BTW1耐磨板焊接及加工工艺研究
2020-06-29刘虎
刘虎

摘要:BTW1耐磨板是近些年出现并应用在煤矿输送设备上的板材,它属于高碳、高锰钢范畴,其加工、焊接性能都较差,本文通过BTW1材料成分和力学性能,分析BTW1的切割、加工和焊接性能,制定合理的焊接、加工工艺,应用于生产。
关键词:BTW1;切割;加工;焊接;加工硬化
Abstract: BTW1 wear-resistant plate is a kind of plate which appears in recent years and is used in coal mine transportation equipment. It belongs to the category of high carbon and high manganese steel, and its processing and welding performance are poor. This paper analyzes the cutting, processing and welding performance of BTW1 through the composition and mechanical properties of BTW1 material, and formulates reasonable welding and processing technology for production.
Key words: BTW1;cutting;machining;welding;work hardening
0 引言
刮板输送机和转载机各类槽体的中板、底板是关键零件,使用过程中要承受冲击、疲劳、摩擦、腐蚀等恶劣工况,因此中板、底板都采用高硬度耐磨钢板,如Hardox系列、JFE系列这类中低合金高强度钢板。这类钢板表面硬度较大,内部硬度一般,当表面耐磨层磨损后会加快磨损速度。BTW1耐磨钢板是天津威尔朗科技公司与宝钢近些年联合研发成功的奥氏体型耐磨钢。尽管这种钢强度不如Hardox,但是它的硬度要优于Hardox,力学性能见表1,该钢种在中低冲击工况下具有应变诱发马氏体相变的强化机制,强化后表面硬度能达到HRC42~55,且当表面一层被磨掉后,新露出的表面同样会得到自强化,正因为这种“越磨越硬”的特性,使其开始应用到煤矿输送设备上。作为一种新材料,尽管它有以上许多优点,但是其工艺性还需要在生产中不断摸索和研究。
1 BTW1切割工艺
1.1 火焰切割
BTW1耐磨板可以采用火焰切割方式下料,但是火焰切割质量一般,由于BTW1中C、Mn含量较高(化学成分见表2)。火焰切割时,在高压氧的作用下,C、Mn元素大量烧损,而Mn正是促进BTW1获得稳定奥氏体组织的关键元素,当Mn大量烧损后,奥氏体组织开始不稳定,向切口附近大量析出碳化物,使切口表面增碳,增碳层组织在空气中淬硬,导致焊接裂纹产生的可能性大大提高,因此火焰切割后,尤其是切割焊接坡口,还需要将增碳层加工掉,才可用于焊接。也可采用打磨方式去除增碳层,但需要注意打磨温度不能过高。
1.2 等离子切割
等离子切割效果要优于火焰切割,虽然切口处也会有碳化物析出,但是量要少得多,并且等离子切割温度高,速度快,切割面光滑,因此生产上推荐优先使用等离子切割的方式下料。
2 BTW1加工工艺
BTW1具有强烈的形态硬化特性,加工过程中加工硬化非常明显,切削时发热大,加快刀具软化、磨损,因此在编制工艺过程中,BTW1留量不宜过大,应遵循非重要面不留加工量,重要面少留加工量的原则。其次,BTW1在加工时需注意以下几点:
①切削速度不宜过大,避免刀具过热;
②进给量不宜过小,避免刀具在硬化层工作,切深最好控制在2~3mm之间;
③切削时发热量较高,加工时使用冷却液,降低切削温度,延长刀片使用寿命;
④刀具选择上,使用可转位铣刀,刀片选用高耐磨基体带耐高温涂层材质刀片,由于这类刀片价格较高,考虑选用多切削刃刀片,以提高刀片利用率,降低加工成本;
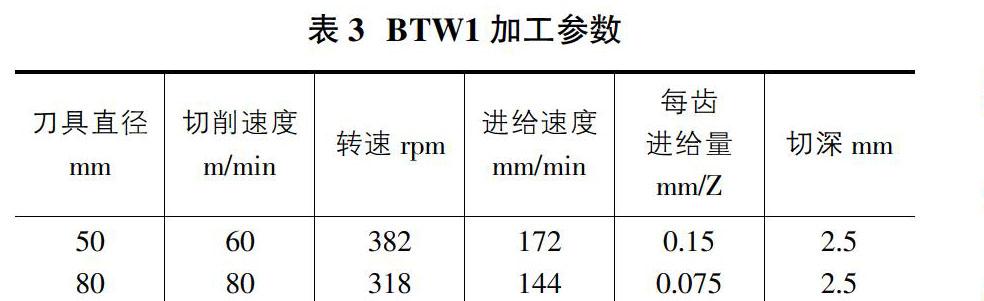
⑤加工参数选用见表3。
3 BTW1焊接工艺
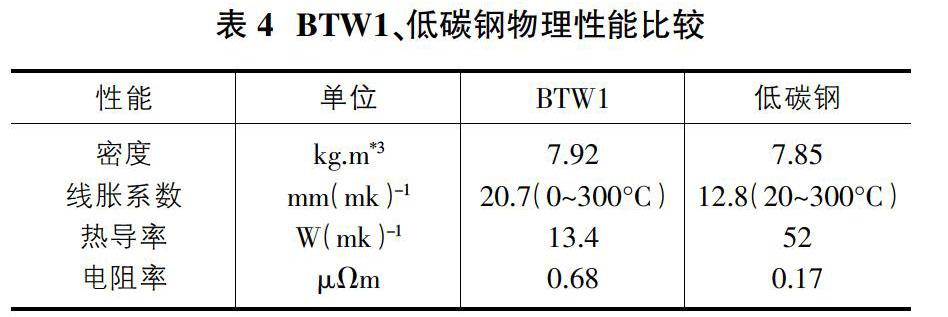
BTW1的热导率低,同时电阻率高,其热导率是低碳钢的1/4,线胀系数是低碳钢的1.6倍,所以易形成较大的内应力,引起裂纹,BTW1物理性能见表4。
3.1 BTW1焊接性分析
①热影响区析出碳化物的问题,BTW1在1050°C左右,C全部固溶于奥氏体中,但是这种钢若再次受热超过250°C时,就可能沿晶界析出碳化物而使材料变脆。从BTW1连续转变曲线看,在冷却较快时,碳化物首先在晶界析出,随着停留时间增长,晶界碳化物将由不连续的颗粒状态变为网状分布,使脆性显著增加。若冷却速度更慢时,还要通过针状碳化物析出区,析出针状碳化物,使脆性大大增加,BTW1连续转变曲线见图1。因此BTW1在焊接后,在热影响区不断的析出碳化物,并可能向马氏体转变。为了减少碳化物的析出,应加快冷却速度,缩短在高温停留时间;
②焊接热裂纹问题,BTW1在焊接时容易产生热裂纹,主要原因有两点:一是P、S和Mn、Fe容易形成低熔点共晶物,其熔点分别在960°C、1050°C,都远低于其固相线温度,在焊缝凝固后期,这些低熔点共晶物容易在晶间形成液态薄膜,导致焊缝金属塑性极低;二是BTW1线膨胀系数大,焊后冷却收缩量大,同时热导率小,热场分布不均匀,使焊接产生较大的内应力,在这两种因素的共同作用下,容易出现热裂纹。
3.2 BTW1焊接要点
由于BTW1焊接时容易出现碳化物和热裂纹,因此焊接时需要注意以下几点:
①焊接时要严格控制热输入,焊前禁止预热,焊后禁止后热,并控制层间温度不超过150°C,最好小于100°C;
②焊接过程中应及时采用水冷(用喷壺或其他工具),使焊缝快速冷却至室温。具体操作方法如下:每一道焊接约400~600mm长度后,对准焊缝处喷水快冷,水干之前可在另一边或其他干燥处继续焊接作业,下一道焊接时同样在焊接400~600mm长度后对焊缝喷水快冷,如上操作,反复进行焊接—水冷作业,直至焊接完毕;
③操作手法上,可通过短段焊,窄焊道,采用多层多道,不摆动焊接,注意填满弧坑;
④焊接工艺上采用低线能量,小电流,快速焊接;
⑤清理时使用不锈钢钢丝刷。
3.3 焊丝和焊接方法选择
焊丝选用CHM18.8Mn不锈钢焊丝,使用熔化极气体保护焊,保护气体选用Ar和5%CO2混合气体保护焊,减少飞溅的同时能获得较好熔深,焊接参数见表5。
4 结语
BTW1耐磨板属于高碳高锰钢范畴,并且又具有马氏体相变的强化机制,其加工、焊接都存在较大难度,以上工艺方法是根据BTW1耐磨板特性,总结生产实际,制定的比较详尽的工艺方法,目前已成功应用到多套设备上。
参考文献:
[1]陈剑虹,等.焊接手册[M].机械工业出版社,2001.
[2]吴素霞,王明星,许润辉.ZGMn13与Q235-A的焊接讨论[J].才智,2010:69-70.
[3]李学有.关于刮板输送机中间机身段的创新使用——梅花井煤矿原煤仓分仓刮板输送机[J].价值工程,2014,33(22):54-56.