2219合金TIG补焊接头亮线影像成因及其力学性能
2020-07-24彭江涛欧阳婷婷李庆庆
彭江涛 欧阳婷婷 龚 习 李庆庆 韩 磊
(天津航天长征火箭制造有限公司,天津 300462)
0 引言
2219合金是Al-Cu-Mn系可热处理强化铝合金,具有优异的高、低温力学性能与抗应力腐蚀性能,以及良好的铸造性与焊接工艺性,已广泛应用于国外航天运载器上[1],同时已被选为我国新一代液体运载火箭燃料贮箱主体结构材料[2]。
新一代液体运载火箭贮箱制造大量采用了VPTIG自动焊接工艺[3]。在铝合金熔焊过程中,气孔夹杂等缺陷难以有效避免。工程应用过程中常采用手工TIG焊对形状不规则、易产生应力集中的焊接缺陷进行补焊。补焊槽加工成“船形”结构,时常存在补焊槽坡口面角度较小的情况,此类船形槽经补焊后,X射线底片上常存在一条黑度明显低于周围区域的亮线影像。
目前,国内外暂无关于2219 铝合金TIG 焊缝补焊接头X 射线底片亮线影像的报道。本文针对不同坡口面角补焊槽结构开展手工TIG补焊实验,并对补焊接头X 射线底片亮线影像成因、接头微观形貌及常温力学性能等进行研究,拟为2219 铝合金的工程应用提供重要支撑。
1 实验
1.1 材料
材料为采用VPTIG 自动焊工艺制造的8.0 mm×500 mm×1 000 mm 的2219T87/T87 铝合金对接焊弧板。补焊焊丝为综合性能优良的2325 合金焊丝[4],其成分见表1[5]。
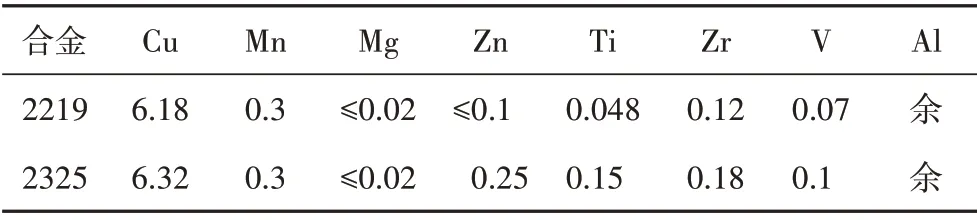
表1 2219铝合金及2325焊丝化学成分Tab.1 Chemical compositions of 2219 aluminum and 2325 welding wire %(w)
1.2 设备及方法
补焊前对自动焊弧板进行酸洗除油,并用气动铣刀在焊缝背部加工补焊槽,槽深约6 mm。采用Miller Dynasty 700变极性焊接电源两道次完成补焊,焊接电流210 A,交流频率55 Hz。焊缝无损检测设备为MG-165型定向X 射线机,检测电压55 kV,曝光3 min。采用Sirion 200 扫描电镜(SEM)观察补焊接头横截面微观形貌与常温拉伸断口形貌,加速电压20 kV,且用电镜配置的GENESIS 60S 能谱仪(EDS)检测补焊接头中底片亮线影像对应物质的成分。补焊接头室温单向拉伸实验在Instron 8032电子拉伸机上进行,拉伸速度2 mm/min。
2 结果与讨论
2.1 补焊槽结构及焊缝底片影像分析
焊缝背部补焊槽截面示意见图1,人员手持工具操作侧的坡口面角为α,对侧坡口面角为β。受操作习惯及视线受限的影响,补焊槽常呈现α≤β与18°≤β≤30°的特点。2219 铝合金焊接性优良,预研攻关实验显示,接头高熔合比既可获得高质量的焊缝,又能降低焊丝消耗,故本实验补焊槽坡口面角β 选择20°,坡口面角α为变量。
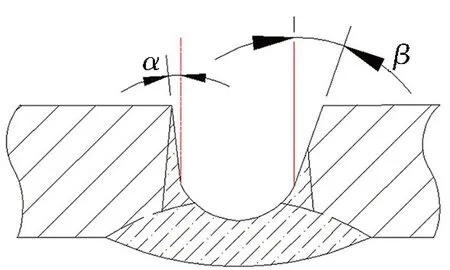
图1 焊缝背部补焊槽横截面示意图Fig.1 Cross section of repair groove
图2为不同坡口面角度手工TIG补焊接头的X射线底片影像。当坡口面角度β约为20°,α值分别为0°、5°、10°及15°时,局部补焊接头底片上α角侧均存在一条亮线影像,且随着α值的增大,亮线的黑度逐渐降低;当α角度值为20°与25°时,底片上亮线影像消失。X射线底片影像的黑度与胶片的感光度成正比,在相同的材料、厚度及X射线辐射条件下,影像黑度与物质密度密切相关,物质密度越高,X射线的衰减越严重,则胶片感光度越低,对应的影像黑度越小[6]。由此判断底片亮线影像对应区域的物质对X射线的散射与吸收程度较高,其密度应高于其他区域物质。
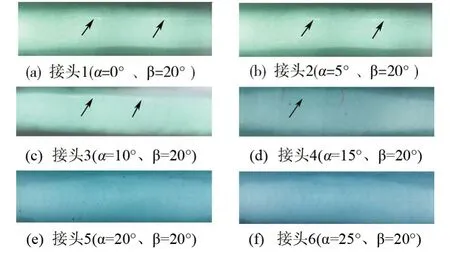
图2 不同坡口面角度补焊接头X射线底片影像Fig.2 X-ray film images of repair welding joint with different bevel angles
2.2 接头微观形貌及成分分析
接头2 亮线影像对应处的横截面形貌如图3所示,直线处为坡口面角α为5°侧的陡峭侧壁,其附近一定宽度范围内存在粗大、密集的白色树枝晶,一次枝晶两侧还存在二次枝晶;而临近该区的焊缝中的析出物相对细小、分散。
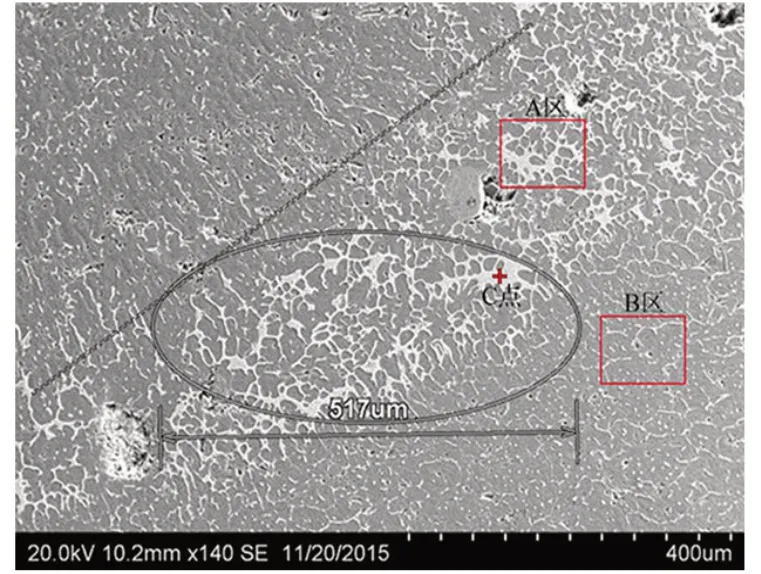
图3 接头2亮线处横截面微观形貌Fig.3 Microstructure of cross section at bright line of joint 2
对截面上A 区及B 区进行面扫描能谱分析,A 区Al、Cu 质量百分数分别为82.56%、16.8%;B 区Al、Cu 质量分数分别为91.36%与8.64%;A 区中Cu 元素含量明显高于B 区,表明接头中存在一定的宏观偏析。此外,对C 点处粗大的析出物进行点扫描分析,Al、Cu 元素质量分数分别为68.21%、31.79%。文献[7]显示Al-Cu 系合金共晶组织中Cu 原子质量分数33.2%,与本实验检测结果较为接近,推断陡峭侧壁附近的粗大析出物为Cu含量较高的α(Al)+θ共晶组织,此推断与文献[5]报道的2219合金熔焊焊缝内部存在非平衡共晶的观点一致,也与前文横截面上底片亮线影像对应处物质密度高于其他区域的观点相应证,其局部区域偏析引起Cu 含量升高是造成X射线底片亮线影像的原因。
图4是熔池液相横截面及其液相各区简化示意图。
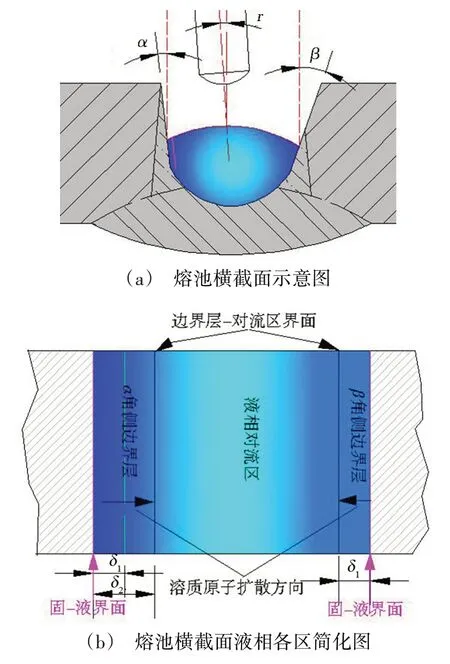
图4 熔池横截面及液相各区简化图Fig.4 Diagram on cross section of molten pool and each region of liquid phase
熔池液相在固-液界面上存在一薄的无流动的边界层,其层内界面法向无原子的对流传输,溶质原子只能通过扩散传输而迁移至边界层以外的液相区[8]。因补焊槽为非对称结构(α≤β),且手工焊枪前端存在小倾角r,同时受人员持枪有轻微偏对侧习惯的影响,TIG 补焊过程熔池内的发散电流与自身磁场交互形成的电磁力[9]对α角侧壁附近液相区的电磁搅拌弱于β角侧壁附近。假设在当前补焊条件下,距β角侧固-液界面δ1位置处,溶质原子经扩散通过“边界层-对流区界面”的输出等于边界层溶质原子的输入,则边界层将稳定在δ1宽度。因α角侧边界层受液相强制对流的冲刷作用较弱,在距α角侧固-液界面δ1位置面上,溶质原子扩散通过量势必难以被液相对流及时传输走,层内溶质原子将发生积聚,其浓度梯度变大,扩散驱动力增加,将引起边界层界面迁移,当宽度增加到某一临界值δ2,边界层溶质原子的输入等于原子扩散输出时,边界层宽度即维持稳定。由此判断δ1<δ2,边界层宽度随电磁搅拌作用的减小而增加。
坡口面角α侧固-液界面前沿的边界层相对略宽。焊接热源前移后,熔池金属液迅速冷却,其结晶为非平衡凝固过程,固-液界面上发生了Cu、Mn等溶质原子的重新分配,先凝固的α(Al)固溶体溶质含量低,剩余液相的溶质浓度随液相线变化而逐渐增高,当剩余液相成分达到共晶点后,形成偏析的非平衡共晶组织[8];同时由相图可知,亚共晶Al-Cu合金固-液界面前沿的液相温度随溶质浓度的增加而降低[7],故α角侧的边界层内成分过冷度略大。在凝固初始阶段,沿界面法向通过母材的散热较快,温度梯度大,且成分过冷也略大,综合因素都促进树枝晶的长大。当枝晶区长大到一定宽度,母材温度上升,界面法向的散热速度降低,温度梯度降低,枝晶生长的驱动力下降,同时受液相对流区的冲刷作用增强,树枝晶生长受到抑制。在β角侧区域,其边界层内的成分过冷略低,同时受电磁搅拌作用较强,液相对流产生的温度起伏与冲刷作用促使该区凝固初期的枝晶熔断[10],成为形核基底,有利于内部晶核的增殖,故其析出相分布相对弥散,并未发现粗大的枝晶组织,X射线底片也未见亮线影像。
2.3 补焊接头力学性能及断口分析
X射线底片上存在亮线影像的补焊接头室温力学性能见图5。由图可知:α角在0~20°,随着坡口面角α值的增大,补焊接头抗拉强度σb及延伸率δ5值均呈缓慢上升,α角约为20°时,底片上无亮线影像,补焊接头抗拉强度达295 MPa、延伸率为5%;当α角为25°时,补焊接头强度略降,延伸率值无明显变化。补焊接头性能较为优良,这可能与两道次补焊,接头单位时间内的焊接热输入值低于一道次完成补焊有关[11]。α角在0~25°,补焊接头性能均满足运载火箭制造工程应用时,接头系数≥0.5,延伸率≥3%的许可要求。
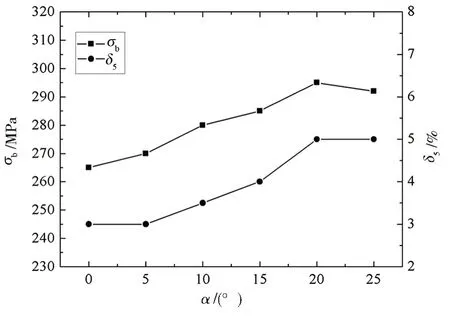
图5 补焊接头室温力学性能Fig.5 Mechanical properties of repair welding joints at room temperature
图6是坡口面角α分别为5°及20°时补焊接头室温断口形貌。接头2(α=5°)自坡口面角α侧焊缝根部启裂。
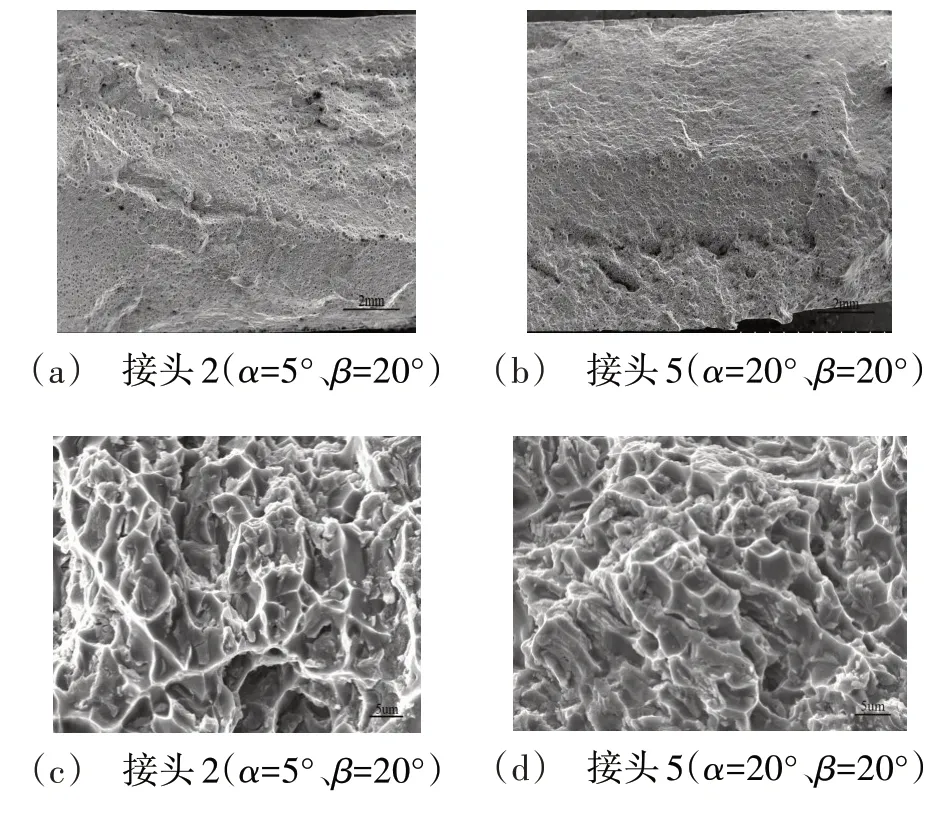
图6 常温拉伸断口形貌Fig.6 Tensile fracture morphology at room temperature
由图6可看出接头2(α=5°)内部的微气孔数量明显高于接头5(α=20°),补焊过程焊枪前移后,熔池金属液快速冷却,其中的微小氢气泡未能及时聚集长大,易附着于陡峭侧壁难以及时上浮溢出;同时因大量微气孔的存在,接头2的有效横截面积略低于接头5,此现象也是接头强度偏低的原因之一。此外,相对于接头5,接头2 断口面上的韧窝大且浅,表明接头2的析出相略粗,其基体相在裂纹扩展过程中的形变有限,故其延伸率略低,但仍满足延伸率≥3%的使用要求,因此,补焊接头X 射线底片上的亮线影像可不按焊接缺陷进行处理。
3 结论
(1)在0~20°,随坡口面角α值的增大,X 射线底片上亮线影像的黑度逐渐降低,至与周围金属黑度一致,亮线影像对应处的物质为含Cu 量较高且粗大的α(Al)+θ相非平衡共晶组织。
(2)在TIG 补焊过程中,熔池坡口面角α角侧受电磁搅拌弱于β角侧,其固-液界面前沿的边界层宽度大于β角侧;凝固初期,α角侧的温度梯度与边界层内的成分过冷度均高于坡口面角β角侧,促进了坡口面角α角侧树枝晶的生长。
(3)当β角为20°时,α角在0~20°随角度值的增大,补焊接头的抗拉强度与延伸率逐渐升高,当α角达20°时获得了优良的室温力学性能;X 射线底片上存在亮线影像的补焊接头力学性能满足运载火箭使用许可要求,亮线影像结构可不按焊接缺陷处理。