白酒糟生产丢糟酒的研究进展
2020-08-02张瑞景汪江波蔡凤娇朱正军余汉超
张瑞景,汪江波,蔡凤娇,朱正军,余汉超,徐 健
(湖北工业大学 生物工程与食品学院 工业发酵湖北省协同创新中心 发酵工程教育部重点实验室,湖北 武汉 430068)
白酒是以高粱、小麦和玉米等粮谷物为主要原料,大曲、小曲或麸曲等为糖化发酵剂,经发酵、蒸馏而制成的蒸馏酒[1]。近年来,随着白酒中醇类、有机酸类、芳香族化合物、吡嗪类、萜烯类等健康因子的相继发现[2-3],白酒的社会认可度进一步提高,产量和销售总额持续增长。2018年中国白酒的产量达到871万kL,销售总额超过8100亿元,比2017年增长10.20%[4]。白酒糟是传统固态法白酒生产中的主要副产物,平均每生产1 t白酒约产生3 t的酒糟[5],目前我国每年产生的白酒糟总量超过2 500万t。一方面,新鲜的白酒糟含水量高(60%左右)、气味大,极易发生霉变且不便于运输,限制了白酒糟的应用,并且酒糟的任意堆放会造成严重的环境问题[6]。另一方面,酒糟中含有大量的粗纤维、淀粉、蛋白质和脂肪等营养物质,直接丢弃会造成资源的浪费。
丢糟酒是以白酒糟(丟糟)作为主要原料,通过添加糖化酶、活性酵母、曲粉等一种或多种糖化发酵剂后重新入池发酵、蒸馏得到的白酒。将酒糟用于丢糟酒的生产,可以充分利用酒糟中的营养物质和香气成分,提高淀粉的利用率,减少资源浪费,因此也受到了广泛的关注。本文总结了近年来白酒糟的综合利用现状,重点综述了将酒糟用于丢糟酒的生产,向酒糟中添加酶制剂、活性酵母、大曲等糖化发酵剂以及黄水酯化液,并结合翻窖及串蒸等操作,可提升丢糟酒的质量。此外,实验室生产模型的建立为设计和优化丢糟酒的生产提供了快捷有效的手段,利用白酒糟生产丢糟酒具有一定的经济价值。
1 白酒糟的基本成分
以小麦、大麦、玉米和高粱等粮谷物进行了对比,不同香型白酒糟的基本成分见表1。由表1可知,不同香型白酒糟的成分相差较大;即便是相同香型,由于生产工艺和操作条件的不同,其成分也存在一定的差异。浓香型白酒糟中粗蛋白、粗纤维、粗脂肪和粗淀粉的含量分别为2.7%~20.7%、10.86%~24.7%、0.9%~9.73%和4.6%~16.46%[7-11]。酱香型白酒糟中粗蛋白、粗脂肪和粗淀粉含量(分别为7.2%~13.3%、2.5%~4.3%和6.8%~15.6%)与浓香型白酒糟差别不大,而粗纤维含量(7.12%)远低于浓香型白酒糟[11-12]。清香型白酒糟中粗蛋白、粗脂肪和粗淀粉含量分别为1.5%~2.6%、0.6%~1.3%和2.8%~3.2%[11],均低于其在浓香型和酱香型白酒糟中的含量。此外,不同香型白酒糟中粗蛋白的含量总体上与小麦、玉米、高粱等粮谷物相差不大,干酒糟中粗蛋白的含量甚至略高于玉米等;粗脂肪与粗纤维在酒糟中的含量比粮谷物中的含量要高,这是由于在白酒发酵过程中对粗脂肪和粗纤维的利用率较低造成的;酒糟由于至少经过一次酒精发酵,大部分淀粉已被利用,酒糟中的粗淀粉含量远低于粮谷物中淀粉的含量[13-16]。
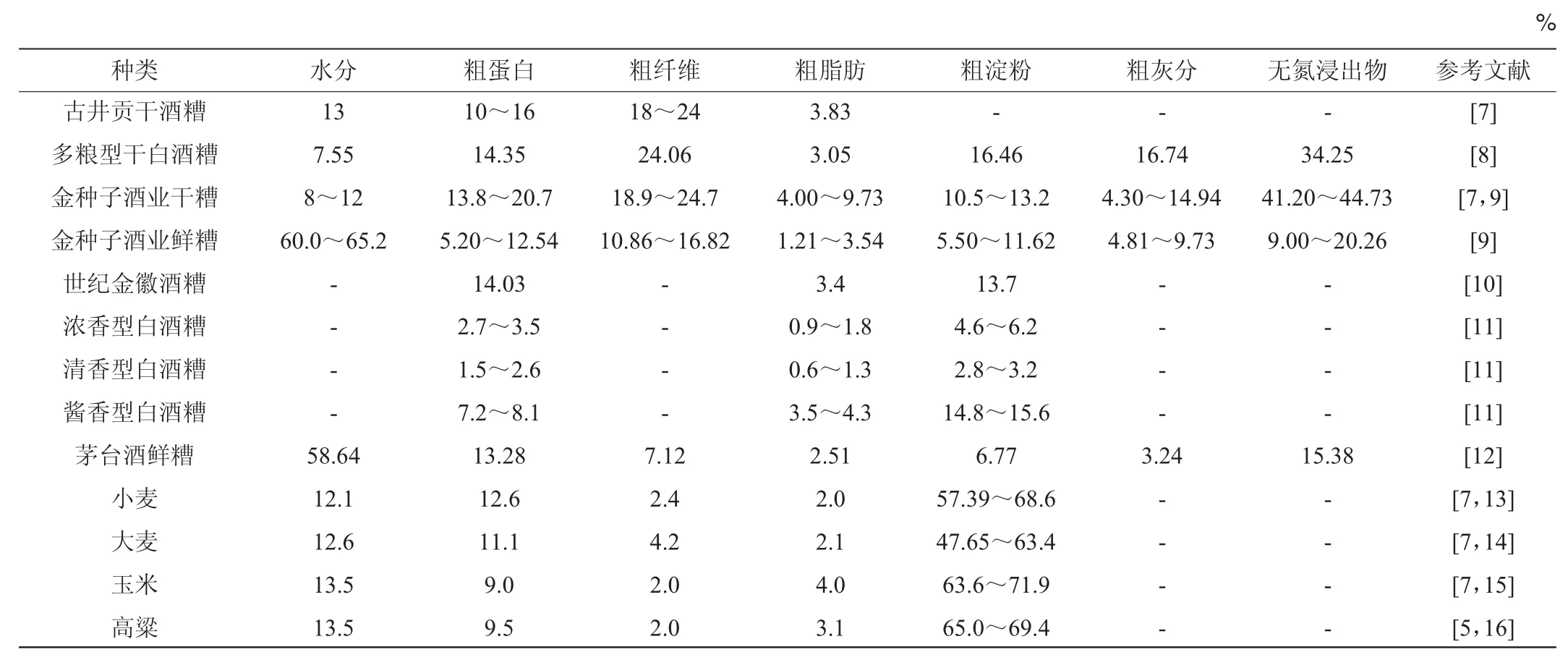
表1 酒糟与粮食中营养成分含量对比Table 1 Comparison of nutrient components of distillers' grains and cereals
酒糟中的氨基酸种类及含量见表2。由表2可知,酒糟中氨基酸的种类全面,含量较多,比例合理,能够满足动物对各种必需氨基酸的需求,营养价值较高[17];世纪金徽酒糟中含有8种必需氨基酸,谷氨酸、丝氨酸、亮氨酸的含量在10 g/L以上;茅台酒糟和洋河酒糟中均含有7种必需氨基酸,谷氨酸、亮氨酸、丙氨酸、脯氨酸、天冬氨酸的含量均在10 g/L以上,且不同酒糟中同种氨基酸的含量差异较大。此外,酵母、霉菌、细菌等微生物在酒糟蒸馏过程中裂解,释放出大量微生物细胞生长所必需的营养物质[18]。因此,酒糟可应用于动物饲料的生产、纤维素的提取、淀粉的再次发酵等方面,具有一定的再利用价值。
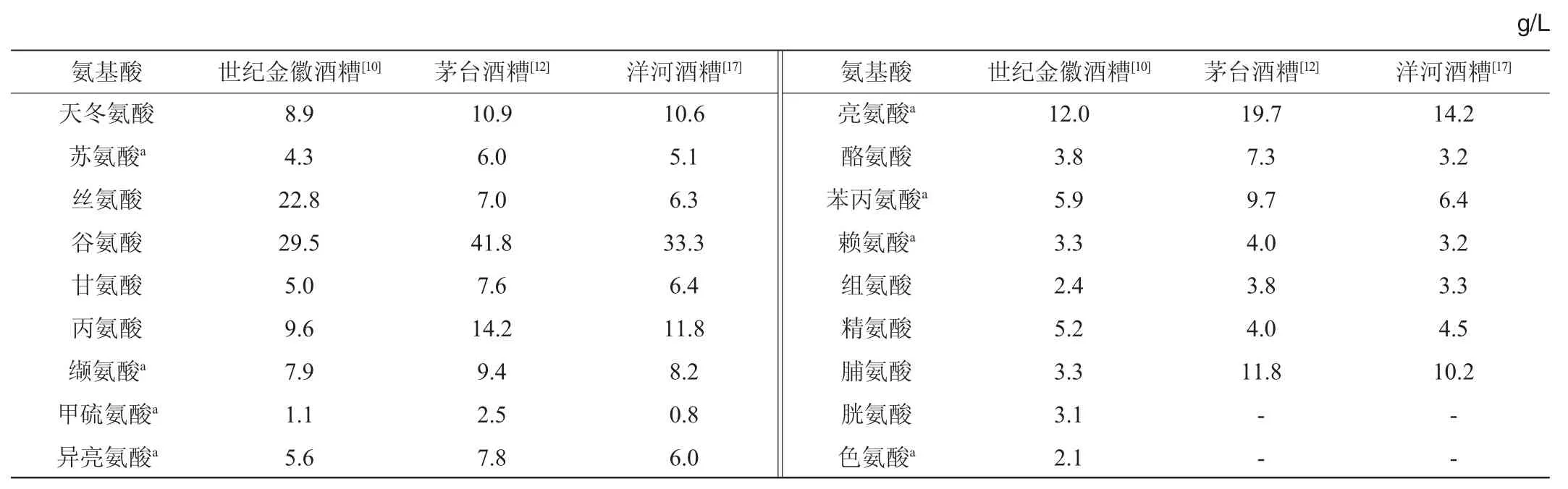
表2 不同酒糟中氨基酸种类及含量Table 2 Kinds and contents of amino acids in different distillers' grains
2 白酒糟的综合利用现状
目前对酒糟再利用的研究多集中在生产动物饲料、有机酸、生物有机肥、燃料乙醇、氢气以及食用菌的栽培等方面[19-20]。酒糟中含有大量的稻壳且粗脂肪含量高不能作为饲料直接投喂,必须先经过预处理来改善酒糟的适口性[19-20],这一步骤增加了酒糟利用的成本,降低了其经济价值。将酒糟用于丁二酸、丁二醇、燃料乙醇、氢气的生产需要先将酒糟烘干[9,21-24],烘干需要大量的热量,不仅增加成本,而且很难大批量同时处理,限制了酒糟的大规模应用。此外,在酒糟生产丁二酸、丁二醇时还需除去稻壳并进行粉碎[19,23],这又进一步降低了其经济性。由于酒糟中含有大量的醇类、酸类和醛类等物质,会对食用菌菌丝的生长造成抑制,因此酒糟用于食用菌栽培时需先经过预处理,主要包括烘干处理、水洗处理和日晒处理等[25-27]。烘干处理能耗大,经济效益低;水洗处理虽然可以有效的去除酒糟中的抑制物质,但对水资源的消耗大,且洗糟液不经处理直接排放会对环境造成严重的危害;日晒处理成本较低,但需要较大的场地,很难大批量同时处理[25]。将酒糟用于生物有机肥的生产,能够完全利用酒糟,处理相对简单且不产生二次污染,但是该处理方式占地面积大,附加值低[28-29]。
3 白酒糟生产丢糟酒的发展现状
3.1 糖化发酵剂在丢糟酒中的应用
酒糟中粗脂肪、粗纤维和粗蛋白含量高,淀粉含量低,微生物对于酒糟的直接利用十分困难。因此,相比于正常的白酒生产,丢糟酒生产过程中需要加入的糖化发酵剂用量更大、种类更多。宗绪岩等[30]对比了三种糖化酶(液体糖化酶、固体糖化酶和液体复合糖化酶)在处理芝麻香型白酒丢糟中的应用情况,结果表明,三种酶都能够促进丢糟中残淀粉的转化利用,提高出酒率,其中添加液体复合糖化酶的酒糟残淀粉含量最低,在大生产和实验室条件下分别为3.26%和3.62%。
张建华等[31]在浓香型大曲酒丢糟中加入耐高温酒精活性干酵母(thermostabilty-alcoholactivitydryyeast,TH-AADY)和糖化酶可使淀粉的利用率提高3%~4%,出酒率为3.78%,酒中乳酸乙酯、己酸乙酯、乙酸乙酯和丁酸乙酯的含量分别达到1 197.2 mg/L、650.2 mg/L、421.6 mg/L和77.2 mg/L。王传荣等[32]在浓香型大曲酒丢糟中添加0.01%的纤维素酶(40 000 U/g)、200 U/g淀粉的糖化酶和0.015%的TH-AADY,能够将淀粉利用率提高3.7%,出酒率为3.65%,所得丢糟酒中总酸含量为0.68 g/L、总酯含量为2.33 g/L,乳酸乙酯、己酸乙酯、乙酸乙酯和丁酸乙酯的含量分别为1 497.2 mg/L、650.2 mg/L、621.6 mg/L和77.2 mg/L,同时配合生香酵母还可进一步提高酒的质量。宋安东等[33]的研究也表明,在丢糟中加入0.02%的糖化酶、0.1%的绿色木霉T1纤维素酶和0.05%的TH-AADY经过8 d发酵,可使粗淀粉的含量从6.3%降低到5.8%,丢糟的出酒率达到3.5%。贾盼等[34]对比了在浓香型白酒糟中添加0.2%的安琪酿酒曲与同时添加0.1%的糖化酶和0.05%的AADY的发酵情况,结果表明,同时添加糖化酶和AADY可使残淀粉含量从13.6%降低至10.3%,出酒率为3.25%;而添加安琪酿酒曲可使残淀粉含量降低至9.6%,出酒率达到3.95%。同时,对比了在酱香型白酒糟中添加0.15%的安琪酿酒曲与同时添加0.2%的糖化酶和0.05%的AADY的发酵情况,结果发现同时添加糖化酶和AADY可使淀粉含量从13.3%降低至9%,出酒率为4.25%,而添加安琪酿酒曲可使淀粉含量降低至8.2%,出酒率达到5.08%,故安琪酿酒曲对提高丢糟的淀粉利用率和出酒率的效果比糖化酶和AADY的作用效果更好。杨建梅等[35]在绵柔型白酒丢糟中加入1.5%的功能性纤维素酶帘子曲、250 U/g淀粉的糖化酶和0.15%的TH-AADY,残淀粉含量从11.3%降低至5.8%,出酒率为3.89%,所得丢糟酒中总酸和总酯含量分别为1.03 g/L和2.36 g/L,乳酸乙酯、己酸乙酯、乙酸乙酯和丁酸乙酯的含量分别为985.7 mg/L、1 157.8 mg/L、478.4 mg/L和97.2 mg/L;酒体清爽,香气较明显,后味短而淡,表明加入一定量的功能性纤维素酶帘子曲不仅能够提高丢糟出酒率,还可以提升丟糟酒的感官质量。赵东等[36]研究发现,在丢糟中加入0.6%的强化发酵菌株(主要是耐酸酵母、假丝酵母和降酸细菌)、60 U/g的糖化酶、0.6%的大曲粉和0.5%的复合酶,经过35 d的发酵得到的丢糟酒产量最多且酒质最好,乳酸乙酯、己酸乙酯、乙酸乙酯和丁酸乙酯的含量分别为1 480 mg/L、1 152 mg/L、1 505 mg/L和132 mg/L。
3.2 黄水酯化液、翻窖及串蒸工艺在丢糟酒中的应用
张建华等[37]将糖化酶、TH-AADY以及黄水酯化液添加到丢糟中进行发酵,丢糟中的残淀粉含量降低了约3%,出酒率达到3.54%,添加黄水酯化液得到的丢糟酒中四大酯的含量(乳酸乙酯、己酸乙酯、乙酸乙酯、丁酸乙酯含量分别为1 558.2 mg/L、1 257.3 mg/L、728.6 mg/L、113.6 mg/L)比未添加黄水酯化液时的丢糟酒中四大酯含量(乳酸乙酯、己酸乙酯、乙酸乙酯、丁酸乙酯含量分别为1 368.5 mg/L、641.6 mg/L、411.6 mg/L、76.2 mg/L)更高,特别是己酸乙酯含量增加显著,表明该方法能得到品质较好的丢糟酒。刘家兴[38]在双轮底丢糟中加入中温曲、高温曲、糖化酶、活性干酵母和生香酵母后入池发酵,发酵结束后加入黄浆水酯化液和酒精进行串蒸,最佳串蒸方案得到的丢糟酒中乳酸乙酯、己酸乙酯、丁酸乙酯含量分别为1 775 mg/L、1 260 mg/L、71 mg/L,该酒样经品评与理化分析符合GB 10781.1—2006《浓香型白酒》一级标准。苏晓丽等[39]向发酵结束的丢糟中添加生物酯化液(黄水、尾水和底锅水等酿酒副产物经红曲霉发酵产酯制得)进行串蒸,得到的丢糟酒无色透明,香气浓郁,诸味协调,口感醇厚丰满且回味悠长。张彬等[40]在芝麻香型丢糟中添加3%~5%的高粱粉、10%的高温大曲粉后入池发酵,发酵结束后用65%vol的优质酒精进行串蒸,所得丢糟酒中乳酸乙酯、己酸乙酯、乙酸乙酯、丁酸乙酯含量分别为532.5 mg/L、98.2 mg/L、235.9 mg/L、19.6 mg/L,该丢糟酒带焦香和糊香、稍涩、后味干净,具有芝麻香酒的风格特点。
3.3 丢糟酒中主要理化指标分析
丟糟酒中的主要理化指标成分见表3。由表3可知,大部分丢糟酒中乙酸乙酯、己酸乙酯和丁酸乙酯的含量较低,乳酸乙酯的含量虽然相对较高,但与五粮液、泸州特曲、泸州二曲等名优酒相比,其绝对含量仍然偏低。丢糟酒中己酸乙酯的含量不到浓香型名优酒含量的50%,但是其含量比一般曲酒中己酸乙酯的含量稍高。乙酸乙酯在丢糟酒中含量比名优酒及一般酒中的含量都低。丁酸乙酯在丢糟酒中的含量约占名优酒中含量的1/3,与一般酒中含量相差不大。总酸的含量能够达到浓香型白酒与清香型白酒优级的标准。总酯的含量也符合清香型、浓香型、酱香型白酒的优级标准,但是其含量均只有名优酒总酯含量的50%左右。与浓香型名优酒相比,丢糟酒中己酸乙酯、乙酸乙酯与总酯的比值偏小,丁酸乙酯与总酯的比值与表3中三种优质酒的比值接近。与一般酒相比,丢糟酒中乳酸乙酯、己酸乙酯的含量偏高,乙酸乙酯的含量偏低,丁酸乙酯的含量相差不大。相比之下,丢糟酒中4种酯类的比例不协调。因此,在以后的研究中要提高丢糟酒中己酸乙酯、乙酸乙酯和丁酸乙酯的含量,并不断优化4种酯类的比例。
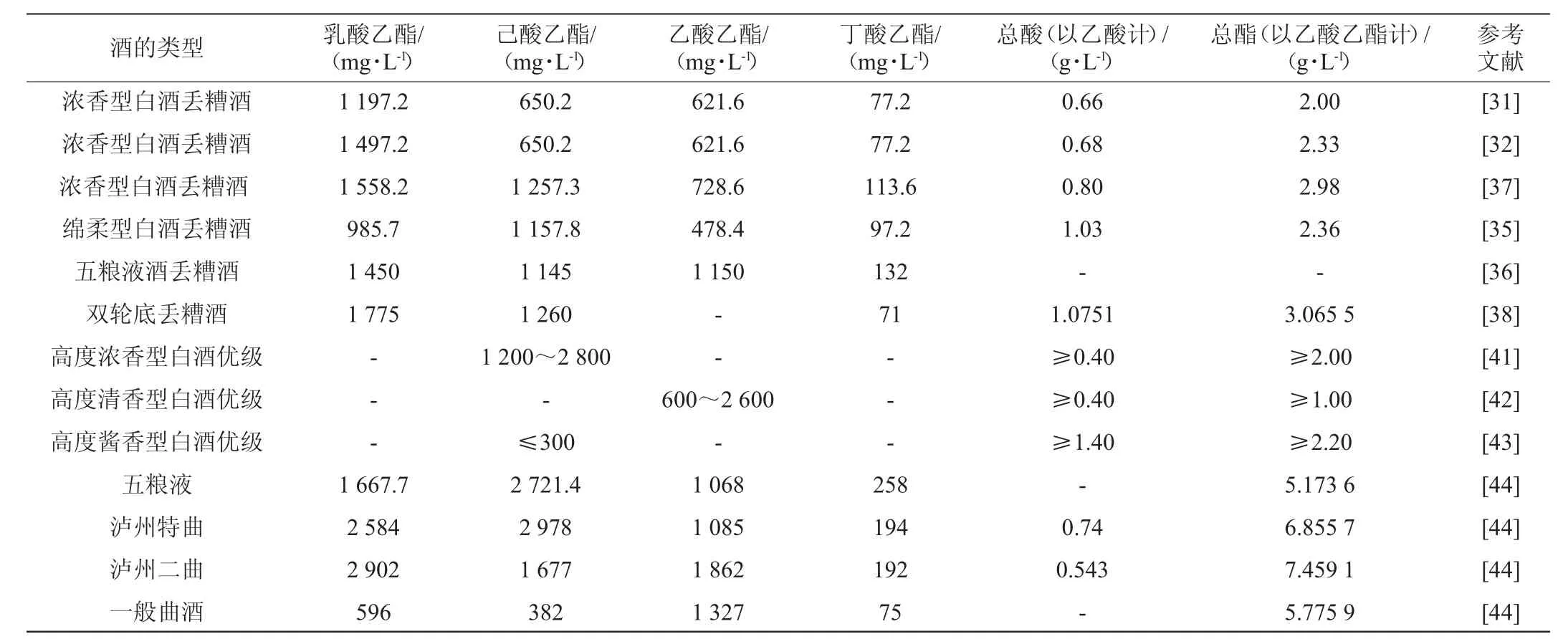
表3 丢糟酒与部分白酒中主要理化指标的比较Table 3 Comparison of main physicochemical indexes of distillers' grains Baijiu and some Baijiu
3.4 丢糟酒实验室发酵模型的建立
实际生产中丢糟酒发酵周期较长,丢糟及糖化发酵剂的用量较大,需投入大量的人力物力,研究成本较高,因此有必要建立便捷、高效的丢糟酒生产实验室模型。宗绪岩等[45]通过向芝麻香型白酒丢糟中添加安琪高活性酵母和糖化酶,进行芝麻香型丢糟酒实验室发酵模型的建立并在工厂进行验证,结果表明该模型能够很好的预测不同处理条件下成熟酒醅的残淀粉含量、酒精含量、乳酸和醋酸含量等指标。王祥余等[46]设计了针对浓香型丢糟酒生产过程的实验室模型,通过检测残淀粉、酒精含量等关键指标表明该模型能够准确预测丢糟酒成熟酒醅的酒精含量和残淀粉。这些模型的建立为设计和优化丢糟酒的生产提供了快捷有效的手段。
4 展望
将白酒糟用于丟糟酒的生产,能够在企业原有设备的基础上进行,不需要再额外增加设备,具有可操作性。丟糟中的淀粉和香味成分得到充分利用,提高了淀粉的利用率和出酒率,所得丟糟酒可直接用于白酒的调配,节约生产成本。但是,丢糟酒中四种主要酯类的比例相对不协调,含量偏低,在后续的研究中可在发酵时添加半纤维素酶、漆酶、酯化酶等酶制剂以及功能性强化大曲,进一步提高丢糟酒的品质。此外,丟糟酒生产结束后仍然会产生废糟,造成资源的浪费,可将这部分废糟用于堆肥生产生物有机肥,将获得的生物有机肥进行还田种植酿酒原料,从而充分利用酒糟中的营养成分,真正实现白酒行业的绿色生产和无废制造。
