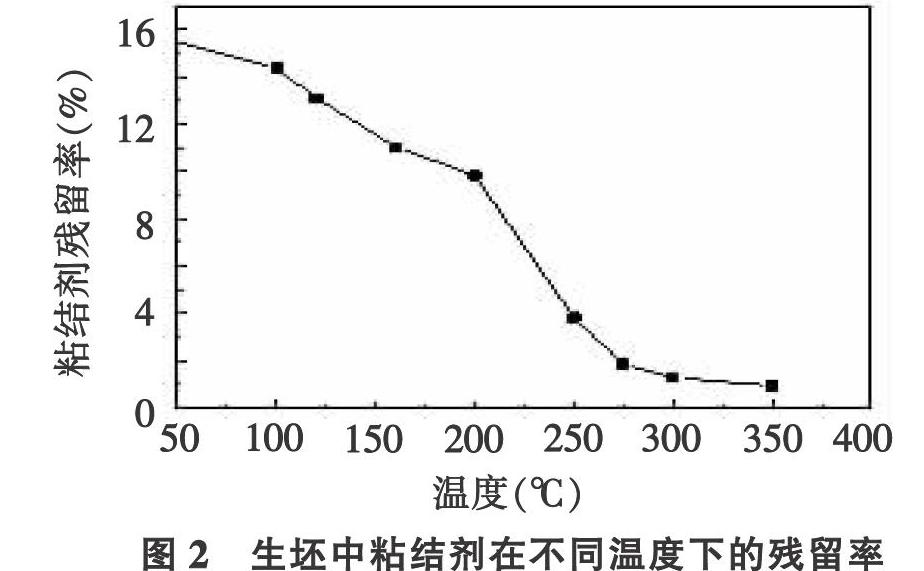
图2为升温速率为8 ℃/h坯体中粘结剂的残留率随温度的变化曲线。由图可知,坯体中粘结剂残留率随温度的升高逐渐减少。160 ℃之前,坯体中的低分子有机物缓慢熔化成液态,在毛细管力的作用下,坯体表面的液态粘结剂被包裹坯体的填料吸附,并转移扩散到填料中,并在坯体表面形成孔隙,继而坯体表面孔隙形成的毛细管力使生坯内部的液相部分不断向外流动,而该孔隙则不断向坯体内部扩展;160 ℃到200 ℃,粘结剂的残留量变化速率渐缓,这是由于从坯体进入填料中蜡的数量小于蜡从填料中汽化蒸发的数量,使得蜡在填料中富集,脱脂效率降低[6,7],此温度下应保温适当的时间,以保证蜡从坯体进入填料中的数量和蜡从填料中汽化蒸发的数量达到动态平衡;200 ℃到275 ℃,液态蜡基粘结剂的迁移和挥发速度随温度升高而提高,坯体的脱脂速率加快,质量损失率急剧增加,与DSC-TGA热分析中的TGA曲线剧烈失重温度区间相对应,坯体中的蜡在这一温度区间发生断链分解反应,是最容易产生开裂、鼓泡等缺陷的阶段,升温速率要更慢。在300 ℃时,坯体的质量损失率达到92.24%,粘结剂基本上被排除,坯体中会残留一些骨架粘结剂,保证坯体有适当的强度。
随温度的升高,坯体中粘结剂的残留率先缓慢减小,再急剧减少,最后再缓慢减少,直到粘结剂完全脱除。其中在200 ℃~275 ℃之间急剧变化,因此该阶段脱脂升温速率要缓慢。
2.3升温速率对坯体脱脂率的影响
图3为坯体在不同升温速率下各个温度点脱脂率变化曲线。从图3中可知,升温速率越快,坯体在各温度点所对应的脱脂率越低。
三种升温速率在120 ℃之前所对应的脱脂率相当,120 ℃之后,以6 ℃/h为升温速率所对应的坯体脱脂率要明显高于以8 ℃/h和10 ℃/h为升温速率所对应的脱脂率,虽然升温速率提高,粘结剂的脱除速率增大,但各温度点粘结剂的脱除量减少。这是因为当升温速率增大时,液相粘结剂在低温的流动速率也会相应的增大,这就导致在较高的温度时,粘结剂会发生比较剧烈的热分解反应,所产生的气体会对生坯中尚未形成或刚刚形成的孔隙造成破坏,从而减缓液相和气相粘结剂在孔隙通道中传输速度,使得脱脂效率降低。
2.4填料粒度对坯体脱脂率的影响
图4是不同填料粒度下的坯体脱脂率曲线。由图4可知,120 ℃之前,三种粒度的填料脱脂能力相当,温度高于120 ℃时,粒度较细的填料脱脂效果好。
填料粒度的大小直接影响填料比表面积的大小和毛细管作用力的强弱,所以对其吸附能力有很大的影响。当温度低于120 ℃时,主要靠坯体内孔隙形成的毛细管力使生坯内部的液相部分不断向外流动,所以填料的吸附能力对其影响不大;当温度高于120 ℃时,坯体中的蜡料逐渐被填料吸附,填料颗粒所形成的毛细管对液相的抽吸起主要作用,故填料的粒度越细,比表面积越大,其吸附能力越强,脱脂的效果越好。
